
ভূমিকা
প্লাস্টিকের ইনজেকশন ছাঁচনির্মাণে, একটি অংশের পৃষ্ঠের ফিনিস একটি প্রসাধনী পছন্দের চেয়ে অনেক বেশি। এটি সরাসরি প্রভাবিত করে কিভাবে একটি পণ্য একজন ভোক্তার হাতে অনুভব করে, কীভাবে আলো তার রূপকে প্রতিফলিত করে এবং আরও সমালোচনামূলকভাবে, উৎপাদনের সময় ছাঁচের গহ্বর থেকে অংশটি কতটা পরিষ্কারভাবে বের হয়। ভুল ফিনিস বেছে নেওয়ার ফলে মাইক্রো-স্ক্র্যাচ, কসমেটিক সিঙ্কের চিহ্ন বা যন্ত্রাংশ আটকে যেতে পারে, যা স্ক্র্যাপের হারকে মারাত্মকভাবে বাড়িয়ে দিতে পারে।
সাপ্লাই চেইন জুড়ে এই ফিনিসগুলিকে মানসম্মত করার জন্য, সোসাইটি অফ দ্য প্লাস্টিক ইন্ডাস্ট্রি (এখন কেবল প্লাস্টিকস নামে পরিচিত) SPI পৃষ্ঠের ফিনিস শ্রেণীবিভাগ ব্যবস্থা প্রতিষ্ঠা করেছে। যদিও অ্যাসোসিয়েশন তার নাম আপডেট করেছে, বৈশ্বিক টুলমেকার এবং ম্যানুফ্যাকচারিং ইঞ্জিনিয়াররা এখনও সার্বজনীনভাবে এগুলিকে "SPI স্ট্যান্ডার্ড" হিসাবে উল্লেখ করে।
এই মানগুলির সূক্ষ্মতা বোঝা — এবং কীভাবে বিভিন্ন পলিমার তাদের সাথে যোগাযোগ করে — উত্পাদন বাস্তবতার সাথে নান্দনিক অভিপ্রায়ের ভারসাম্যের মূল চাবিকাঠি।

4 প্রাথমিক SPI ফিনিশ শ্রেণীবিভাগ
SPI স্ট্যান্ডার্ড ফিনিশকে চারটি স্বতন্ত্র লেটার গ্রেডে (A, B, C, এবং D) শ্রেণীবদ্ধ করে, যা মিডিয়া এবং ছাঁচের ইস্পাতকে পালিশ করার জন্য ব্যবহৃত পদ্ধতি দ্বারা নির্ধারিত হয়। প্রতিটি গ্রেডের মধ্যে, 1 থেকে 3 নম্বরগুলি প্রক্রিয়াকরণের স্তর এবং ফলস্বরূপ পৃষ্ঠের রুক্ষতা গড় (Ra) নির্দেশ করে।
ক্লাস A: চকচকে/চকচকে ফিনিশ (ডায়মন্ড পোলিশ)
ক্লাস A সমাপ্তি অপটিক্যাল স্বচ্ছতা এবং উচ্চ-চকচকে নন্দনতত্ত্বের শীর্ষকে উপস্থাপন করে। এই সমাপ্তিগুলি হীরার পাউডার বাফিং পেস্টের ক্রমান্বয়ে সূক্ষ্ম গ্রেড ব্যবহার করে শ্রমসাধ্যভাবে হাতে-পলিশ করে ছাঁচের গহ্বরের মাধ্যমে অর্জন করা হয়।
- SPI ক-১: সর্বোচ্চ মান, আনুমানিক 0.012 থেকে 0.025 মাইক্রোমিটার Ra এর অতি-মসৃণ পৃষ্ঠের রুক্ষতা অর্জন করতে একটি গ্রেড 3 ডায়মন্ড বাফিং পেস্ট ব্যবহার করে। এটি একটি আয়নার মতো, অত্যন্ত প্রতিফলিত ফিনিস দেয়।
- SPI A-2: একটি গ্রেড 6 ডায়মন্ড পেস্ট ব্যবহার করে, যার ফলে একটি সামান্য উচ্চতর Ra মান (0.025 থেকে 0.05 মাইক্রোমিটার) কিন্তু একটি প্রিমিয়াম গ্লস বজায় থাকে।
- SPI A-3: গ্রেড 15 হীরার পেস্ট দিয়ে পালিশ করা, একটি তীক্ষ্ণ, চকচকে চেহারা অফার করে কিন্তু একটু বেশি ক্ষমাশীল রুক্ষতা প্রোফাইল (0.05 থেকে 0.10 মাইক্রোমিটার Ra) অনুমতি দেয়।
উত্পাদন অন্তর্দৃষ্টি:
একটি সত্যিকারের ক্লাস A ফিনিশ অর্জনের জন্য NAK80 বা S136-এর মতো উচ্চ-মানের, উচ্চ-কঠিনতা ছাঁচের স্টিলের প্রয়োজন। স্ট্যান্ডার্ড টুল স্টিলে মাইক্রো-অমেধ্য বা ছিদ্র থাকে; যখন একটি A-1 স্তরে পালিশ করা হয়, তখন এই অমেধ্যগুলি "ছিঁড়ে যায়", মাইক্রোস্কোপিক গর্তগুলি ফেলে যা ফিনিস নষ্ট করে।
তদ্ব্যতীত, ক্লাস A পৃষ্ঠগুলি অভ্যন্তরীণ অংশের ত্রুটিগুলির জন্য একটি বিবর্ধক কাচ হিসাবে কাজ করে - একটি পাঁজর বা বসের পিছনে যে কোনও সামান্য ভলিউমেট্রিক সংকোচন (সিঙ্কের চিহ্ন) আলোর প্রতিফলনের অধীনে তাত্ক্ষণিকভাবে দৃশ্যমান হবে।
- সাধারণ অ্যাপ্লিকেশন: অপটিক্যাল লেন্স, স্বচ্ছ আলোর পাইপ, মুখের ঢাল, আয়না এবং উচ্চ-সম্পন্ন ভোক্তা ইলেকট্রনিক্স হাউজিং যেখানে একটি প্রিমিয়াম পিয়ানো-কালো বা ক্রিস্টাল-ক্লিয়ার লুক প্রয়োজন।
ক্লাস B: সেমি-গ্লস ফিনিশ (গ্রিট পেপার)
ক্লাস বি ফিনিশগুলি এমন অংশগুলির জন্য ডিজাইন করা হয়েছে যেগুলির জন্য একটি ঝরঝরে, পেশাদার চেহারার প্রয়োজন হয় চরম খরচ বা আয়না ফিনিশের ভঙ্গুরতা ছাড়াই৷ এই পৃষ্ঠতলগুলি একটি রৈখিক, ওভারল্যাপিং গতিতে প্রয়োগ করা সূক্ষ্ম-গ্রিট স্যান্ডপেপার ব্যবহার করে অর্জন করা হয়।
- SPI খ-১: 0.05 থেকে 0.10 মাইক্রোমিটার Ra এর সাধারণ রুক্ষতা সহ একটি ব্যতিক্রমী পরিষ্কার আধা-চকচকে পৃষ্ঠ তৈরি করে 600-গ্রিট কাগজ দিয়ে সমাপ্ত।
- SPI বি-2: 400-গ্রিট কাগজ দিয়ে পালিশ করা, একটি মাঝারি আধা-চকচকে চেহারা (0.10 থেকে 0.15 মাইক্রোমিটার Ra) প্রদান করে।
- SPI বি-3: 320-গ্রিট কাগজ দিয়ে পালিশ করা, দৃশ্যমান, অভিন্ন মাইক্রো-স্ক্র্যাচ (0.28 থেকে 0.35 মাইক্রোমিটার Ra) সহ একটি নরম সাটিন চকচকে ফলন।
উত্পাদন অন্তর্দৃষ্টি:
যেহেতু গ্রিট পেপার পলিশিং ছাঁচে একটি দিকনির্দেশক, রৈখিক স্ক্র্যাচ প্যাটার্ন প্রবর্তন করে, টুলমেকারকে অবশ্যই ছাঁচের খোলার দিক (ইজেকশন পাথ) এর সাথে পলিশিং স্ট্রোকগুলিকে সারিবদ্ধ করতে হবে। যদি গ্রিট লাইনগুলি টানার দিকে লম্বভাবে চলে, তবে ছাঁচে তৈরি প্লাস্টিক মাইক্রো-গ্রুভগুলিকে আঁকড়ে ধরবে, যার ফলে উত্পাদন চলাকালীন স্কাফ চিহ্ন এবং গুরুতর নির্গমন সমস্যা দেখা দেবে।
- সাধারণ অ্যাপ্লিকেশন: কনজিউমার অ্যাপ্লায়েন্স হাউজিং, স্বয়ংচালিত অভ্যন্তরীণ ট্রিম প্যানেল, হ্যান্ডহেল্ড ইলেকট্রনিক ঘের, এবং বাণিজ্যিক অফিস সরঞ্জাম।

ক্লাস সি: ম্যাট ফিনিশ (স্টোন পোলিশ)
ক্লাস সি সমাপ্তি একটি নরম, নিস্তেজ, অ-প্রতিফলিত ম্যাট চেহারা দ্বারা চিহ্নিত করা হয়। টুলমেকাররা আক্রমনাত্মকভাবে ছাঁচের ইস্পাতকে মসৃণ করার জন্য প্রোফাইলিং অয়েলস্টোন (গ্রিট স্টোন) ব্যবহার করে এই টেক্সচারটি অর্জন করে।
- SPI গ-1: একটি সূক্ষ্ম 600-গ্রিট পলিশিং স্টোন ব্যবহার করে অর্জন করা হয়েছে, যার ফলে একটি মসৃণ ম্যাট ফিনিশ (0.35 থেকে 0.40 মাইক্রোমিটার Ra)।
- SPI গ-2: একটি 400-গ্রিট পাথর দিয়ে সমাপ্ত, একটি স্বতন্ত্র ম্যাট টেক্সচার তৈরি করে (0.45 থেকে 0.55 মাইক্রোমিটার Ra)।
- SPI গ-3: মোটা, সম্পূর্ণ ফ্ল্যাট ম্যাট চেহারা (0.63 থেকে 0.85 মাইক্রোমিটার Ra) ছেড়ে দেওয়ার জন্য একটি মোটা 320-গ্রিট পাথর দিয়ে সমাপ্ত করা হয়েছে।
উত্পাদন অন্তর্দৃষ্টি:
শিল্প অ্যাপ্লিকেশনগুলিতে, ক্লাস সি খুব কমই একটি অংশকে "সজ্জা" করার জন্য বিশুদ্ধভাবে বেছে নেওয়া হয়। পরিবর্তে, এটি শিল্পের গো-টু "ব্যয়-দক্ষতা" ফিনিস। একটি স্টোন পলিশের প্রাথমিক উদ্দেশ্য হল দ্রুত এবং অর্থনৈতিকভাবে সিএনসি মিলিং কাটার বা ইডিএম ইলেক্ট্রোড দ্বারা ফেলে যাওয়া রুক্ষ মেশিনিং চিহ্ন (স্ক্যালপস এবং গ্রুভস) মুছে ফেলা। এটি এমন অংশগুলির জন্য ডিফল্ট ফিনিস যা শেষ-ব্যবহারকারী কখনই দেখতে পাবে না।
- সাধারণ অ্যাপ্লিকেশন: অভ্যন্তরীণ কাঠামোগত পাঁজর, ইলেকট্রনিক বন্ধনী, স্বয়ংচালিত কাঠামোগত উপাদান, জ্বালানী ট্যাঙ্ক এবং গোপন শিল্প হার্ডওয়্যার।
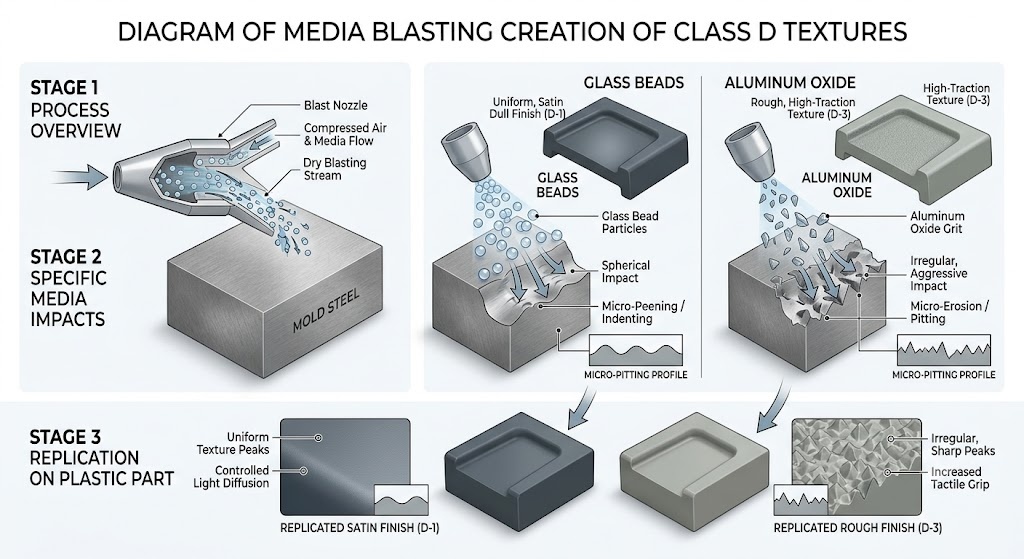
ক্লাস ডি: টেক্সচার্ড ফিনিশ (ব্লাস্ট/স্যান্ডব্লাস্টিং)
ক্লাস ডি সমাপ্তি একটি রুক্ষ, ভারী টেক্সচার, বা সাটিন অনুভূতি প্রদান করে। এটি একটি "ধ্বংসাত্মক" টেক্সচারিং প্রক্রিয়া যেখানে ছাঁচের গহ্বরটি উচ্চ চাপে শুষ্ক মিডিয়া ব্লাস্টিংয়ের শিকার হয়।
- SPI ডি-১: সূক্ষ্ম কাঁচের পুঁতি দিয়ে ছাঁচের ইস্পাত ব্লাস্ট করে তৈরি করা হয়েছে, যার ফলে একটি অভিন্ন, সাটিনের মতো নিস্তেজ ফিনিস (0.80 থেকে 1.10 মাইক্রোমিটার Ra)।
- SPI ডি-2: একটি মাঝারি-গ্রেড ব্লাস্ট মিডিয়া বা বালি দিয়ে বিস্ফোরিত, একটি রুক্ষ, নন-স্লিপ টেক্সচার (1.10 থেকে 1.60 মাইক্রোমিটার Ra) তৈরি করে।
- SPI ডি-3: মোটা অ্যালুমিনিয়াম অক্সাইড বা ভারী বালির দানা দিয়ে বিস্ফোরিত, একটি অত্যন্ত স্পর্শকাতর, রুক্ষ, সম্পূর্ণ সমতল ফিনিস (2.30 থেকে 3.20 মাইক্রোমিটার Ra)।
উত্পাদন অন্তর্দৃষ্টি:
ওয়েল্ড লাইন বা ছোট সিঙ্কের চিহ্নের মতো পৃষ্ঠের ত্রুটিগুলি লুকানোর জন্য ক্লাস ডি ফিনিশিংগুলি অবিশ্বাস্য। যাইহোক, ইঞ্জিনিয়ারদের অবশ্যই "টেক্সচার ডিগ্রেডেশন" এর জন্য পরিকল্পনা করতে হবে। একটি দীর্ঘ উৎপাদন চলাকালীন (যেমন, কয়েক হাজার চক্র), কাচ-ভর্তি নাইলনের মতো ঘষিয়া তুলিয়া ফেলিতে সক্ষম প্রকৌশল প্লাস্টিকগুলি ধীরে ধীরে ক্ষয়প্রাপ্ত হইবে এবং একটি বিস্ফোরিত ছাঁচের গহ্বরের তীক্ষ্ণ চূড়াগুলিকে "পলিশ" করে। ফলস্বরূপ, একটি D-1 টেক্সচার সময়ের সাথে ধীরে ধীরে একটি আধা-ম্যাট টেক্সচারে রূপান্তরিত হতে পারে, যার জন্য মূল স্পেসিফিকেশন পুনরুদ্ধার করার জন্য ছাঁচটিকে উৎপাদন থেকে টেনে নিয়ে পুনরায় বিস্ফোরিত করা প্রয়োজন।
- সাধারণ অ্যাপ্লিকেশন: হেভি-ডিউটি টুল হ্যান্ডলগুলি, প্লাস্টিকের স্টিয়ারিং হুইল, টেক্সচার্ড লাগেজ শেল, কনজিউমার ইলেকট্রনিক্স গ্রিপস, এবং আঙ্গুলের ছাপ এবং স্ক্র্যাচগুলি মাস্ক করার জন্য ডিজাইন করা শিল্প ঘের।
SPI সারফেস ফিনিশ তুলনা চার্ট
| এসপিআই গ্রেড | ফিনিশিং পদ্ধতি / মাঝারি | সাধারণ রুক্ষতা গড় (Ra - মাইক্রোমিটার) | সাধারণ রুক্ষতা গড় (Ra - Microinches) | চাক্ষুষ চেহারা এবং গ্লস স্তর | আপেক্ষিক টুলিং খরচ গুণক |
|---|---|---|---|---|---|
| A-1 | গ্রেড 3 ডায়মন্ড বাফ | 0.012 থেকে 0.025 | 0.5 থেকে 1.0 | উচ্চ মিরর পোলিশ, অত্যন্ত প্রতিফলিত | 2.5x থেকে 3.0x |
| A-2 | গ্রেড 6 ডায়মন্ড বাফ | 0.025 থেকে 0.05 | 1.0 থেকে 2.0 | মিরর পোলিশ, গুড রিফ্লেক্টিভিটি | 2.0x থেকে 2.5x |
| A-3 | গ্রেড 15 ডায়মন্ড বাফ | 0.05 থেকে 0.10 | 2.0 থেকে 4.0 | উচ্চ গ্লস, নরম প্রতিচ্ছবি | 1.5x থেকে 2.0x |
| B-1 | 600 গ্রিট পেপার | 0.05 থেকে 0.10 | 2.0 থেকে 4.0 | সেমি-গ্লস, ফাইন লিনিয়ার শীন | 1.3x |
| B-2 | 400 গ্রিট পেপার | 0.10 থেকে 0.15 | 4.0 থেকে 6.0 | মাঝারি আধা-চকচকে | 1.2x |
| B-3 | 320 গ্রিট পেপার | 0.28 থেকে 0.35 | 11.0 থেকে 14.0 | নরম সাটিন, হালকা চকচকে | 1.1x |
| C-1 | 600 গ্রিট স্টোন | 0.35 থেকে 0.40 | 14.0 থেকে 16.0 | ফাইন ম্যাট, অ-প্রতিফলিত | 1.0x (বেসলাইন) |
| C-2 | 400 গ্রিট স্টোন | 0.45 থেকে 0.55 | 18.0 থেকে 22.0 | মাঝারি ম্যাট, ফ্ল্যাট ফিনিশ | 0.9x |
| C-3 | 320 গ্রিট স্টোন | 0.63 থেকে 0.85 | 25.0 থেকে 34.0 | মোটা ম্যাট, টুল চিহ্ন মুছে দেয় | 0.8x |
| D-1 | ড্রাই গ্লাস বিড ব্লাস্ট | 0.80 থেকে 1.10 | 32.0 থেকে 44.0 | নিস্তেজ সাটিন, ফাইন পার্লেসেন্ট টেক্সচারিং | 1.2x |
| D-2 | ফাইন স্যান্ড ব্লাস্ট | 1.10 থেকে 1.60 | 44.0 থেকে 64.0 | নিস্তেজ জমিন, সম্পূর্ণ সমতল | 1.3x |
| D-3 | মোটা বালি/অক্সাইড বিস্ফোরণ | 2.30 থেকে 3.20 | 90.0 থেকে 130.0 | খুব রুক্ষ, স্পর্শকাতর গ্রিপ টেক্সচার | 1.4x |
একটি SPI সারফেস ফিনিশ নির্বাচন করার সময় মূল বিষয়গুলি
একটি পৃষ্ঠ ফিনিস নির্বাচন করতে উপাদান বৈশিষ্ট্য, জ্যামিতি, এবং বাজেটের মধ্যে একটি গণনা করা ট্রেড-অফ প্রয়োজন। ম্যানুফ্যাকচারিং (DFM) এর জন্য আপনার সিদ্ধান্তকে গাইড করতে হবে এমন মূল কারণগুলি এখানে রয়েছে।
উপাদান নির্বাচন: স্ফটিক বনাম নিরাকার পলিমার
আপনার প্লাস্টিকের রজনের আণবিক কাঠামো সরাসরি নির্দেশ করে যে এটি ছাঁচের ফিনিসটি কতটা ভালভাবে প্রতিলিপি করে।
- নিরাকার পলিমার (যেমন, পলিকার্বোনেট, ABS, এক্রাইলিক/PMMA) এর একটি এলোমেলো আণবিক বিন্যাস রয়েছে যা পালিশ স্টিলের বিপরীতে পুরোপুরি প্রবাহিত হয়। তারা পরম স্বচ্ছতা বা উচ্চ চকচকে জন্য ক্লাস A ডায়মন্ড ফিনিস বাছাই করতে পারদর্শী।
- স্ফটিক পলিমার (যেমন, নাইলন/পিএ, পলিপ্রোপিলিন, পলিথিন) ঠাণ্ডা হওয়ার সাথে সাথে কাঠামোগত স্ফটিককরণের মধ্য দিয়ে যায়, যার ফলে উচ্চতর সঙ্কুচিত হয়। তদ্ব্যতীত, আপনি যদি শক্তির জন্য এই উপকরণগুলিতে গ্লাস ফাইবার (GF) যুক্ত করেন তবে তন্তুগুলি পৃষ্ঠে ভাসতে থাকে। একটি 30% গ্লাস-ভর্তি নাইলনে একটি ক্লাস A ফিনিশ নির্দিষ্ট করা মূলধনের অপচয়—পৃষ্ঠটি স্বভাবতই স্ট্রীকার এবং মটল দেখাবে। এই উপকরণগুলি ক্লাস সি বা ক্লাস ডি সমাপ্তিতে অনেক ভাল কাজ করে।
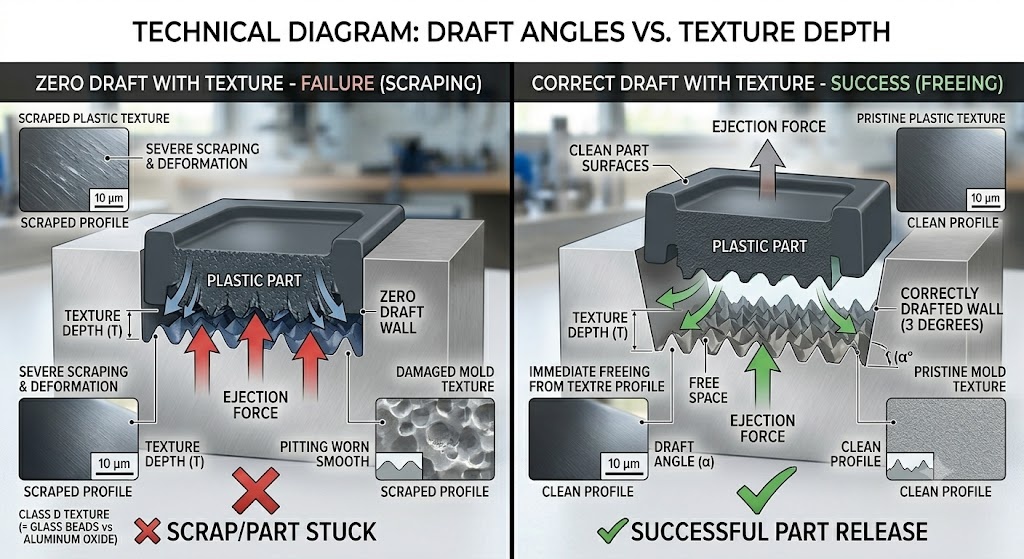
খসড়া কোণ শাস্তি
সারফেস টেক্সচার মাইক্রোস্কোপিক শিখর এবং উপত্যকা তৈরি করে। যখন ছাঁচ খোলে, প্লাস্টিকের অংশটি অবশ্যই পরিষ্কারভাবে টানতে হবে। যদি অংশের উল্লম্ব দেয়ালে পর্যাপ্ত খসড়া (টেপার) না থাকে, তাহলে টেক্সচার্ড ইস্পাতটি ইজেকশনের সময় ঠাণ্ডা প্লাস্টিককে শারীরিকভাবে স্ক্র্যাপ, ছিঁড়ে বা চিহ্নিত করবে।
- শিল্পের সুবর্ণ নিয়ম: স্ট্যান্ডার্ড মসৃণ ফিনিশের জন্য (ক্লাস A এবং B), প্রতি পাশে 0.5 থেকে 1.0 ডিগ্রির একটি ন্যূনতম খসড়া কোণ গ্রহণযোগ্য।
- অঙ্গুষ্ঠের টেক্সচার্ড নিয়ম: ক্লাস ডি স্যান্ডব্লাস্টেড ফিনিশের জন্য, আপনাকে প্রতি 0.025 মিমি (1 মিল বা 0.001 ইঞ্চির সমান) টেক্সচার গভীরতার জন্য আনুমানিক 1 অতিরিক্ত ডিগ্রী ড্রাফ্ট কোণ যোগ করতে হবে। এটির জন্য অ্যাকাউন্টে ব্যর্থ হলে গুরুতর টানা চিহ্ন এবং অংশ বিকৃতি হবে।
টুলিং খরচ এবং লিড টাইম
তুলনা চার্টে দেখানো হয়েছে, একটি ক্লাস A ফিনিশ উল্লেখযোগ্যভাবে ছাঁচ উত্পাদন খরচ বৃদ্ধি করে। একটি A-1 ফিনিশের জন্য একটি টুলকে হ্যান্ড-পলিশ করা একটি টুলিং লিড টাইমে দিন বা এমনকি সপ্তাহ যোগ করতে পারে কারণ এটি অবশ্যই ধাপে ধাপে করা উচিত (যেমন, আপনি স্টিল ম্যাট্রিক্সকে নষ্ট না করে একটি 320-গ্রিট পাথর থেকে সরাসরি ডায়মন্ড পেস্টে যেতে পারবেন না)। ক্লাস সি স্টোন ফিনিসগুলি এখন পর্যন্ত সবচেয়ে দ্রুত এবং সবচেয়ে সস্তা।
অংশ কার্যকারিতা
শেষ-ব্যবহারের পরিবেশ বিবেচনা করুন। উচ্চ-গ্লস ক্লাস A ফিনিশগুলি কুখ্যাত স্ক্র্যাচ ম্যাগনেট এবং তাৎক্ষণিকভাবে চর্বিযুক্ত আঙ্গুলের ছাপ দেখায়। যদি একটি পণ্য প্রতিদিন পরিচালনা করা হয় (যেমন একটি কন্ট্রোলার বা ইলেকট্রনিক গ্রিপ), একটি ক্লাস ডি সাটিন টেক্সচার পণ্যের আয়ুষ্কালের পরিচ্ছন্নতাকে সফলভাবে লুকিয়ে রেখে স্পর্শকাতর ঘর্ষণ প্রদান করে।
ইঞ্জিনিয়ারিং অঙ্কনে SPI ফিনিশ কিভাবে নির্দিষ্ট করবেন
পরিষ্কার যোগাযোগ ব্যয়বহুল টুলিং পুনরায় কাজ প্রতিরোধ করে। আপনার প্রোডাকশন ব্লুপ্রিন্ট বা 2D ইঞ্জিনিয়ারিং অঙ্কন প্রস্তুত করার সময়, এই শিল্পের সর্বোত্তম অনুশীলনগুলি প্রয়োগ করুন:
- সাধারণ কলআউট এড়িয়ে চলুন: অঙ্কন নোটগুলিতে কখনই "পোলিশ বাইরের পৃষ্ঠতল" লিখবেন না। এটি সংজ্ঞাটিকে সম্পূর্ণরূপে ব্যাখ্যার উপর ছেড়ে দেয়। পরিবর্তে, সুস্পষ্ট কলআউট ব্যবহার করুন যেমন:
দৃশ্যমান কসমেটিক মুখের উপর SPI A-2 হতে সারফেস শেষ। - টেক্সচার বাউন্ডারি স্প্লাইন ব্যবহার করুন: যদি একটি একক মোল্ড করা অংশে একাধিক ফিনিশ থাকে (যেমন, ক্লাস ডি টেক্সচার্ড হাউজিং-এ একটি ক্লাস A চকচকে অ্যাকসেন্ট স্ট্রিপ), সঠিক ট্রানজিশন জোনগুলি দেখানোর জন্য আপনার 2D প্রিন্টে একটি পরিষ্কার, ড্যাশযুক্ত সীমানা রেখা আঁকুন।
- ক্রস-রেফারেন্স গ্লোবাল স্ট্যান্ডার্ড: আপনি যদি গ্লোবাল সাপ্লাই চেইন নিয়ে কাজ করেন, তাহলে আপনার ম্যানুফ্যাকচারিং পার্টনার ইউরোপিয়ান VDI 3400 (যা স্পার্ক-ইরোশন স্কেল এর উপর ভিত্তি করে) বা Mold-Tech এর মত মালিকানাধীন টেক্সচার ক্যাটালগের সাথে বেশি অভ্যস্ত হতে পারে। প্রযোজ্য হলে সমতুল্য মানগুলি নোট করুন (যেমন, SPI C-1 মোটামুটিভাবে VDI 18 থেকে 21 এর সাথে সারিবদ্ধ)।
- ভৌত টেক্সচার প্লেকগুলির জন্য অনুরোধ করুন: একটি বহু-হাজার-ডলারের ছাঁচের গহ্বর টেক্সচার করার জন্য একটি টুলমেকারকে অনুমোদন করার আগে, আপনার মধ্যে ছাঁচে তৈরি একটি ফিজিক্যাল নমুনা চিপের অনুরোধ করুন সঠিক নির্বাচিত রজন উপাদান। কালো পলিকার্বোনেটের তুলনায় প্রাকৃতিক পলিপ্রোপিলিনের টেক্সচারগুলি সম্পূর্ণ ভিন্ন দেখায়।
উপসংহার
এসপিআই সারফেস ফিনিশ স্ট্যান্ডার্ডগুলি আয়ত্ত করা শিল্প নকশা ধারণা এবং বাস্তব-বিশ্বের উত্পাদন কর্মক্ষমতার মধ্যে ব্যবধান পূরণ করে। ক্লাস এ ফিনিশের জন্য প্রিমিয়াম টুল স্টিল এবং নিশ্ছিদ্র অংশ ডিজাইনের চাহিদা রয়েছে বা ক্লাস ডি টেক্সচারের জন্য উদার ড্রাফ্ট কোণ প্রয়োজন তা বোঝার মাধ্যমে, আপনি উত্পাদন বাধা এড়াতে পারেন, আপনার অংশ প্রত্যাখ্যানের হার কমাতে পারেন এবং আপনার টুলিং বাজেট নিয়ন্ত্রণ করতে পারেন।
ইস্পাত কাটার আগে আপনার উপাদান পছন্দ, জ্যামিতিক খসড়া এবং কাঙ্খিত SPI মানকে সারিবদ্ধ করতে প্রাথমিক DFM পর্যায়ে সর্বদা আপনার ইনজেকশন মোল্ডিং পার্টনারের সাথে পরামর্শ করুন।

