
আধুনিক ইন্ডাস্ট্রিয়াল ইনজেকশন ছাঁচনির্মাণে-বিশেষ করে উত্তর আমেরিকার স্বয়ংচালিত, মহাকাশ, এবং মেডিকেল ডিভাইস সাপ্লাই চেইনের চাহিদার মধ্যে-স্ট্রাকচারাল লাইটওয়েটিং এবং কম্পোনেন্ট ইন্টিগ্রেশনের দিকে ড্রাইভ পাতলা-প্রাচীরযুক্ত প্রোফাইল এবং জটিল, ফাইবার-রিইনফোর্সড পলিমার ম্যাট্রিক্সের উপর অভূতপূর্ব নির্ভরতা সৃষ্টি করেছে। যদিও এই অগ্রগতিগুলি যথেষ্ট উপাদান এবং ভর কার্যকারিতা প্রদান করে, তারা উল্লেখযোগ্যভাবে স্থানীয় যান্ত্রিক ব্যর্থতা এবং বুনা লাইন এবং ওয়েল্ড লাইন থেকে উদ্ভূত প্রসাধনী প্রত্যাখ্যানের ঝুঁকি বাড়ায়। সরল পৃষ্ঠের দাগ হওয়া থেকে অনেক দূরে, এই কাঠামোগত ইন্টারফেসগুলি ঢালাই করা ম্যাট্রিক্সের মধ্যে গভীর বিচ্ছিন্নতার প্রতিনিধিত্ব করে যেখানে পলিমার চেইনগুলি পর্যাপ্তভাবে আন্তঃপ্রসারণ করতে ব্যর্থ হয়। শক্ত OEM মার্জিন রক্ষা করতে এবং কঠোর যান্ত্রিক নিরাপত্তা মান বজায় রাখতে, নির্মাতারা প্রেসে ট্রায়াল-এবং-এরর সামঞ্জস্যের সিরিজ হিসাবে নিট লাইন প্রতিকারকে আর বিবেচনা করতে পারে না। পরিবর্তে, ইঞ্জিনিয়ারিং দলগুলিকে অবশ্যই একটি ডেটা-চালিত পদ্ধতি অবলম্বন করতে হবে যা বিরামহীনভাবে উন্নত ভবিষ্যদ্বাণীমূলক সিমুলেশন এবং অপ্টিমাইজ করা টুলিং লেআউটের সাথে পরিমাণগত শপ-ফ্লোর পরিদর্শনকে সংযুক্ত করে।
নিট লাইনগুলি সনাক্ত করা এবং পরিদর্শন করা: ভিজ্যুয়াল থেকে পরিমাণগত মেট্রিক্সে রূপান্তর
একটি দৃঢ় মান নিয়ন্ত্রণ কাঠামো প্রতিষ্ঠা করতে, ছাঁচনির্মাণ ক্রিয়াকলাপগুলিকে অবশ্যই বিষয়গত ভিজ্যুয়াল মূল্যায়নগুলি দূর করতে হবে এবং সেগুলিকে সুনির্দিষ্ট, পরিমাপযোগ্য মেট্রিক্স দিয়ে প্রতিস্থাপন করতে হবে। প্রোডাকশন ফ্লোরে, প্রথাগত চাক্ষুষ পরিদর্শন প্রায়ই অস্পষ্ট গুণগত বর্ণনাকারীর মাধ্যমে বুনা লাইনের সমস্যাগুলিকে শ্রেণীবদ্ধ করে। সত্য প্রক্রিয়া নিয়ন্ত্রণের জন্য এই গুণগত পর্যবেক্ষণগুলিকে ডিজিটাল, পুনরাবৃত্তিযোগ্য ভেরিয়েবলে রূপান্তর করা প্রয়োজন। পৃষ্ঠের রূপবিদ্যাকে অবশ্যই স্বতন্ত্র শারীরিক স্তরে শ্রেণীবদ্ধ করতে হবে: পৃষ্ঠীয় মাইক্রো-গ্রুভস, গভীর স্পর্শকাতর খাঁজ, এবং ডিফারেনশিয়াল স্থানীয় বিবর্ণতা। বিশেষ ইমেজিং কৌশল ব্যবহার করে, যেমন লো-এঙ্গেল গ্রেজিং লাইটিং এবং হাই-কনট্রাস্ট প্রজেকশন ইমেজিং, গুণমান প্রকৌশলীরা পৃষ্ঠের বিচ্যুতিগুলি ম্যাপ করতে পারে। প্রসাধনী উপাদানগুলির জন্য, স্পেকট্রোফোটোমিটারগুলিকে অবশ্যই ইন্টারফেস জুড়ে ক্রোম্যাটিক শিফট রেকর্ড করতে ব্যবহার করতে হবে প্রমিত CIELAB রঙের স্থান ব্যবহার করে, একটি উপরের থ্রেশহোল্ড সীমা স্থাপন করে, যেমন ডেল্টা E_ab 0.5 এর কম বা সমান। একই সাথে, স্থানীয় স্পেকুলার গ্লস হ্রাসের পরিমাপ করার জন্য যোগাযোগের গ্লস মিটারের প্রয়োজন, এটি নিশ্চিত করে যে ঢালাই অঞ্চলটি একটি নির্দিষ্ট সহনশীলতার মানের মধ্যে নামমাত্র টেক্সচারের সাথে মেলে।
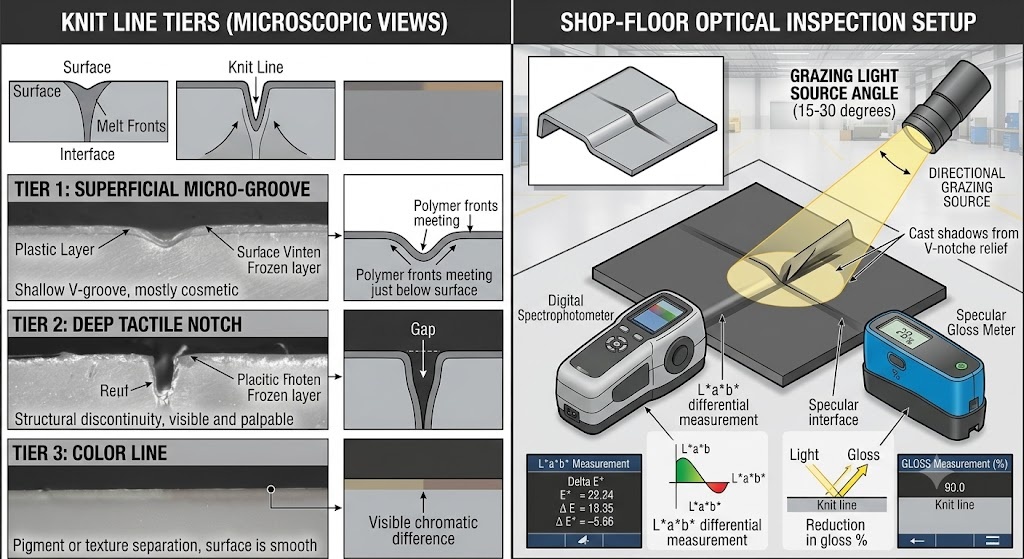
লোড-ভারবহন বা তরল-সমালোচনামূলক প্রকৌশল উপাদানগুলির জন্য, অ-ধ্বংসাত্মক পৃষ্ঠের পরিমাপগুলি বৈধকরণ প্রোটোকলের মাত্র অর্ধেককে উপস্থাপন করে। কঠোর প্রমিত ধ্বংসাত্মক পরীক্ষার পদ্ধতির মাধ্যমে যান্ত্রিক অখণ্ডতা নিশ্চিত করতে হবে। ইঞ্জিনিয়ারিং প্রোটোকলগুলিকে অবশ্যই বাধ্যতামূলক করতে হবে যে টেনসিল টেস্ট বারগুলি (ASTM D638 বা ISO 527 এর সাথে সামঞ্জস্যপূর্ণ) সরাসরি উত্পাদন উপাদানগুলি থেকে সংগ্রহ করা হবে, নিট লাইনটি গেজের দৈর্ঘ্যের কেন্দ্রে সুনির্দিষ্টভাবে স্থানীয়করণের সাথে। এই নমুনাগুলির যান্ত্রিক কর্মক্ষমতা তারপরে ওয়েল্ড লাইন স্ট্রেংথ রিটেনশন ফ্যাক্টর (WRF) গণনা করার জন্য ইন্টারফেস ছাড়াই ঢালাই করা অভিন্ন বেসলাইন নমুনার বিপরীতে বেঞ্চমার্ক করা হয়, যা নিম্নলিখিত প্লেইন টেক্সট সমীকরণ দ্বারা প্রকাশ করা হয়:
যদিও একটি নান্দনিক ভোক্তা আবাসন শক্তিতে উল্লেখযোগ্য হ্রাস সহ্য করতে পারে তবে রঙের বৈচিত্রটি নগণ্য হলে, সমালোচনামূলক স্বয়ংচালিত আন্ডার-হুড উপাদান বা মেডিকেল ফ্লুইড ম্যানিফোল্ডগুলি ঘন ঘন কঠোর মানের থ্রেশহোল্ড প্রয়োগ করে, 90 শতাংশ বা 95 শতাংশ ধারণ মানের নীচে পড়ে এমন কোনও ব্যাচকে প্রত্যাখ্যান করে৷ যদি একটি ওয়েল্ড লাইন এই পূর্বনির্ধারিত থ্রেশহোল্ডের নীচে নেমে যায়, গুণমান প্রকৌশলীদের অবশ্যই একটি অবিলম্বে 4-পদক্ষেপের দোকান-তলা পরিদর্শন চেকলিস্ট চালাতে হবে:
- ক্যালিব্রেটেড থার্মাল প্রোব ব্যবহার করে প্রকৃত গলে যাওয়া এবং ছাঁচের গহ্বরের তাপমাত্রা যাচাই করুন।
- একটি পৃষ্ঠ প্রোফাইলমিটার ব্যবহার করে স্পর্শকাতর গভীরতার প্রোফাইল নথিভুক্ত করুন।
- আন্ডার-প্যাকিং পরীক্ষা করার জন্য নামমাত্র সীমার বিপরীতে ক্রস-রেফারেন্স স্থানীয়কৃত অংশের ওজন।
- যদি ব্যর্থতা অব্যাহত থাকে, ফ্র্যাকচার পৃষ্ঠ বরাবর আটকে থাকা মাইক্রোস্কোপিক উদ্বায়ী বা স্থানীয়কৃত ফাইবার মিসলাইনমেন্টের জন্য পরিদর্শন করতে ক্রস-সেকশনাল মেটালোগ্রাফিক সেকশনিং বা স্ক্যানিং ইলেক্ট্রন মাইক্রোস্কোপি (SEM) এর জন্য নমুনা বের করুন।
মূল কারণ এবং ভবিষ্যদ্বাণীমূলক সিমুলেশন: অ্যাকশনেবল অন্তর্দৃষ্টিতে পদার্থবিদ্যাকে সংযুক্ত করা
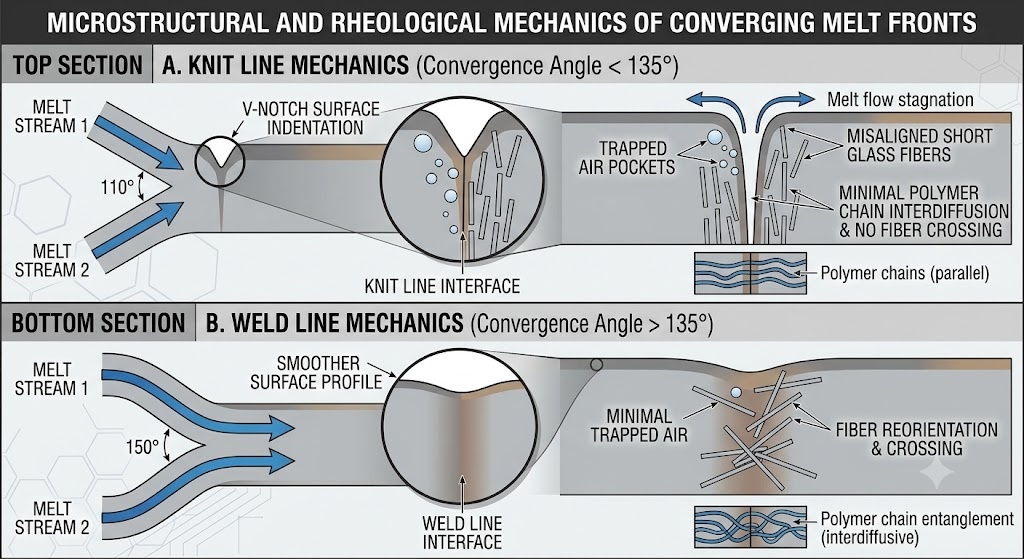
একটি বোনা লাইন গঠিত হয় যখন দুটি বা ততোধিক স্বতন্ত্র পলিমার গলিত ফ্রন্টগুলি 135 ডিগ্রির কম কনভারজেন্স কোণে ছাঁচের গহ্বরের মধ্যে মুখোমুখি হয়। যখন অভিসারী কোণ এই থ্রেশহোল্ড অতিক্রম করে, তখন সীমানাটিকে প্রযুক্তিগতভাবে একটি ওয়েল্ড লাইন হিসাবে শ্রেণীবদ্ধ করা হয়, যা সমান্তরাল প্রবাহিত স্রোতগুলিকে আরও স্বাভাবিকভাবে মিশ্রিত করতে দেয়। এই ইন্টারফেসের শক্তি এবং দৃশ্যমানতা নিয়ন্ত্রণকারী অন্তর্নিহিত পদার্থবিদ্যা সম্পূর্ণরূপে কনভারজেন্সের সময় উপাদানের তাপগতিগত অবস্থার উপর নির্ভর করে। গহ্বরের মধ্য দিয়ে গলে যাওয়ার সাথে সাথে শীতল ছাঁচের ইস্পাতের সাথে যোগাযোগ একটি হিমায়িত সীমানা স্তর তৈরি করে, যা ক্রমাগত সক্রিয় প্রবাহ চ্যানেলকে সংকুচিত করে। যদি উপাদানের স্থানান্তর বিন্দুর কাছাকাছি স্থানীয় গলিত তাপমাত্রা কমে যায়, অথবা দীর্ঘ প্রবাহ পথের কারণে স্থানীয়কৃত ইনজেকশন চাপ ক্ষয়প্রাপ্ত হয়, তাহলে আণবিক চেইনে ইন্টারফেস এবং ইন্টারডিফিউজ অতিক্রম করার জন্য প্রয়োজনীয় তাপীয় শক্তি এবং প্যাকিং শক্তির অভাব হয়। তদ্ব্যতীত, বিভক্ত প্রবাহ পথগুলি অন্তর্নিহিতভাবে অ্যানিসোট্রপিক শক্তিবৃদ্ধিগুলিকে বাধ্য করে, যেমন ছোট কাচের তন্তুগুলিকে মিটিং বাউন্ডারির সমান্তরালে ঘোরানোর জন্য, জংশন জুড়ে যে কোনও যান্ত্রিক সেতুকে সম্পূর্ণরূপে নির্মূল করে।
টুল স্টিল কাটার পরে ব্যয়বহুল ট্রায়াল-এন্ড-এরর পরিবর্তনের মাধ্যমে এই শারীরিক ঘটনাগুলিকে মোকাবেলা করার পরিবর্তে, উন্নত সীমিত-উপাদান CAE সরঞ্জামগুলি (যেমন Autodesk Moldflow, Moldex3D, বা Sigmasoft 3D) পণ্য ডিজাইনের পর্যায়ে ব্যবহার করা উচিত। ইঞ্জিনিয়ারদের অবশ্যই সহজ, বাইনারি ভিজ্যুয়াল প্লটের বাইরে দেখতে হবে এবং পরিমাণগত বিশ্লেষণাত্মক মানদণ্ডের মূল্যায়ন করতে হবে। মূল সিমুলেশন আউটপুটগুলির মধ্যে রয়েছে বেগ ভেক্টর স্থবিরতা পয়েন্ট ট্র্যাক করা, জংশনে স্থানীয় তাপমাত্রার ড্রপ সনাক্ত করা এবং সংখ্যাসূচক ওয়েল্ড লাইন ইনটেনসিটি ইনডেক্স (ভিএইচআই) বের করা। কাঠামোগত অখণ্ডতা মূল্যায়নের জন্য একটি অত্যন্ত নির্ভরযোগ্য পদ্ধতির মধ্যে রয়েছে ইঞ্জেকশন সিমুলেশন থেকে সরাসরি ডাউনস্ট্রিম স্ট্রাকচারাল FEA প্যাকেজে প্রজেক্টেড ফাইবার ওরিয়েন্টেশন টেনসর ম্যাপ করা, যা ডিজাইনারদের বাস্তব-বিশ্ব যান্ত্রিক লোডের অধীনে স্থানীয় চাপের ঘনত্বকে অনুকরণ করার অনুমতি দেয়। সঠিক ভবিষ্যদ্বাণী নিশ্চিত করতে, সিমুলেশন মডেলগুলিকে অবশ্যই উচ্চ পরিমার্জিত 3D মেশ ব্যবহার করতে হবে যাতে পাতলা প্রাচীরের অংশ জুড়ে কমপক্ষে 10 থেকে 12 স্তর থাকে, যা যাচাইকৃত উপাদান বৈশিষ্ট্যযুক্ত ডেটা এবং সঠিক মেশিন প্রতিক্রিয়া পরামিতিগুলির সাথে মিলিত হয়।
এই ভার্চুয়াল CAE ডায়াগনস্টিকগুলিকে ব্যবহারিক শপ-ফ্লোর সলিউশনে পরিণত করতে, ইঞ্জিনিয়ারিং দলগুলিকে একটি প্রমিত ডায়াগনস্টিক সিদ্ধান্ত ট্রি অনুসরণ করা উচিত। যখন একটি সিমুলেশন একটি অগ্রহণযোগ্য নিট লাইন ঝুঁকি নির্দেশ করে, তখন প্রকৌশলীকে এলোমেলোভাবে পরামিতিগুলি সামঞ্জস্য করার পরিবর্তে ভেরিয়েবলগুলিকে পদ্ধতিগতভাবে মূল্যায়ন এবং বিচ্ছিন্ন করতে হবে। প্রথমে, গেটের অবস্থানগুলি স্থানান্তর করে জংশনটিকে একটি অ-গুরুত্বপূর্ণ অঞ্চলে সরানো যায় কিনা তা পরীক্ষা করুন। যদি জ্যামিতিক সীমাবদ্ধতা গেট স্থানান্তরকে অসম্ভব করে তোলে, পরবর্তী পদক্ষেপটি হল স্থানীয় তাপ ব্যবস্থাপনার মূল্যায়ন করা, পরিবর্তনশীল ছাঁচের তাপমাত্রার সমন্বয়গুলি আণবিক বন্ধনকে উন্নত করতে পারে কিনা তা মূল্যায়ন করা। অবশেষে, যদি তাপীয় সামঞ্জস্য অপর্যাপ্ত হয়, তাহলে স্থানীয় প্রবাহ প্রতিরোধ ক্ষমতা কমাতে এবং প্যাকিং চাপ বাড়াতে যান্ত্রিক প্রাচীরের বেধ পরিবর্তন করতে হবে। এই কাঠামোগত পদ্ধতি নিশ্চিত করে যে টুলিং এবং প্রক্রিয়াগুলির পরিবর্তনগুলি সাউন্ড ইঞ্জিনিয়ারিং নীতির উপর ভিত্তি করে, উল্লেখযোগ্যভাবে উন্নয়ন চক্র হ্রাস করে এবং প্রবর্তন চক্রের দেরীতে ব্যয়বহুল প্রকৌশল পরিবর্তন আদেশ (ECOs) প্রতিরোধ করে।
ছাঁচ নকশা এবং গেট অবস্থান কৌশল: প্রবাহ পথ এবং তাপ বিন্যাস নিয়ন্ত্রণ
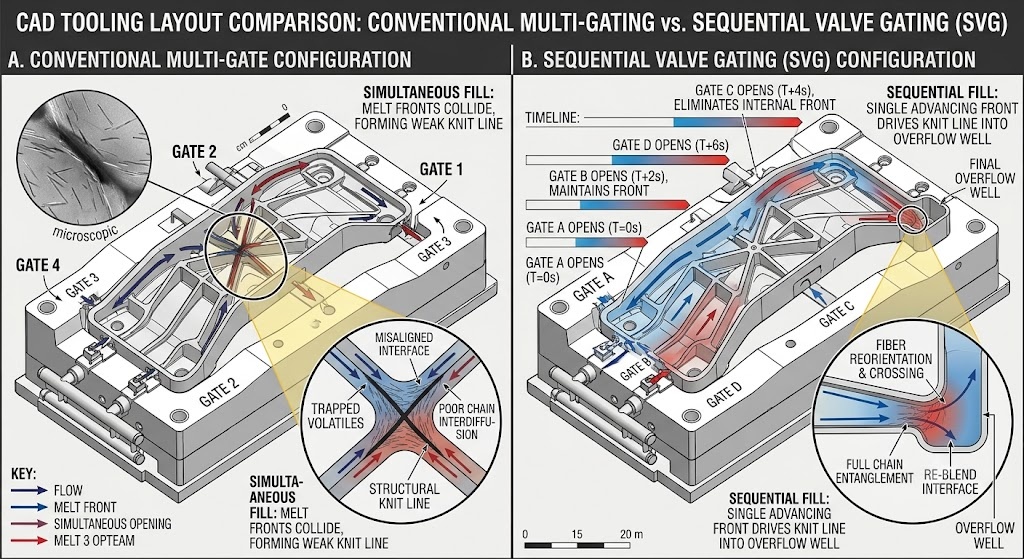
নিট লাইনগুলিকে বাদ দেওয়া বা স্থানান্তরিত করার প্রাথমিক পদ্ধতি হল টুলের গেটিং সিস্টেমের কৌশলগত বসানো। গেট জ্যামিতির নির্বাচন - সুনির্দিষ্ট সরাসরি ভালভ গেট, প্রান্ত গেট বা ফ্যান গেটগুলি ব্যবহার করা হোক - প্রাথমিক ফিল প্যাটার্ন নির্দেশ করে এবং সরাসরি নিয়ন্ত্রণ করে কিভাবে ফ্লো ফ্রন্টগুলি বিভক্ত হয় এবং মূল পিন বা অভ্যন্তরীণ কাটআউটগুলির চারপাশে পুনরায় সংযুক্ত হয়৷ জটিল অংশগুলি ডিজাইন করার সময়, প্রকৌশলীদের অবশ্যই প্রবাহের দূরত্ব এবং সর্বাধিক অনুমোদিত প্রবাহ-দৈর্ঘ্য-থেকে-প্রাচীর-বেধের অনুপাত সম্পর্কে সুনির্দিষ্ট নিয়ম স্থাপন করতে হবে। উদাহরণস্বরূপ, পাতলা প্রাচীরযুক্ত ভোক্তা ইলেকট্রনিক্সে, একটি অনুক্রমিক ভালভ গেটিং (SVG) কৌশল প্রায়ই নিযুক্ত করা হয়। একটি সুনির্দিষ্ট, সময়মতো ক্রমানুসারে ভালভ গেট খুলতে ইলেকট্রনিকভাবে নিয়ন্ত্রিত হাইড্রোলিক বা বায়ুসংক্রান্ত পিন ব্যবহার করে, ইঞ্জিনিয়াররা একটি একক, ক্রমাগত গলিত ফ্রন্টকে গহ্বর জুড়ে ঝাড়ু দিতে বাধ্য করে, ওয়েল্ড লাইনগুলিকে পেরিফেরাল ফ্ল্যাশ অঞ্চলে বা অ-কাঠামোগত প্রান্তে স্থানান্তরিত করে অভ্যন্তরীণ নিট লাইনের গঠন সম্পূর্ণরূপে দূর করতে পারে।
গেট স্থাপনের বাইরে, ছাঁচের স্টিলের মধ্যে তাপীয় কার্যক্ষমতা পরিচালনা করা নিট লাইনের গুণমানকে অপ্টিমাইজ করার জন্য গুরুত্বপূর্ণ। প্রথাগত স্ট্রেইট-ড্রিল্ড কুলিং লাইনগুলি প্রায়ই গভীর মূল অংশগুলি এবং জটিল কোণগুলিকে কার্যকর তাপীয় শীতলকরণ থেকে বিচ্ছিন্ন করে রাখে, যার ফলে স্থানীয় হট স্পট বা গুরুতর তাপীয় গ্রেডিয়েন্টগুলি নিট লাইনের ইন্টারফেসকে দুর্বল করে দেয়। প্রথাগত লাইনগুলিকে উন্নত কনফর্মাল কুলিং চ্যানেলগুলির সাথে প্রতিস্থাপন করা - যা সরাসরি মেটাল লেজার সিন্টারিং (DMLS)-এর মাধ্যমে তৈরি করা হয়েছে - শীতল লাইনগুলিকে অংশ গহ্বরের সঠিক রূপগুলি অনুসরণ করতে দেয়৷ এটি অত্যন্ত অভিন্ন তাপ অপচয় নিশ্চিত করে এবং সুনির্দিষ্ট স্থানীয় দ্রুত তাপ চক্র ছাঁচনির্মাণ (RHCM) সক্ষম করে। ভরাট করার সময় স্থানীয় বুনা লাইন এলাকাকে দ্রুত গরম করার জন্য বাষ্প বা উচ্চ-তাপমাত্রার চাপযুক্ত জল ব্যবহার করে, এবং তারপর দ্রুত দৃঢ়করণের জন্য ঠান্ডা জলে স্যুইচ করে, নির্মাতারা নিট লাইন গঠনের সময় রজন এর কাচের স্থানান্তর বা স্ফটিক গলনাঙ্কের উপরে গহ্বরের পৃষ্ঠের তাপমাত্রা বজায় রাখতে পারে। এটি পৃষ্ঠের খাঁজগুলিকে সম্পূর্ণরূপে নির্মূল করে এবং পলিমার চেইন জটকে সর্বাধিক করে তোলে।
| টুলিং কৌশল | সাধারণ টুলিং খরচ প্রিমিয়াম | চক্র সময় প্রভাব | বুনা লাইন শক্তি উন্নতি | সেরা অ্যাপ্লিকেশন ফিট |
| প্রচলিত মেশিন কুলিং | বেসলাইন (0 ডলার) | বেসলাইন (25 থেকে 45 সেকেন্ড) | ন্যূনতম (0 থেকে 10 শতাংশ উন্নতি) | কম-জটিলতা, পুরু-প্রাচীরের কাঠামোগত ব্লক। |
| কনফর্মাল কুলিং ইনসার্ট (DMLS) | 15 শতাংশ থেকে 30 শতাংশ | 15 শতাংশ থেকে 30 শতাংশ হ্রাস | 15 শতাংশ থেকে 30 শতাংশ বৃদ্ধি | জটিল স্বয়ংচালিত ট্রিম, মাল্টি-গহ্বর চিকিৎসা অংশ। |
| অনুক্রমিক ভালভ গেটিং (SVG) | 25 শতাংশ থেকে 40 শতাংশ | নিরপেক্ষ | ত্রুটি সম্পূর্ণরূপে স্থানান্তরিত করে | বড় বডি প্যানেল, ইন্সট্রুমেন্টাল প্যানেল, লম্বা কভার। |
| দ্রুত তাপ চক্র ছাঁচনির্মাণ (RHCM) | 40 শতাংশ থেকে 60 শতাংশ | 10 শতাংশ থেকে 25 শতাংশ বৃদ্ধি | 40 শতাংশ থেকে 70 শতাংশ বৃদ্ধি | উচ্চ-চকচকে ভোক্তা প্রদর্শন, চিকিৎসা অপটিক্যাল হাউজিং। |
এই উন্নত টুলিং পরিবর্তনগুলি বাস্তবায়ন করার আগে, ইঞ্জিনিয়ারিং দলগুলিকে অবশ্যই একটি কঠোর অগ্রিম রিটার্ন অন ইনভেস্টমেন্ট (ROI) এবং ঝুঁকি মূল্যায়ন করতে হবে। একটি DMLS কনফর্মাল ইনসার্ট বা একটি SVG মেনিফোল্ড যোগ করার সময় প্রাথমিক টুলিং মূলধন ব্যয় কয়েক হাজার ডলার বাড়িয়ে দিতে পারে, এই খরচগুলি অবশ্যই দীর্ঘমেয়াদী অপারেশনাল মেট্রিক্সের বিরুদ্ধে সাবধানে ভারসাম্যপূর্ণ হতে হবে। বেশ কয়েক বছর ধরে চলা একটি উচ্চ-ভলিউম স্বয়ংচালিত উত্পাদনের জন্য, স্ক্র্যাপের হারে উল্লেখযোগ্য হ্রাসের সাথে একত্রে চক্রের সময় 20 শতাংশ হ্রাস সহজেই আপফ্রন্ট টুলিং প্রিমিয়ামকে ন্যায্যতা দেয়। বিপরীতভাবে, নিম্ন-আয়তনের চিকিৎসা উপাদানগুলির জন্য, অংশের প্রাচীরের বেধ পরিবর্তন করা বা স্থানীয় ওভারফ্লো কূপগুলিকে অন্তর্ভুক্ত করা—যা ফ্লো ফ্রন্টের শেষে ঠান্ডা স্লাগ সংগ্রহ করে এবং ছাঁচনির্মাণ-পরবর্তী পরিষ্কারভাবে মেশিন করা যেতে পারে—একটি আরও ব্যয়-কার্যকর বিকল্প উপস্থাপন করে যা প্রকল্পের মূলধন বাজেট অতিক্রম না করে প্রয়োজনীয় যান্ত্রিক বৈশিষ্ট্যগুলি অর্জন করে৷
প্রসেসিং, ম্যাটেরিয়ালস এবং প্রোডাকশন ট্রেড-অফস: অপ্টিমাইজিং প্যারামিটার ম্যাট্রিক্স
যখন টুলিং পরিবর্তনগুলি বাজেট বা টাইমলাইন দ্বারা সীমাবদ্ধ থাকে, তখন ইঞ্জিনিয়ারদের অবশ্যই নিট লাইনের কার্যকারিতা পরিচালনা করার জন্য পদ্ধতিগত প্রক্রিয়া অপ্টিমাইজেশান এবং যত্নশীল উপাদান নির্বাচনের উপর নির্ভর করতে হবে। কাঁচা পলিমারের আণবিক কাঠামো গলিত সম্মুখ অভিসারণের সময় এর rheological আচরণ নির্দেশ করে। পলিপ্রোপিলিন (পিপি) বা নিরাকার অ্যাক্রিলোনিট্রাইল বুটাডিন স্টাইরিন (ABS) এর মতো অপূর্ণ পণ্য রেজিনগুলি সহজে প্রবাহিত হয় এবং নিম্ন আপেক্ষিক শক্তিতে সহজেই বন্ধন হয়। যাইহোক, পলিকার্বোনেট (PC), পলিমাইড 6/66 (PA6/PA66), এবং পলিফেনিলিন অক্সাইড (PPO)-এর মতো উচ্চ-তাপমাত্রার প্রকৌশল প্লাস্টিক - বিশেষ করে যখন 30 শতাংশ থেকে 50 শতাংশ গ্লাস ফাইবার বা খনিজ মডিফায়ারে ভরা - উপস্থিত গুরুতর rheological চ্যালেঞ্জ। এই উন্নত যৌগগুলির জন্য, উপাদানের অবক্ষয় বা চক্র সময় সম্প্রসারণ এড়াতে পরামিতি সমন্বয়গুলি অবশ্যই একটি উচ্চ কাঠামোগত, "রক্ষণশীল-থেকে-আক্রমনাত্মক" প্রক্রিয়াকরণ ম্যাট্রিক্স অনুসরণ করবে।
প্রোডাকশন মেঝেতে নিট লাইনের ত্রুটিগুলি পদ্ধতিগতভাবে সমাধান করতে, প্রযুক্তিবিদদের একটি বিস্তৃত উপাদান এবং প্রক্রিয়াকরণ পরামিতি নির্দেশিকা পরামর্শ করা উচিত। সামঞ্জস্যগুলি সর্বদা ক্রমানুসারে কার্যকর করা উচিত, প্রতিটি পরিবর্তনের পরে অংশের গুণমান এবং কাঠামোগত কর্মক্ষমতার উপর প্রভাব সঠিকভাবে পরিমাপ করার জন্য প্রক্রিয়াটিকে বেশ কয়েকটি চক্রের জন্য স্থিতিশীল করার অনুমতি দেয়:
| রজন ম্যাট্রিক্স টাইপ | প্রস্তাবিত মেল্ট রেঞ্জ (ডিগ্রি সি) | প্রস্তাবিত ছাঁচ পরিসীমা (ডিগ্রি সি) | প্রাথমিক ইনজেকশন গতি টিউনিং ধাপ | প্রত্যাশিত নিট লাইনের শক্তি ধরে রাখা (%) |
| অপূর্ণ পলিপ্রোপিলিন (পিপি) | 200 - 240 | 30 - 60 | মাঝারি প্রগতিশীল (10% বৃদ্ধি) | 85% - 95% |
| ABS (নান্দনিক গ্রেড) | 220 - 260 | 50 - 80 | হাই ভেলোসিটি প্রোফাইল (নিট জোনের মাধ্যমে দ্রুত) | 80% - 90% |
| পলিকার্বোনেট (পিসি) | 280 - 320 | 80 - 110 | উচ্চ প্যাক সহ উচ্চ ধ্রুবক বেগ | 70% - 85% |
| PA66-GF30 (30% গ্লাস ভরা) | 270 - 300 | 80 - 120 | আল্ট্রা-হাই ভেলোসিটি (সর্বোচ্চ শিয়ার হিটিং) | 35% - 55% |
| PPO (পরিবর্তিত / কাঠামোগত) | 260 - 310 | 70 - 100 | তাৎক্ষণিক প্যাক শিফট দ্বারা অনুসরণ করা উচ্চ বেগ | 50% - 70% |
যদি অপ্টিমাইজ করা প্রক্রিয়াকরণ পরামিতিগুলি একটি অত্যন্ত নান্দনিক উপাদানে একটি দৃশ্যমান নিট লাইন সম্পূর্ণরূপে নির্মূল করতে না পারে, সেকেন্ডারি ফিনিশিং অপারেশনের প্রয়োজন হতে পারে। পোস্ট-মোল্ড রিমেডিয়েশন বিকল্পগুলি-যান্ত্রিক স্যান্ডিং, স্বয়ংক্রিয় প্রাইমিং এবং পেইন্টিং, রাসায়নিক বাষ্প পলিশিং, বা স্থানীয়কৃত অতিস্বনক ফিউশন-সহ পৃষ্ঠের দাগগুলিকে কার্যকরভাবে মাস্ক করতে পারে, তবে তারা উল্লেখযোগ্য উত্পাদন বাণিজ্য-অফ প্রবর্তন করে। যদিও একটি সেকেন্ডারি পলিউরেথেন আবরণ বা রাসায়নিক দ্রাবক ধোয়া একটি নিরাকার ভোক্তা আবাসনে একটি ত্রুটিহীন, উচ্চ-চকচকে পৃষ্ঠের ফিনিস পুনরুদ্ধার করতে পারে, এই ক্রিয়াকলাপগুলি অংশের মোট খরচ বাড়ায়, অতিরিক্ত শ্রমের প্রয়োজন হয় এবং ত্রুটিগুলি পরিচালনার কারণে স্ক্র্যাপের হার বাড়ায়। অধিকন্তু, পৃষ্ঠের সমাপ্তি অন্তর্নিহিত কাঠামোগত ত্রুটিগুলি ঠিক করে না। যদি কাচের তন্তুগুলি একটি আঁকা পৃষ্ঠের নীচে ভুলভাবে সংযোজিত থাকে তবে অংশটি যান্ত্রিক চাপে ব্যর্থ হবে। অপারেশন ম্যানেজারদের অবশ্যই উন্নত টুলিং আপগ্রেডের দীর্ঘমেয়াদী মূলধন বিনিয়োগের বিপরীতে এই ফিনিশিং খরচগুলিকে সাবধানে ওজন করতে হবে, এমন বিকল্পটি বেছে নিতে হবে যা গুণমান, খরচ এবং উপাদান নির্ভরযোগ্যতার ভারসাম্য বজায় রাখে।
আপনার টুলিং এবং প্রক্রিয়াকরণ কর্মক্ষমতা ত্বরান্বিত
নিট লাইনের ব্যর্থতা দূর করার জন্য সুশৃঙ্খল মান নিয়ন্ত্রণের সাথে আগাম ভবিষ্যদ্বাণীমূলক প্রকৌশলকে সারিবদ্ধ করা প্রয়োজন। আমাদের ব্যাপক, দোকান মেঝে প্রস্তুত ডাউনলোড করুন নিট লাইন ট্রাবলশুটিং এবং সিমুলেশন ক্যালিব্রেশন চেকলিস্ট (পিডিএফ) , ধাপে ধাপে ছাঁচনির্মাণ মেশিন সমন্বয় টেমপ্লেট, লক্ষ্য VHI মেশিং পরামিতি, এবং ASTM/ISO বৈধতা ফর্ম রয়েছে।
একটি সক্রিয় প্রোগ্রামের জন্য অবিলম্বে ইঞ্জিনিয়ারিং সমর্থন প্রয়োজন? একটি উন্নত সময়সূচী করতে আজই আমাদের প্রযুক্তিগত দলের সাথে যোগাযোগ করুন CAE সিমুলেশন রিভিউ এবং মোল্ড লেআউট অডিট . আমাদের উত্তর আমেরিকার ম্যানুফ্যাকচারিং বিশেষজ্ঞরা 3 থেকে 5 কার্যদিবসের মধ্যে বিস্তারিত ডায়াগনস্টিক টার্নঅ্যারাউন্ড প্রদান করেন।

