
থার্মোপ্লাস্টিক পলিউরেথেন (TPU) নমনীয় রাবার এবং অনমনীয় প্লাস্টিকের মধ্যে ব্যবধান পূরণ করে। এর ব্যতিক্রমী স্থিতিস্থাপকতা, পরিধান প্রতিরোধ ক্ষমতা এবং উচ্চ প্রসার্য শক্তির জন্য পরিচিত, TPU বিশ্বব্যাপী শিল্প উৎপাদনে অত্যন্ত পছন্দের। যাইহোক, এই অনন্য পলিউরেথেন ইলাস্টোমার প্রক্রিয়াকরণ এর লুকানো প্রযুক্তিগত সূক্ষ্মতাগুলির গভীর বোঝার দাবি রাখে।
এই নির্দেশিকা টিপিইউ বৈশিষ্ট্য, প্রক্রিয়াকরণ পরামিতি, ছাঁচ নকশা গোপনীয়তা, এবং আপনার উত্পাদন লাইন অপ্টিমাইজ করতে এবং উচ্চ-ফলনযুক্ত B2B উপাদান উত্পাদন সুরক্ষিত করতে সমস্যা সমাধানের কৌশলগুলির মধ্যে ইঞ্জিনিয়ারিং-গ্রেড অন্তর্দৃষ্টি প্রদান করে।
1. মূল বৈশিষ্ট্য এবং নির্বাচন দ্বিধা
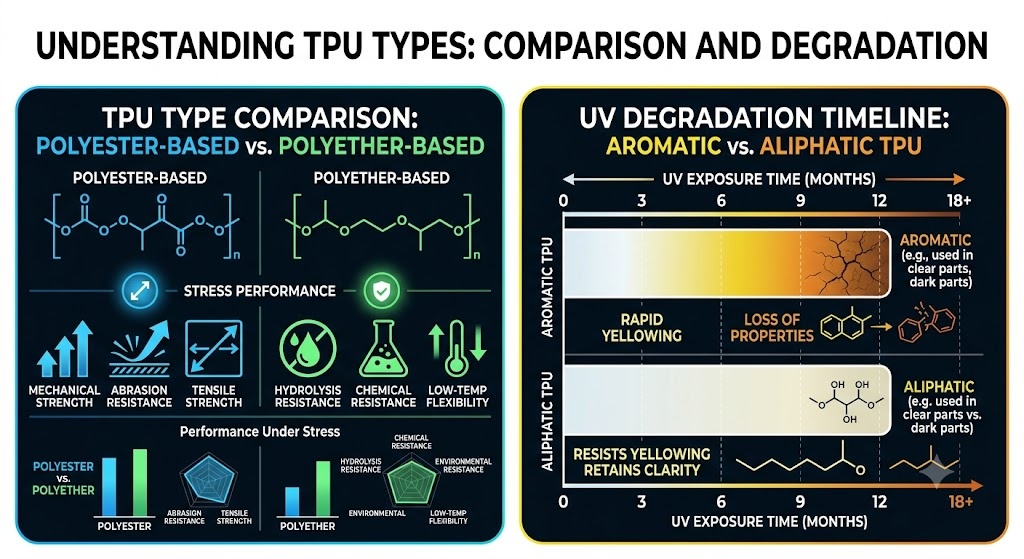
সঠিক TPU গ্রেড নির্বাচন করার জন্য মৌলিক তীরের কঠোরতা চার্টের বাইরে তাকানো প্রয়োজন। শিল্প সংগ্রহ এবং পণ্য নকশা দলগুলিকে প্রথমে মূল রাসায়নিক বিচ্যুতির ভারসাম্য বজায় রাখতে হবে: পলিয়েস্টার-ভিত্তিক TPU বনাম পলিয়েথার-ভিত্তিক TPU .
পলিয়েস্টার ভিত্তিক TPU:
- যান্ত্রিক শক্তি: উচ্চতর প্রসার্য এবং টিয়ার প্রতিরোধের.
- ঘর্ষণ প্রতিরোধের: চমৎকার (শিল্প আসবাবপত্র casters মত উচ্চ পরিধান অংশ জন্য আদর্শ)।
- হাইড্রোলাইসিস প্রতিরোধ: দরিদ্র (আর্দ্রতা হ্রাসের জন্য সংবেদনশীল)।
- নিম্ন-তাপ নমনীয়তা: ভাল.
- জীবাণু প্রতিরোধী: কম
পলিথার-ভিত্তিক TPU:
- যান্ত্রিক শক্তি: পরিমিত।
- ঘর্ষণ প্রতিরোধের: ভাল.
- হাইড্রোলাইসিস প্রতিরোধ: চমৎকার (ভিজা বা নিমজ্জিত পরিবেশের জন্য আদর্শ)।
- নিম্ন-তাপ নমনীয়তা: সুপিরিয়র (অতি-নিম্ন তাপমাত্রায় স্থিতিস্থাপকতা বজায় রাখে)।
- জীবাণু প্রতিরোধী: উচ্চ
প্রো-টিপ: হলুদের লুকানো খরচ
স্ট্যান্ডার্ড অ্যারোমেটিক টিপিইউতে আণবিক কাঠামো রয়েছে যা UV বিকিরণের অধীনে ক্ষয়প্রাপ্ত হয়, যার ফলে পরিষ্কার অংশগুলি একটি কুৎসিত হলুদ হয়ে যায়। উচ্চ-সম্পন্ন ভোগ্যপণ্য, বিশেষায়িত সার্ভো ক্যাবল জ্যাকেট বা দৃশ্যমান স্বয়ংচালিত অভ্যন্তরীণ জিনিসপত্রের জন্য প্রকৌশলীদের অবশ্যই উৎস হতে হবে আলিফ্যাটিক TPU গ্রেড . আলিফ্যাটিক রসায়ন সহজাতভাবে UV আলোকে প্রতিরোধ করে, বর্ধিত পণ্যের আয়ুষ্কালে অপটিক্যাল স্বচ্ছতা এবং রঙের স্থায়িত্ব রক্ষা করে।
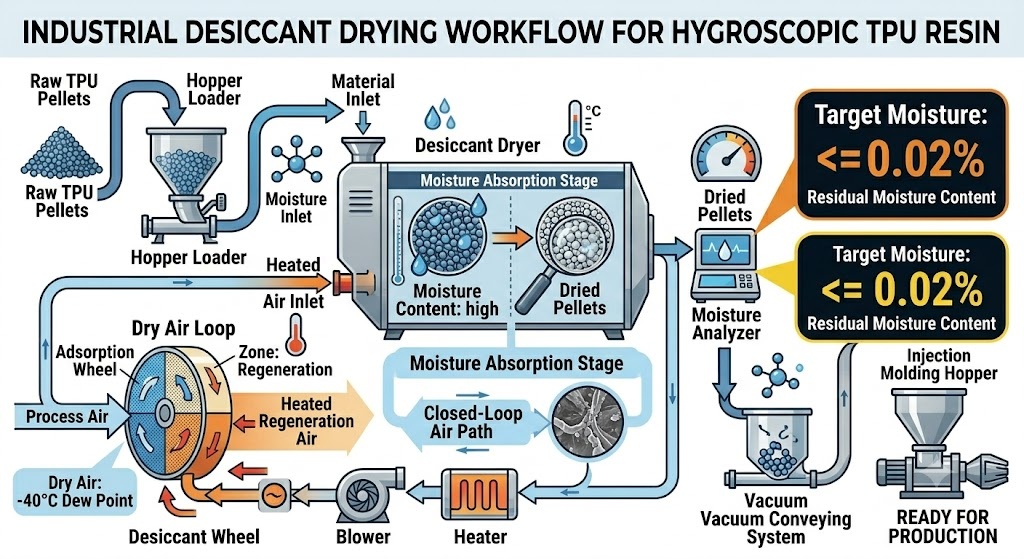
2. উপাদান প্রস্তুতি: মৌলিক শুকানোর বাইরে
যদি TPU ইনজেকশন ছাঁচনির্মাণে ব্যর্থতার একক পয়েন্ট থাকে তবে এটি আর্দ্রতা। TPU অত্যন্ত হাইগ্রোস্কোপিক; এটি সক্রিয়ভাবে পরিবেষ্টিত বায়ু থেকে জলীয় বাষ্প শোষণ করে। ভিজা রজন প্রক্রিয়াকরণ বাড়ে অপরিবর্তনীয় হাইড্রোলাইটিক অবক্ষয় -একটি রাসায়নিক বিক্রিয়া যেখানে জল উচ্চ তাপমাত্রায় পলিউরেথেন পলিমার চেইনগুলিকে বিচ্ছিন্ন করে, উপাদানটির যান্ত্রিক বৈশিষ্ট্যগুলিকে সম্পূর্ণরূপে ধ্বংস করে।
- শিশির বিন্দু মেট্রিক: স্ট্যান্ডার্ড হট-এয়ার হপার অপর্যাপ্ত। আপনি একটি শিশির বিন্দু বজায় রাখতে সক্ষম একটি desiccant ড্রায়ার ব্যবহার করতে হবে -40°C বা কম।
- শুকানোর পরামিতি: এ কুমারী রজন শুকিয়ে নিন 80°C থেকে 90°C জন্য 3 থেকে 4 ঘন্টা . ইনজেকশন ব্যারেল প্রবেশ করার আগে লক্ষ্য আর্দ্রতা কন্টেন্ট কঠোরভাবে হতে হবে 0.02% বা তার কম .
প্রো-টিপ: 20% রিগ্রিন্ড নিয়ম
যদিও শিল্প খরচ হ্রাস স্প্রু এবং রানার্স পুনরায় ব্যবহার করার নির্দেশ দেয়, TPU-এর তাপীয় ইতিহাস অবশ্যই কঠোরভাবে পরিচালনা করা উচিত।
সুবর্ণ আইন: এর বেশি মেশাবেন না 15% থেকে 20% রিগ্রিন্ড (পুনর্ব্যবহৃত স্ক্র্যাপ) কুমারী রজন সঙ্গে.
এই সীমা অতিক্রম করলে অংশটির মূল টিয়ার শক্তিতে মারাত্মক হ্রাস ঘটে এবং নান্দনিক হলুদ হওয়াকে ত্বরান্বিত করে। উপরন্তু, রিগ্রিন্ড স্ক্র্যাপ ভার্জিন পেলেটের চেয়ে দ্বিগুণ দ্রুত আর্দ্রতা শোষণ করে; এটা আবশ্যক হপারে মিশ্রিত হওয়ার আগে স্বাধীন, কঠোর ডেসিক্যান্ট শুকানোর মধ্য দিয়ে যান।
3. প্রক্রিয়াকরণ পরামিতি: শিয়ার হিটকে পরাজিত করা
TPU-এর জন্য তাপীয় প্রোফাইল সেট করার জন্য একটি নন-লিনিয়ার পদ্ধতির প্রয়োজন। টিপিইউ অণুগুলি ঘর্ষণে অত্যন্ত সংবেদনশীল হওয়ার কারণে, উপাদানটি উচ্চ প্রদর্শন করে শিয়ার সংবেদনশীলতা . যখন ইনজেকশন ছাঁচনির্মাণ মেশিন শক্ত সীমাবদ্ধতার মাধ্যমে গলিত ইলাস্টোমারকে জোর করে, তখন এটি ব্যাপক অভ্যন্তরীণ ঘর্ষণ তৈরি করে-যা নামে পরিচিত শিয়ার হিটিং .
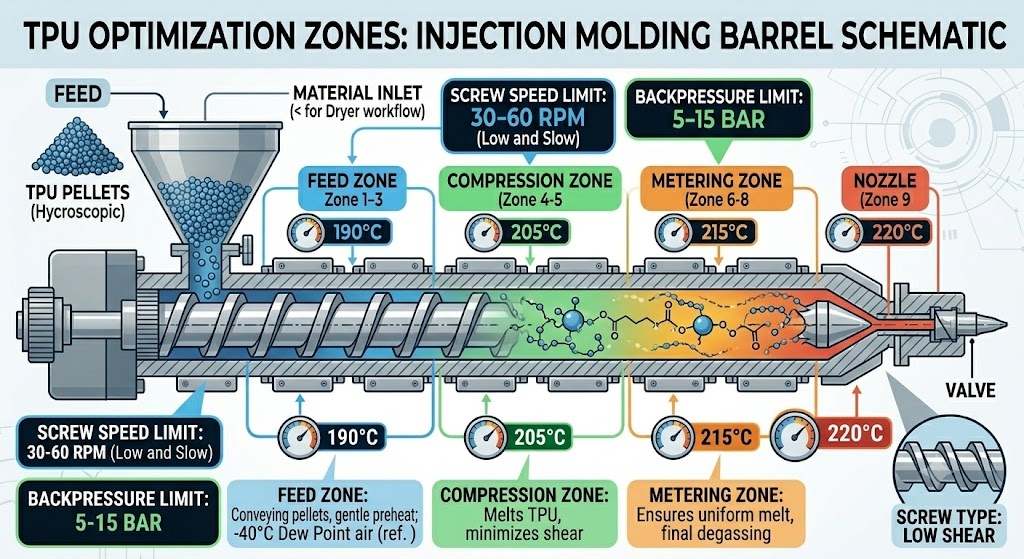
এই ঘর্ষণজনিত তাপকে অতিরিক্ত গরম করা এবং উপাদানটিকে পোড়ানো থেকে প্রতিরোধ করতে, প্রয়োগ করুন "নিম্ন এবং ধীর" মেশিন টিউনিং কৌশল:
- গলিত তাপমাত্রা: মধ্যে একটি সুনির্দিষ্ট ব্যারেল প্রোফাইল বজায় রাখুন 190°C এবং 220°C . 230°C অতিক্রম করলে তাপ পচন শুরু হবে।
- ছাঁচের তাপমাত্রা: ছাঁচ দেয়াল এ রাখুন 20°C থেকে 40°C . কুলার মোল্ডগুলি পলিউরেথেন ব্লকগুলির স্ফটিককরণকে ত্বরান্বিত করে, যার ফলে অংশটিকে কাঠামোগত এবং পরিষ্কারভাবে বের করে দেওয়া যায়।
- স্ক্রু এবং পিছনের চাপ: কম স্ক্রু রৈখিক গতি সেট করুন ( 30 থেকে 60 আরপিএম ) এবং সর্বনিম্ন পিঠের চাপ ( 5 থেকে 15 বার ) উচ্চ পিঠের চাপ ইলাস্টোমারের উপর অপ্রয়োজনীয় শিয়ার স্ট্রেস চাপিয়ে দেয়, প্লাস্টিক এমনকি অগ্রভাগ ছেড়ে যাওয়ার আগেই পলিমার চেইন ভেঙে দেয়।
4. স্টিকি Elastomers জন্য ছাঁচ নকশা গোপন
ABS বা Polypropylene-এর মতো অনমনীয় প্লাস্টিকের জন্য বোঝানো স্ট্যান্ডার্ড মোল্ড ডিজাইন নীতিগুলি নমনীয় TPU-তে প্রয়োগ করা হলে ব্যর্থ হবে। নরম ইলাস্টোমারদের ইস্পাত টুলিংয়ের মধ্যে বিশেষ জ্যামিতিক এবং যান্ত্রিক ভাতা প্রয়োজন।
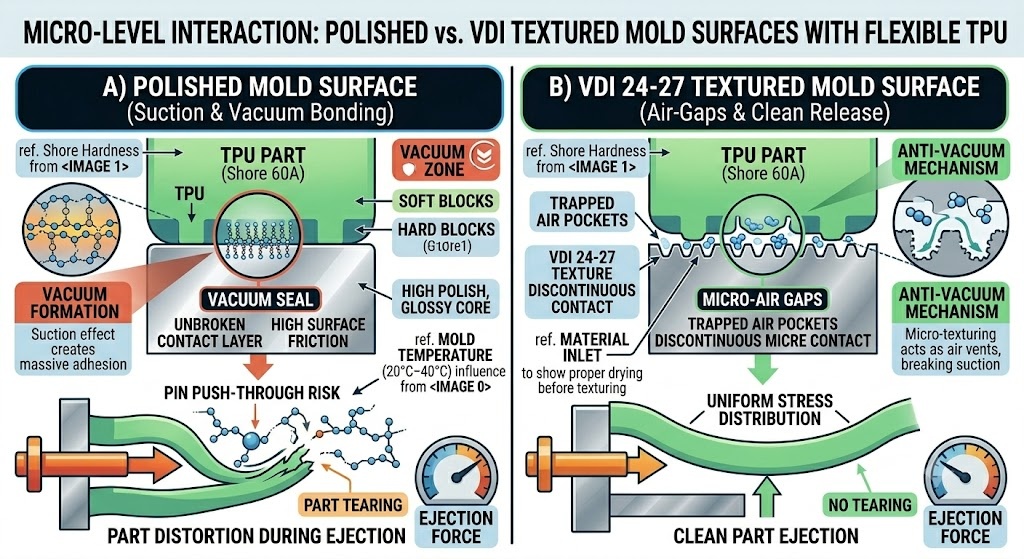
ভ্যাকুয়াম স্টিকিং দুঃস্বপ্ন
নরম TPU গ্রেড (Shore 60A থেকে 85A) উচ্চ পৃষ্ঠের ঘর্ষণ ধারণ করে। ছাঁচ খোলার ক্রম চলাকালীন, মসৃণ ইলাস্টোমার একটি সাকশন কাপের মতো কাজ করে, যা অত্যন্ত পালিশ, চকচকে মূল পৃষ্ঠগুলির বিরুদ্ধে একটি ভ্যাকুয়াম তৈরি করে। যান্ত্রিক ইজেকশনের সময় অংশটি আটকে যাবে, বিকৃত হবে বা ছিঁড়ে যাবে।
- সমাধান: হাই-পলিশ মিরর ফিনিস এড়িয়ে চলুন। পরিবর্তে, একটি নির্দিষ্ট করুন বিরোধী ভ্যাকুয়াম ছাঁচ জমিন যেমন একটি হালকা গুটিকা-ব্লাস্ট বা রাসায়নিক EDM গঠন ( ভিডিআই 24 থেকে 27 ) এই মাইক্রো-টেক্সচারটি ইস্পাত এবং ইলাস্টোমারের মধ্যে বাতাসের ক্ষুদ্র পকেট আটকে রাখে, ভ্যাকুয়াম সিল ভেঙ্গে এবং একটি অন্তর্নির্মিত যান্ত্রিক রিলিজ এজেন্ট হিসাবে পরিবেশন করে।
মাইক্রো-ভেন্টিং স্পেসিফিকেশন
দ্রুত ইনজেকশনের গতির কারণে, আটকে থাকা গ্যাস সহজেই নমনীয় উপকরণগুলিকে জ্বালিয়ে দিতে পারে। যাইহোক, যেহেতু TPU চাপের মধ্যে সহজে প্রবাহিত হয়, তাই বড় আকারের ভেন্টগুলি ঝলকানি তৈরি করবে।
- নিয়ম: মেশিনযুক্ত গ্যাস ভেন্টের অবশ্যই একটি কঠোর মাইক্রো-গভীরতার সীমা থাকতে হবে 0.015 মিমি থেকে 0.02 মিমি . এটি সংকুচিত বায়ু নিরাপদে নির্গত করার সময় গলিত ইলাস্টোমার ধারণ করার জন্য যথেষ্ট সংকীর্ণ।
5. সমস্যা সমাধান ম্যাট্রিক্স (উন্নত ক্ষেত্র সমাধান)
যখন কারখানার মেঝেতে ত্রুটি দেখা দেয়, তখন প্রকৃত মূল কারণ চিহ্নিত করতে তাপ এবং পরিবেশগত সূচকগুলির মধ্যে পার্থক্য করা প্রয়োজন। দ্রুত, লক্ষ্যযুক্ত সমস্যা সমাধানের জন্য এই ক্ষেত্র নির্দেশিকা ব্যবহার করুন:
-
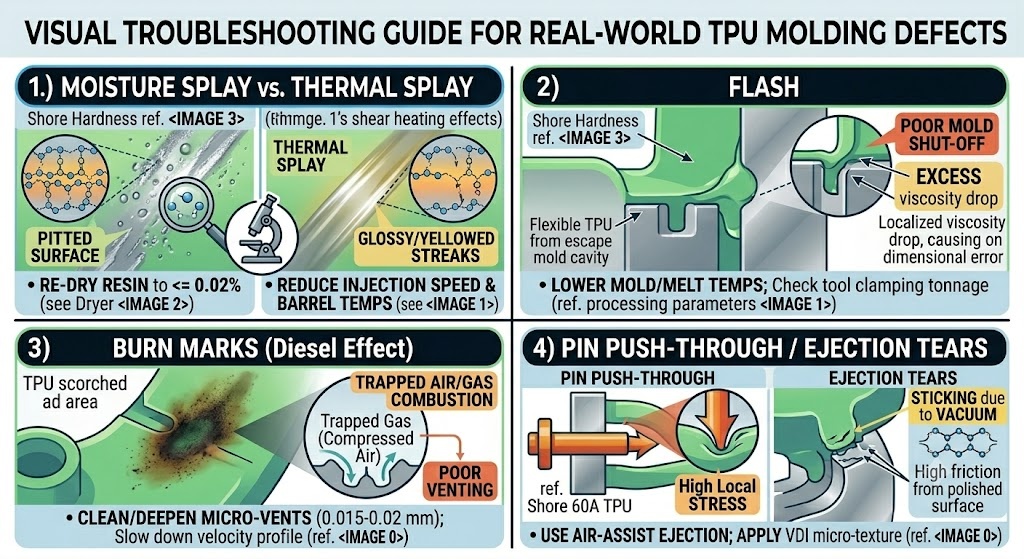
স্প্লে মার্কস (সিলভার স্ট্রীকস)
-
সম্ভাব্য মূল কারণ: হাইড্রোলাইটিক বা তাপীয় ভাঙ্গন।
-
উন্নত ক্ষেত্র সমাধান: মাইক্রোস্কোপ পরীক্ষা: বিবর্ধনের অধীনে রেখাগুলি পরিদর্শন করুন। যদি স্ট্রিকগুলি রুক্ষ এবং পিটযুক্ত হয় তবে এটি আর্দ্রতা স্প্লে (শুকানোর সময় বৃদ্ধি)। যদি রেখাগুলি মসৃণ এবং চকচকে হয়, তবে এটি অত্যধিক শিয়ার তাপ (ইনজেকশনের গতি বা অগ্রভাগের তাপমাত্রা হ্রাস) দ্বারা সৃষ্ট তাপীয় স্প্লে।
-
ফ্ল্যাশ (সীমগুলিতে অতিরিক্ত উপাদান)
-
সম্ভাব্য মূল কারণ: অতিরিক্ত ইনজেকশন বা স্থানীয়কৃত সান্দ্রতা ড্রপ।
-
উন্নত ক্ষেত্র সমাধান: সান্দ্রতা বাড়ানোর জন্য গলিত তাপমাত্রা কম করুন বা হোল্ড প্রেসার প্রোফাইল কমিয়ে দিন। টুল ক্ল্যাম্পিং বল প্রয়োজনীয় টননেজের সাথে মেলে কিনা তা পরীক্ষা করুন।
-
বার্ন মার্কস (ডিজেল প্রভাব)
-
সম্ভাব্য মূল কারণ: উদ্ভাবিত পকেটে আটকে থাকা গ্যাস সংকোচন।
-
উন্নত ক্ষেত্র সমাধান: মাইক্রো-ভেন্টগুলি পরিষ্কার এবং গভীর করুন (0.02 মিমি সর্বোচ্চ)। গলে যাওয়া চূড়ান্ত ফিল জোনে প্রবেশ করার ঠিক আগে ইনজেকশন বেগ প্রোফাইলটি ধীর করে দিন।
-
স্টিকি পার্টস / ইজেকশন টিয়ার্স
-
সম্ভাব্য মূল কারণ: ভ্যাকুয়াম বন্ধন বা অকাল প্যাকিং।
-
উন্নত ক্ষেত্র সমাধান: যান্ত্রিক পিনের পাশাপাশি একটি এয়ার-অ্যাসিস্ট ইজেকশন সিস্টেমে (এয়ার-ব্লাস্ট ভালভ) স্যুইচ করুন। কোরে একটি VDI মাইক্রো-টেক্সচার প্রয়োগ করুন।
6. ভবিষ্যত প্রবণতা: গ্রীন সাপ্লাই চেইনের জন্য সোর্সিং
বৈশ্বিক ব্র্যান্ডগুলি বৃত্তাকার অর্থনীতির দিকে রূপান্তরিত হওয়ার সাথে সাথে, আন্তর্জাতিক ESG প্রয়োজনীয়তাগুলি B2B সংগ্রহের বেঞ্চমার্কগুলিকে পরিবর্তন করছে। শিল্প উৎপাদন বাস্তুতন্ত্র দ্রুত দিকে এগিয়ে যাচ্ছে জৈব-ভিত্তিক TPU এবং পিসিআর (পোস্ট-কনজিউমার রিসাইকেলড) ইলাস্টোমার .
আধুনিক জৈব-ভিত্তিক TPUs ঐতিহ্যগত পেট্রোলিয়াম থেকে প্রাপ্ত পলিওলগুলিকে উদ্ভিদ-উৎসিত বিকল্প (যেমন কর্ন স্টার্চ বা ক্যাস্টর অয়েল) দিয়ে প্রতিস্থাপন করে, কার্বনের পদচিহ্ন 40% পর্যন্ত কাটে।
প্রসেসিং উইন্ডো বাস্তবতা
প্রকৌশলী এবং প্রকিউরমেন্ট এজেন্টদের অবশ্যই মনে রাখতে হবে যে জৈব-ভিত্তিক এবং পুনর্ব্যবহৃত TPU-গুলি উল্লেখযোগ্যভাবে ধারণ করে সংকীর্ণ প্রক্রিয়াকরণ উইন্ডোজ জীবাশ্ম-জ্বালানি উপকরণের চেয়ে। বায়ো-পলিমার উচ্চ তাপ সংবেদনশীলতা এবং কম শিয়ার সহনশীলতা প্রদর্শন করে। এই সবুজ উপকরণগুলির সাথে আপনার দোকানের মেঝে মানিয়ে নেওয়ার জন্য সুনির্দিষ্ট ক্লোজড-লুপ কন্ট্রোল মোল্ডিং মেশিনে আপগ্রেড করা, উন্নত ডেসিক্যান্ট শুকানোর সেটআপগুলিকে অগ্রাধিকার দেওয়া এবং সবুজ সরবরাহ শৃঙ্খলে প্রতিযোগিতামূলক থাকার জন্য অপ্টিমাইজ করা টুল টেক্সচারিং নিয়োগ করা প্রয়োজন৷

