
পেশাদারদের জন্য দ্রুত সারাংশ
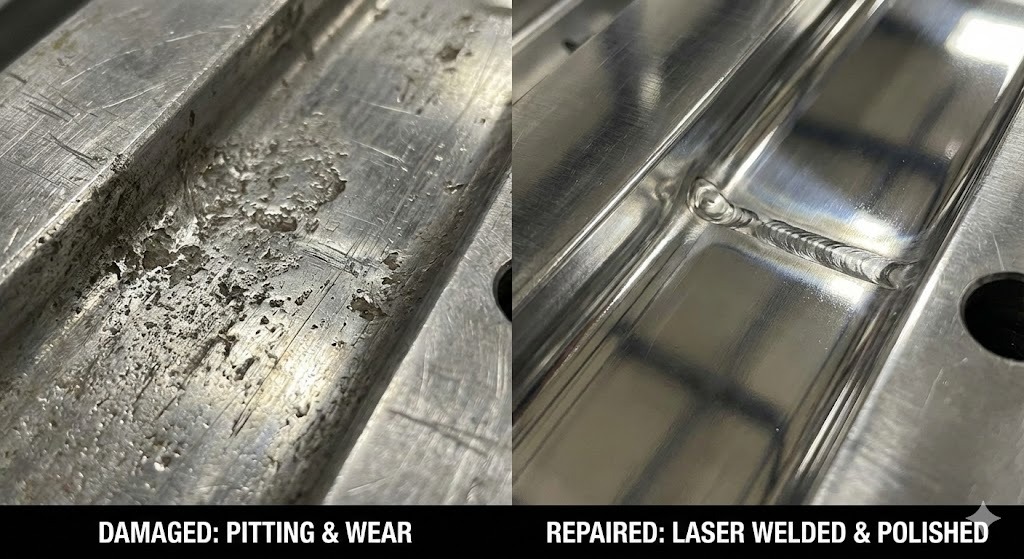
ইনজেকশন ছাঁচ মেরামত আংশিক গুণমান নিশ্চিত করতে এবং উত্পাদন বন্ধ হওয়া রোধ করতে ক্ষতিগ্রস্থ টুলিংকে এর মূল ইঞ্জিনিয়ারিং স্পেসিফিকেশনে পুনরুদ্ধার করার বিশেষ প্রক্রিয়া। সবচেয়ে কার্যকর আধুনিক পদ্ধতির সমন্বয় স্পষ্টতা লেজার ঢালাই —যা ন্যূনতম তাপের প্রভাবে উপাদান যোগ করে—এবং উন্নত পৃষ্ঠ চিকিত্সা (যেমন PVD আবরণ বা হার্ড ক্রোম প্লেটিং) ছাঁচের আয়ু বাড়াতে। এই কৌশলগুলি ব্যবহার করে, নির্মাতারা প্রথাগত TIG ওয়েল্ডিং বা সম্পূর্ণ টুল প্রতিস্থাপনের তুলনায় ডাউনটাইম 70% পর্যন্ত কমাতে পারে।
1. ইনজেকশন ছাঁচ মেরামতের ভূমিকা
কেন সঠিক ছাঁচ রক্ষণাবেক্ষণ সমালোচনামূলক?
ছাঁচ রক্ষণাবেক্ষণ ত্রুটি প্রতিরোধ করার জন্য ইনজেকশন ইউনিট পরিদর্শন, পরিষ্কার এবং মেরামত করার নিয়মিত অনুশীলন। উচ্চ-গতির উত্পাদনে, এমনকি গহ্বরের পৃষ্ঠে একটি মাইক্রোস্কোপিক স্ক্র্যাচ "ফ্ল্যাশ" (একটি অংশে অতিরিক্ত প্লাস্টিক) বা কাঠামোগত দুর্বলতার দিকে নিয়ে যেতে পারে। সক্রিয় মেরামত নিশ্চিত করে মাত্রিক নির্ভুলতা এবং সম্পূর্ণ নতুন ছাঁচ তৈরির উচ্চ খরচ এড়িয়ে হাজার হাজার ডলার সাশ্রয় করে।
ইনজেকশন ছাঁচ ক্ষতি সাধারণ কারণ কি কি?
ছাঁচের ক্ষতি সাধারণত চারটি বিভাগে পড়ে:
- যান্ত্রিক পরিধান: গেট এবং গহ্বর নিচে পরা কাচ-ভরা রজন থেকে ঘষিয়া তুলিয়া ফেলিতে সক্ষম ঘর্ষণ.
- জারা: আউটগ্যাসিং প্লাস্টিক (যেমন পিভিসি) থেকে রাসায়নিক আক্রমণ যা ইস্পাত পৃষ্ঠকে পিট করে।
- মানুষের ত্রুটি: আটকে থাকা অংশগুলি অপসারণ করতে ধাতব সরঞ্জাম ব্যবহার করার কারণে ঘামাচি।
- তাপীয় ক্লান্তি: উত্পাদনের সময় ধ্রুবক গরম এবং শীতল চক্রের ফলে স্ট্রেস ফাটল।
2. ইনজেকশন ছাঁচ বোঝা: প্রযুক্তিগত ভিত্তি
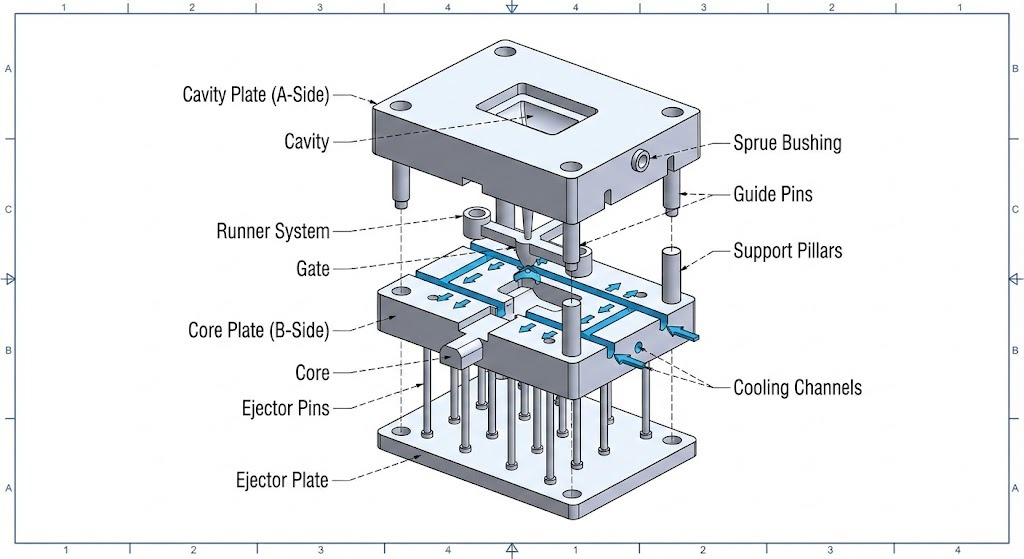
একটি ইনজেকশন ছাঁচ মৌলিক উপাদান কি কি?
একটি সফল মেরামত করার জন্য, একজন প্রযুক্তিবিদকে অবশ্যই সনাক্ত করতে হবে যে কোন উপাদানটি ব্যর্থ হচ্ছে।
- গহ্বর এবং কোর: প্রাথমিক "A" এবং "B" দিকগুলি যা প্লাস্টিকের অংশের আকৃতি তৈরি করে।
- ইজেক্টর পিন: যান্ত্রিক উপাদান যা সমাপ্ত অংশটিকে ছাঁচের বাইরে ঠেলে দেয়।
- কুলিং চ্যানেল: অভ্যন্তরীণ পথ যেখানে তাপমাত্রা নিয়ন্ত্রণ করতে জল বা তেল প্রবাহিত হয়।
- গেট এবং রানার সিস্টেম: "প্লাম্বিং" যা গহ্বরে গলিত প্লাস্টিককে নির্দেশ করে।
ইনজেকশন ছাঁচে ব্যবহৃত সাধারণ উপকরণ
মেরামত কৌশল পছন্দ উপর ব্যাপকভাবে নির্ভর করে ছাঁচ উপাদান . বেশিরভাগ উচ্চ-উৎপাদন ছাঁচ থেকে তৈরি করা হয় টুল ইস্পাত , যা কঠোরতা বাড়ানোর জন্য ক্রোমিয়াম বা ভ্যানাডিয়ামের মতো উপাদান দিয়ে ইস্পাত মিশ্রিত।
সারণি 1: সাধারণ ছাঁচের উপকরণ এবং মেরামতের সামঞ্জস্য
| উপাদানের ধরন | সাধারণ গ্রেড | মেরামত অসুবিধা | সেরা মেরামত পদ্ধতি |
|---|---|---|---|
| P20 ইস্পাত | প্রি-কঠিন ইস্পাত | কম | লেজার বা টিআইজি ওয়েল্ডিং |
| H13 ইস্পাত | হট-ওয়ার্ক টুল ইস্পাত | মাঝারি | লেজার ওয়েল্ডিং (প্রি-হিটিং প্রয়োজন) |
| S7 ইস্পাত | শক-প্রতিরোধী ইস্পাত | উচ্চ | যথার্থ লেজার ঢালাই |
| অ্যালুমিনিয়াম | 7075-T6 | মাঝারি | বিশেষায়িত লেজার ওয়্যার |
হট রানার এবং কোল্ড রানার সিস্টেমের মধ্যে পার্থক্য কি?
- হট রানার সিস্টেম: ছাঁচের ভিতরে প্লাস্টিক গলিত রাখতে উত্তপ্ত ম্যানিফোল্ড ব্যবহার করুন, বর্জ্য কমায় কিন্তু সমন্বিত বৈদ্যুতিক উপাদানগুলির কারণে মেরামত আরও জটিল করে তোলে।
- কোল্ড রানার সিস্টেম: সরল চ্যানেল যা অংশের সাথে দৃঢ় হয়; এগুলি মেরামত করা সহজ তবে আরও স্ক্র্যাপ উপাদানের ফলে।
প্রযুক্তিগত সংজ্ঞা
- HAZ (তাপ প্রভাবিত অঞ্চল): বেস মেটালের ক্ষেত্রফল যা গলিত হয়নি কিন্তু ঢালাইয়ের তাপে এর মাইক্রোস্ট্রাকচার পরিবর্তিত হয়েছে। HAZ কম করা লেজার ওয়েল্ডিংয়ের প্রাথমিক লক্ষ্য।
- রকওয়েল হার্ডনেস (HRC): একটি উপাদানের ইন্ডেন্টেশন কঠোরতা পরিমাপ করতে ব্যবহৃত একটি স্কেল। বেশিরভাগ ছাঁচের স্টিলের পরিসীমা 30 থেকে 60 HRC পর্যন্ত।
- ফ্ল্যাশ: একটি ইনজেকশন ছাঁচনির্মাণ ত্রুটি যেখানে ছাঁচের অর্ধেকগুলির মধ্যে প্লাস্টিকের পাতলা স্তরগুলি সরে যায়, সাধারণত একটি জীর্ণ বিচ্ছেদ লাইন নির্দেশ করে।
3. ইনজেকশন ছাঁচ মেরামতের জন্য লেজার ঢালাই
ছাঁচ মেরামত লেজার ঢালাই কি?
লেজার ঢালাই একটি উচ্চ-নির্ভুলতা মেরামত প্রক্রিয়া যা একটি ছাঁচের ক্ষতিগ্রস্থ অংশে একটি বিশেষ ফিলার তার গলানোর জন্য আলোর ঘনীভূত মরীচি ব্যবহার করে। ঐতিহ্যগত ঢালাইয়ের বিপরীতে, লেজার শক্তিকে এত শক্তভাবে কেন্দ্রীভূত করে যে এটি আশেপাশের ইস্পাতের প্রায় কোনও বিকৃতি ছাড়াই একটি শক্তিশালী ধাতব বন্ধন তৈরি করে।
লেজার ওয়েল্ডিং এর সুবিধা কি কি?
প্রযুক্তিবিদদের জন্য, উচ্চ-মূল্যের টুলিংয়ের জন্য লেজার ঢালাই পছন্দের পদ্ধতি কারণ:
- ন্যূনতম তাপ প্রভাবিত অঞ্চল (HAZ): স্থানীয় তাপ ছাঁচের ইস্পাতকে তার আসল কঠোরতা হারানো বা হারানো থেকে বাধা দেয়।
- চরম নির্ভুলতা: টেকনিশিয়ান যত ছোট ক্ষতি মেরামত করতে পারেন 0.05 মিমি , জটিল টেক্সচার এবং তীক্ষ্ণ কোণে কাজ করার অনুমতি দেয়।
- জটিল জ্যামিতি: লেজারের অ-যোগাযোগ প্রকৃতি গভীর গহ্বর বা সরু পাঁজরের ভিতরে মেরামত করার অনুমতি দেয় যেখানে একটি টিআইজি টর্চ পৌঁছাতে পারে না।
- কমানো পোস্ট-প্রসেসিং: যেহেতু ওয়েল্ডটি এত পরিষ্কার, ম্যানুয়াল গ্রাইন্ডিং এবং পলিশিংয়ের জন্য প্রয়োজনীয় সময়টি অনেক বেশি কমে গেছে ৫০% .

3.4। লেজার ওয়েল্ডিং প্রক্রিয়া: একটি ধাপে ধাপে নির্দেশিকা
একটি পেশাদার-গ্রেড মেরামত অর্জন করতে, প্রযুক্তিবিদদের অবশ্যই একটি প্রমিত ক্রম অনুসরণ করতে হবে:
ধাপ 1: ছাঁচের পৃষ্ঠের প্রস্তুতি
পরিষ্কার-পরিচ্ছন্নতা সবচেয়ে গুরুত্বপূর্ণ বিষয়। কোন অবশিষ্ট প্লাস্টিক, তেল, বা মরিচা কারণ হবে ছিদ্র (ছোট বুদবুদ) জোড় মধ্যে.
- কর্ম: সমস্ত দূষক অপসারণ করতে অতিস্বনক পরিষ্কার বা বিশেষ দ্রাবক ব্যবহার করুন।
- যাচাইকরণ: একটি অধীনে এলাকা পরিদর্শন 10x মাইক্রোস্কোপ ধাতুটি "উজ্জ্বল" এবং কার্বনাইজড অবশিষ্টাংশ মুক্ত তা নিশ্চিত করতে।
ধাপ 2: ওয়েল্ডিং প্যারামিটার এবং সেটিংস নির্বাচন করা
লেজার সেটিংস বেস ধাতু এবং মেরামতের বেধ উপর ভিত্তি করে টিউন করা আবশ্যক।
- পালস শক্তি (জুল): জোড় অনুপ্রবেশ গভীরতা নিয়ন্ত্রণ করে।
- পালস সময়কাল (ms): লেজার কতক্ষণ থাকবে তা নির্ধারণ করে; মোটা তারের জন্য লম্বা ডাল ব্যবহার করা হয়।
- ফ্রিকোয়েন্সি (Hz): লেজারের ডালের গতি।
- স্পট সাইজ (মিমি): লেজার রশ্মির ব্যাস; সাধারণত মধ্যে সেট করা হয় 0.2 মিমি এবং 1.5 মিমি .
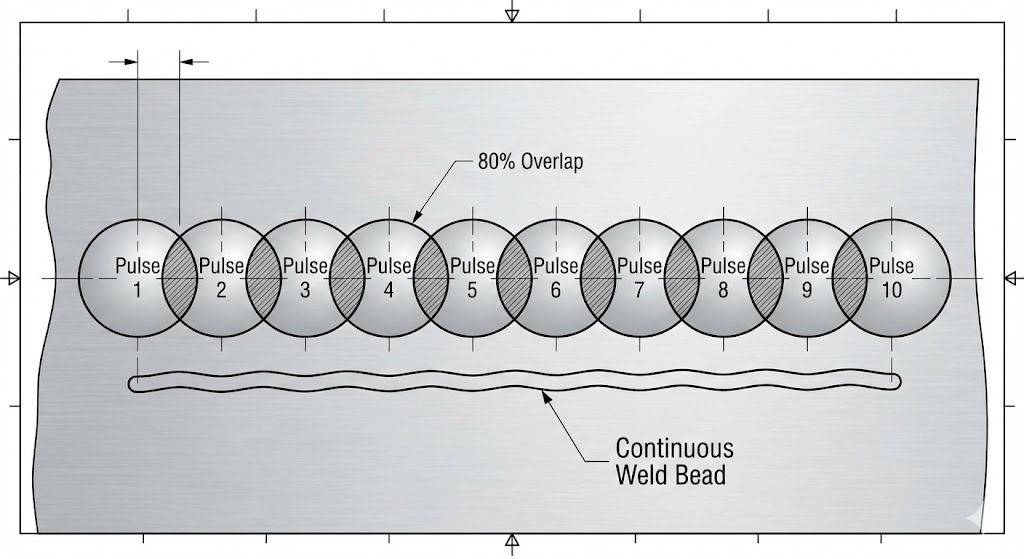
ধাপ 3: ঢালাই কৌশল সম্পাদন
- পালস ঢালাই: মেরামতের জন্য আদর্শ পদ্ধতি। প্রতিটি নাড়ি গলিত ধাতুর একটি ক্ষুদ্র "বিন্দু" তৈরি করে।
- ক্রমাগত/ওভারল্যাপিং ঢালাই: প্রযুক্তিবিদরা প্রতিটি "ডট" দ্বারা ওভারল্যাপ করে 70-80% ধাতুর একটি বিজোড়, কঠিন গুটিকা তৈরি করতে।
3.5। প্রযুক্তিবিদদের জন্য সর্বোত্তম অনুশীলন
- ফিলার তারের সাথে মিল করুন: সর্বদা একটি লেজার তার ব্যবহার করুন যা মোল্ড স্টিলের রসায়নের সাথে মেলে (যেমন, একটি H13 ছাঁচের জন্য H13 তার ব্যবহার করুন) পালিশ করার পরে অভিন্ন কঠোরতা এবং রঙ নিশ্চিত করতে।
- শিল্ডিং গ্যাস পরিচালনা করুন: ব্যবহার করুন আর্গন গ্যাস অক্সিডেশন প্রতিরোধ করার জন্য একটি অবিচলিত প্রবাহ হারে, যা জোড়টিকে কালো এবং ভঙ্গুর করে তোলে।
- ওভার-বিল্ডিং এড়িয়ে চলুন: শুধুমাত্র প্রয়োজনীয় উপাদানের ন্যূনতম পরিমাণ যোগ করুন। অতিরিক্ত ঢালাই তাপ বিল্ডআপ এবং অতিরিক্ত মেশিনিং সময় ঝুঁকি বাড়ায়।
3.6। সাধারণ সমস্যা এবং সমাধান
| সমস্যা | সম্ভবত কারণ | পেশাদার সমাধান |
|---|---|---|
| আন্ডারকাটিং | পাওয়ার (ভোল্টেজ) খুব বেশি | কমer the pulse energy and increase the spot size. |
| ছিদ্র/বুদবুদ | দূষিত পৃষ্ঠ | অ্যালকোহল দিয়ে এলাকাটি পুনরায় পরিষ্কার করুন এবং গ্যাসের প্রবাহ পরীক্ষা করুন। |
| ক্র্যাকিং | উচ্চ carbon steel cooling too fast | ছাঁচটি আগে থেকে গরম করুন 150-200° সে ঢালাই আগে। |
| ডুবে যাচ্ছে | অনুপযুক্ত তারের খাওয়ানো | নিশ্চিত করুন যে তারটি গলিত পুলের কেন্দ্রে ঠেলে দেওয়া হয়েছে। |
মূল প্রযুক্তিগত অন্তর্দৃষ্টি: মাইক্রোস্ট্রাকচারের গুরুত্ব
যখন একটি লেজার পালস ইস্পাতে আঘাত করে, তখন শীতল হওয়ার হার অত্যন্ত বেশি হয়। এটি একটি তৈরি করে মার্টেনসিটিক মাইক্রোস্ট্রাকচার জোড় এলাকায়, যা খুব কঠিন কিন্তু ভঙ্গুর হতে পারে। দীর্ঘমেয়াদী স্থায়িত্ব নিশ্চিত করতে, ধাতব কাঠামোকে স্থিতিশীল করার জন্য বড় মেরামতের একটি "স্ট্রেস রিলিফ" হিটিং চক্রের মধ্য দিয়ে যেতে হবে।
4. ইনজেকশন ছাঁচ জন্য সারফেস চিকিত্সা কৌশল
ছাঁচ মেরামত সারফেস চিকিত্সা কি?
পৃষ্ঠ চিকিত্সা বিশেষ উপাদানের একটি পাতলা স্তর প্রয়োগ বা ছাঁচ ইস্পাতের বাইরের "ত্বকের" রাসায়নিক পরিবর্তন। মেরামত চক্রে, এটি ঢালাই এবং মসৃণকরণের পরে চূড়ান্ত পদক্ষেপ। এটি ছাঁচের মূল কার্যকারিতা পুনরুদ্ধার বা উন্নত করার জন্য ডিজাইন করা হয়েছে, বিশেষত এর পরিধান, ক্ষয় এবং ঘর্ষণ প্রতিরোধের জন্য।
ছাঁচের জন্য সারফেস ট্রিটমেন্টের ধরন
4.2.1। হার্ড ক্রোম প্লেটিং
এটি একটি প্রথাগত ইলেক্ট্রোকেমিক্যাল প্রক্রিয়া যা সরাসরি ইস্পাতে ক্রোমিয়ামের একটি স্তর প্রয়োগ করে।
- এর জন্য সেরা: PVC এর মত ক্ষয়কারী প্লাস্টিক থেকে রক্ষা করা এবং অংশটির "মুক্তি" উন্নত করা।
- কঠোরতা: সাধারণত 65-70 HRC .
4.2.2। ইলেক্ট্রোলেস নিকেল কলাই
স্ট্যান্ডার্ড প্লেটিংয়ের বিপরীতে, এটি বিদ্যুতের পরিবর্তে একটি রাসায়নিক বিক্রিয়া ব্যবহার করে, এমনকি গভীর গর্ত বা কুলিং চ্যানেলের ভিতরেও পুরোপুরি অভিন্ন বেধ নিশ্চিত করে।
- এর জন্য সেরা: জটিল জ্যামিতি যেখানে অভিন্ন বেধ বাধ্যতামূলক।
4.2.3। টাইটানিয়াম নাইট্রাইড (টিআইএন) আবরণ
একটি সোনার রঙের PVD (শারীরিক বাষ্প জমা) আবরণ যা অত্যন্ত কঠিন।
- এর জন্য সেরা: উচ্চ-ঘর্ষণ পরিবেশ, যেমন কাচ-ভরা রজন ব্যবহার করে ছাঁচ।
- কঠোরতা: পর্যন্ত 80 এইচআরসি .
4.3। সারফেস ট্রিটমেন্টের সুবিধা
সঠিক চিকিত্সা প্রয়োগ করা তিনটি প্রাথমিক প্রযুক্তিগত সুবিধা প্রদান করে:
- উন্নত পরিধান প্রতিরোধের: উচ্চ-চাপের প্লাস্টিক প্রবাহিত গেটে "ওয়াশআউট" প্রতিরোধ করে।
- উন্নত জারা সুরক্ষা: জলীয় বাষ্প এবং অম্লীয় উপজাত গ্যাস থেকে ব্যয়বহুল টুল ইস্পাত রক্ষা করে।
- উন্নত রিলিজ বৈশিষ্ট্য: প্লাস্টিক এবং ধাতুর মধ্যে "স্টিকশন" হ্রাস করে, দ্রুত চক্রের সময় এবং কম ক্ষতিগ্রস্ত অংশগুলির জন্য অনুমতি দেয়।
4.4। কীভাবে সঠিক চিকিত্সা নির্বাচন করবেন
পছন্দটি ছাঁচের "ব্যর্থতা মোড" এর উপর নির্ভর করে:
- যদি ছাঁচ স্ক্র্যাচিং হয়: ব্যবহার করুন টিআইএন বা ডিএলসি (ডায়মন্ড-লাইক কার্বন) সর্বোচ্চ কঠোরতার জন্য।
- যদি ছাঁচে মরিচা পড়ে: ব্যবহার করুন ইলেক্ট্রোলেস নিকেল 100% কভারেজের জন্য।
- যদি প্লাস্টিক লেগে থাকে: ব্যবহার করুন হার্ড ক্রোম বা বিশেষায়িত PTFE-ইনফিউজড লেপ .
4.5। সারফেস ট্রিটমেন্ট প্রক্রিয়া: ধাপে ধাপে গাইড
ধাপ 1: ছাঁচ প্রস্তুতি এবং পরিষ্কার করা
আবরণ শুধুমাত্র একটি সম্পূর্ণ পরিষ্কার পৃষ্ঠের সাথে বন্ধন করবে।
- কর্ম: প্রয়োজনীয় একটি চূড়ান্ত পলিশ সঞ্চালন SPI শেষ (যেমন, A-2 মিরর ফিনিস)।
- প্রযুক্তিগত নোট: পলিশিং যৌগ থেকে অবশিষ্ট যেকোন মাইক্রোস্কোপিক তেল আবরণটিকে খোসা ছাড়িয়ে দেবে (ডিলামিনেশন)।
ধাপ 2: আবরণ প্রয়োগ
ছাঁচটি একটি ভ্যাকুয়াম চেম্বারে (PVD/CVD এর জন্য) বা একটি রাসায়নিক স্নান (প্লেটিং এর জন্য) মধ্যে স্থাপন করা হয়।
- নির্ভুলতা: আবরণ সাধারণত একটি বেধ এ প্রয়োগ করা হয় 0.002 মিমি থেকে 0.010 মিমি তাই তারা অংশের চূড়ান্ত মাত্রা পরিবর্তন করে না।
ধাপ 3: পোস্ট-ট্রিটমেন্ট প্রক্রিয়া
- কর্ম: "পিনহোল" বা অসম বেধের জন্য পৃষ্ঠটি পরীক্ষা করুন।
- কর্ম: আবরণটি টুলটিকে "সহনশীলতার বাইরে" রাখে না তা নিশ্চিত করতে একটি চূড়ান্ত মাত্রা পরীক্ষা করুন।
4.6। সাধারণ সারফেস ট্রিটমেন্ট সংক্রান্ত সমস্যা সমাধান করা
| সমস্যা | সম্ভবত কারণ | পেশাদার সমাধান |
|---|---|---|
| পিলিং/ফ্লেকিং | দরিদ্র পৃষ্ঠ পরিষ্কার | লেপটি খুলে ফেলুন, পুনরায় পালিশ করুন এবং অতিস্বনক পরিষ্কার ব্যবহার করুন। |
| ডুলিং অফ ফিনিশ | আবরণ খুব পুরু | জমা দেওয়ার সময় হ্রাস করুন; মাইক্রন বেধ পরিমাপক পরীক্ষা করুন। |
| এজ বিল্ডআপ | উচ্চ current density (in plating) | ব্যবহার করুন “dummy” cathodes to pull excess current away from sharp corners. |
প্রযুক্তিগত সংজ্ঞা: পিভিডি বনাম সিভিডি
- PVD (শারীরিক বাষ্প জমা): একটি নিম্ন-তাপমাত্রা ভ্যাকুয়াম প্রক্রিয়া (500°C এর নিচে) যা ছাঁচের ইস্পাতকে বিকৃত করে না।
- সিভিডি (রাসায়নিক বাষ্প জমা): একটি উচ্চ-তাপমাত্রা প্রক্রিয়া (1000°C পর্যন্ত) যা একটি শক্তিশালী বন্ধন তৈরি করে কিন্তু ছাঁচটিকে পরে আবার শক্ত করার প্রয়োজন হতে পারে।
5. প্রযুক্তিবিদদের জন্য ব্যবহারিক বিবেচনা
ছাঁচ মেরামতের সময় প্রযুক্তিবিদরা কীভাবে নিরাপদ থাকবেন?
উচ্চ-শক্তি লেজার এবং রাসায়নিক চিকিত্সা পরিচালনা করার সময় নিরাপত্তা সর্বোপরি।
- লেজার নিরাপত্তা: সর্বদা একটি মনোনীত কাজ ক্লাস 4 লেজার এলাকা . প্রতিফলিত বিম থেকে রেটিনার স্থায়ী ক্ষতি প্রতিরোধ করতে প্রযুক্তিবিদদের অবশ্যই তরঙ্গদৈর্ঘ্য-নির্দিষ্ট নিরাপত্তা চশমা পরতে হবে।
- ফিউম নিষ্কাশন: ঢালাই এবং রাসায়নিক পরিস্কার মাইক্রোস্কোপিক ধাতব কণা এবং VOCs (ভোলাটাইল অর্গানিক যৌগ) প্রকাশ করে। বায়ুর গুণমান বজায় রাখতে স্থানীয় নিষ্কাশন বায়ুচলাচল ব্যবহার করুন।
- তাপ সুরক্ষা: এমনকি একটি স্থানীয় HAZ সহ, ছাঁচের ভিত্তি উল্লেখযোগ্য তাপ ধরে রাখতে পারে। ঢালাই পরবর্তী উপাদানগুলি পরিচালনা করার সময় তাপ-প্রতিরোধী গ্লাভস ব্যবহার করুন।
সাফল্যের জন্য প্রয়োজনীয় সরঞ্জাম এবং সরঞ্জাম
একটি পেশাদার ছাঁচ মেরামতের ওয়ার্কস্টেশনের জন্য কেবল একটি ওয়েল্ডারের চেয়ে বেশি প্রয়োজন। প্রয়োজনীয় সরঞ্জামগুলির মধ্যে রয়েছে:
- স্টেরিও মাইক্রোস্কোপ: ওয়েল্ড পুল দেখার জন্য ন্যূনতম 10x বিবর্ধন।
- যথার্থ গ্রাইন্ডার: ঢালাই "রফিং ইন" করার জন্য উচ্চ-গতির বায়ুসংক্রান্ত বা বৈদ্যুতিক ঘূর্ণমান সরঞ্জাম।
- মাইক্রো-পলিশিং কিটস: ডায়মন্ড পেস্ট এবং সিরামিক পাথর SPI পৃষ্ঠ ফিনিস পুনরুদ্ধার.
- ডিজিটাল মাইক্রোমিটার: মেরামত উপাদানটিকে তার আসল সহনশীলতায় ফিরিয়ে দিয়েছে তা যাচাই করতে।
খরচ বিশ্লেষণ: ছাঁচ মেরামত বনাম প্রতিস্থাপন
একটি টেকনিশিয়ানের সবচেয়ে গুরুত্বপূর্ণ ভূমিকাগুলির মধ্যে একটি হল একটি ছাঁচ মেরামত করা বা স্ক্র্যাপ করা উচিত কিনা সে সম্পর্কে ব্যবস্থাপনার পরামর্শ দেওয়া।
সারণি 2: মেরামত বনাম প্রতিস্থাপনের জন্য সিদ্ধান্ত ম্যাট্রিক্স
| ফ্যাক্টর | মেরামত (লেজার পৃষ্ঠ) | সম্পূর্ণ প্রতিস্থাপন |
|---|---|---|
| সাধারণ খরচ | মূল টুল খরচের 5% - 20% | টুল খরচ 100% |
| সীসা সময় | 24 - 72 ঘন্টা | 8 - 16 সপ্তাহ |
| স্থায়িত্ব | আসল জীবনের 80% - 100% | 100% (নতুন জীবন চক্র) |
| জন্য সেরা | স্থানীয় ক্ষতি, গেট, বিভাজন লাইন | বিপর্যয়কর ফ্রেম ক্র্যাকিং, মোট ওয়াশআউট |
কেস স্টাডি: অটোমোটিভ টুলিংয়ে ডাউনটাইম কমানো
একটি টিয়ার 1 স্বয়ংচালিত সরবরাহকারী 32-গহ্বরের ছাঁচে ঘর্ষণ করার কারণে একটি "গেট ফ্রিজ" অনুভব করেছে।
- সমস্যা: বিভাজন লাইন ফ্ল্যাশ 15% প্রত্যাখ্যান হারের কারণ ছিল।
- সমাধান: টেকনিশিয়ান ব্যবহার করেছেন H13 লেজারের তার বিভাজন লাইন পুনর্নির্মাণ, একটি দ্বারা অনুসরণ টিআইএন (টাইটানিয়াম নাইট্রাইড) পিভিডি আবরণ।
- ফলাফল: ছাঁচ ভিতরে উত্পাদন ফিরে ছিল 36 ঘন্টা , এবং পৃষ্ঠের কঠোরতা 52 HRC থেকে 82 HRC-তে বৃদ্ধি পেয়েছে, যা ভবিষ্যতে পরিধান প্রতিরোধ করে।
6. উন্নত প্রযুক্তি এবং প্রযুক্তি
হাইব্রিড মেরামত পদ্ধতি কি?
হাইব্রিড মেরামত ব্যবহার জড়িত লেজার ওয়েল্ডিং কাঠামোগত পুনরুদ্ধারের জন্য অনুসরণ করে সারফেস ট্রিটমেন্ট কার্যকরী উন্নতির জন্য।
- উদাহরণ: একটি ক্ষতিগ্রস্ত ইজেক্টর পিন গর্ত ঢালাই এবং তারপর একটি প্রয়োগ ইলেক্ট্রোলেস নিকেল পুরো প্লেটে আবরণ। এটি নিশ্চিত করে যে মেরামত শক্তিশালী এবং সমগ্র পৃষ্ঠটি মরিচা থেকে সুরক্ষিত।
ছাঁচ মেরামত অটোমেশন
শিল্প এগিয়ে যাচ্ছে CNC লেজার ঢালাই . একটি টেকনিশিয়ান ম্যানুয়ালি একটি মাইক্রোস্কোপের নীচে তারের গাইড করার পরিবর্তে, একটি রোবোটিক বাহু একটি পূর্ব-প্রোগ্রাম করা পথ অনুসরণ করে। এটি জোড়ের বেধে 100% ধারাবাহিকতা নিশ্চিত করে এবং অভিন্ন সন্নিবেশের বড় ব্যাচগুলি মেরামত করার জন্য আদর্শ।
উদীয়মান প্রযুক্তি: 3D মেটাল প্রিন্টিং (অ্যাডিটিভ ম্যানুফ্যাকচারিং)
বিপর্যয়মূলক ব্যর্থতার জন্য যেখানে একটি ছাঁচের বড় অংশ অনুপস্থিত, প্রযুক্তিবিদরা এখন ব্যবহার করছেন নির্দেশিত শক্তি জমা (DED) . এই "3D প্রিন্ট" টুল ইস্পাত সরাসরি বিদ্যমান ছাঁচ বেস, যা তারপর CNC-মেশিন দ্বারা চূড়ান্ত আকারে ফিরে আসে।
7. মূল পয়েন্টের সারাংশ
- নির্ভুলতা মূল: লেজার ঢালাই is the gold standard for mold repair because it minimizes the HAZ and prevents tool distortion.
- সারফেস সিনার্জি: পৃষ্ঠ চিকিত্সাs like TiN or Chrome are not just for new molds; they are essential for extending the life of a repaired tool.
- সক্রিয় রক্ষণাবেক্ষণ: মাইক্রোস্কোপিক পরিদর্শনের মাধ্যমে তাড়াতাড়ি পরিধান শনাক্ত করা ব্যয়বহুল প্রতিস্থাপনের প্রয়োজনীয়তা রোধ করতে পারে।
ইনজেকশন ছাঁচ মেরামতের ভবিষ্যত
প্লাস্টিক অংশ আরো জটিল এবং সীসা সময় ছোট হয়ে, এর একীকরণ এআই-চালিত ডায়াগনস্টিকস এবং স্বয়ংক্রিয় লেজার মেরামত মান হয়ে যাবে। যে প্রযুক্তিবিদরা ঢালাইয়ের ধাতব বিজ্ঞান এবং পৃষ্ঠের আবরণের রসায়ন উভয়ই আয়ত্ত করেন তারাই হবেন আধুনিক "স্মার্ট ফ্যাক্টরিতে" সবচেয়ে মূল্যবান সম্পদ।
প্রযুক্তিবিদদের জন্য প্রযুক্তিগত সমস্যা সমাধানের চেকলিস্ট
- ইস্পাত প্রকার সনাক্ত করা হয়? (বেস মেটালের সাথে তারের মিল করুন)।
- পৃষ্ঠ "উজ্জ্বল পরিষ্কার"? (কোন তেল বা অবশিষ্টাংশ)।
- লেজার পরামিতি সেট আছে? (জুলস এবং স্পট সাইজ চেক করুন)।
- আর্গন গ্যাস প্রবাহিত হয়? (অক্সিডেশন প্রতিরোধ)।
- আবরণ কি রেজিনের সাথে মেলে? (যেমন, পিভিসির জন্য ক্রোম)।
প্রায়শই জিজ্ঞাসিত প্রশ্ন: ইনজেকশন ছাঁচ মেরামত
ছাঁচ মেরামতের জন্য লেজার ঢালাই সাধারণত কত খরচ হয়?
খরচ ছাঁচ মেরামতের জন্য লেজার ঢালাই থেকে সাধারণত রেঞ্জ $200 থেকে $2,000 প্রতি মেরামত সেশন, জ্যামিতির জটিলতা এবং প্রয়োজনীয় উপাদানের পরিমাণের উপর নির্ভর করে। এটি একটি উল্লেখযোগ্য সঞ্চয়ের প্রতিনিধিত্ব করে, কারণ এটি সাধারণত শুধুমাত্র খরচ হয় 5% থেকে 15% একটি প্রতিস্থাপন ছাঁচ মূল্য.
আপনি কি এমন ছাঁচ ঢালাই করতে পারেন যা ইতিমধ্যেই পৃষ্ঠ-চিকিত্সা করা হয়েছে?
হ্যাঁ, কিন্তু পৃষ্ঠ আবরণ অপসারণ করা আবশ্যক প্রথমে মেরামত এলাকায়। লেপ পছন্দ হার্ড ক্রোম বা TiN ঢালাইয়ের আগে অবশ্যই রাসায়নিক এচিং বা নির্ভুলতা গ্রাইন্ডিংয়ের মাধ্যমে ছিনিয়ে নিতে হবে। একটি আবরণ উপর সরাসরি ঢালাই কারণ হবে দূষণ , একটি ভঙ্গুর জোড় এবং দুর্বল বন্ধন নেতৃস্থানীয়.
ঘষিয়া তুলিয়া ফেলিতে সক্ষম প্লাস্টিকের জন্য সর্বোত্তম পৃষ্ঠ চিকিত্সা কি?
গ্লাস ফাইবার বা খনিজ দিয়ে শক্তিশালী প্লাস্টিকের জন্য, টাইটানিয়াম নাইট্রাইড (TiN) বা ডায়মন্ড-লাইক কার্বন (DLC) সেরা পৃষ্ঠ চিকিত্সা. এই PVD আবরণ উপর একটি পৃষ্ঠ কঠোরতা প্রদান 80 এইচআরসি , যা কার্যকরভাবে ঘষিয়া তুলিয়া ফেলিতে সক্ষম রেজিনের "স্যান্ডব্লাস্টিং" প্রভাবকে প্রতিরোধ করে।
একটি সাধারণ লেজার ঢালাই মেরামত করতে কতক্ষণ সময় লাগে?
বেশিরভাগ ছোটখাটো লেজার ওয়েল্ড মেরামত সম্পন্ন করা যেতে পারে 2 থেকে 4 ঘন্টা প্রস্তুতি এবং পরিষ্কার সহ। যদি মেরামতের জন্য ব্যাপক পোস্ট-ওয়েল্ড পলিশিং বা PVD আবরণের মতো মাধ্যমিক পৃষ্ঠের চিকিত্সার প্রয়োজন হয়, তাহলে মোট সীসা সময় সাধারণত 24 থেকে 72 ঘন্টা .
লেজার ঢালাই ছাঁচ warping কারণ?
না, লেজার ঢালাই ওয়ার্পিং সৃষ্টি করে না যখন সঠিকভাবে সঞ্চালিত হয়। কারণ লেজার একটি উচ্চ ঘনীভূত মরীচি প্রদান করে ন্যূনতম তাপ প্রভাবিত অঞ্চল (HAZ) , ছাঁচের বেশিরভাগ অংশ ঘরের তাপমাত্রায় থেকে যায়, সরঞ্জামটির কাঠামোগত অখণ্ডতা এবং মাত্রিক সহনশীলতা সংরক্ষণ করে।
ছাঁচের জন্য টিআইজি ওয়েল্ডিং এবং লেজার ওয়েল্ডিংয়ের মধ্যে পার্থক্য কী?
প্রাথমিক পার্থক্য হল তাপ ইনপুট .
- টিআইজি ঢালাই একটি উচ্চ-তাপ চাপ ব্যবহার করে যা একটি বড় HAZ তৈরি করে, প্রায়শই পুরো ছাঁচটিকে অ্যানিল করা এবং পুনরায় শক্ত করা প্রয়োজন।
- লেজার ঢালাই একটি সুনির্দিষ্ট আলোক রশ্মি ব্যবহার করে যা একটি আণুবীক্ষণিক গলিত পুল তৈরি করে, যা আশেপাশের উপাদানকে প্রভাবিত না করেই সমাপ্ত, শক্ত হওয়া সরঞ্জামগুলিতে মেরামত করার অনুমতি দেয়।
আমি কিভাবে সঠিক লেজার ঢালাই তার নির্বাচন করব?
আপনি অবশ্যই রাসায়নিক গঠনের সাথে মেলে বেস ছাঁচ ইস্পাত যাও ঢালাই তারের. উদাহরণস্বরূপ, ব্যবহার করুন H13 টুল ইস্পাত জন্য H13 তারের . একটি ভুল তারের ব্যবহার ছাঁচ পালিশ করার পরে "সাক্ষী লাইন" বা "ভুতুড়ে" হতে পারে, যা চূড়ান্ত প্লাস্টিকের অংশগুলিতে ত্রুটি হিসাবে দেখাবে।
দ্রুত রেফারেন্স টেবিল: ত্রুটি দ্বারা সমাধান সমাধান
| ত্রুটির ধরন | প্রস্তাবিত মেরামত | কেন? |
|---|---|---|
| বিভাজন লাইন ফ্ল্যাশ | লেজার ওয়েল্ডিং (P20/H13) | শূন্য বিকৃতির সাথে তীক্ষ্ণ প্রান্তগুলি পুনর্নির্মাণ করে। |
| পিভিসি অ্যাসিড জারা | ইলেক্ট্রোলেস নিকেল Plating | সমস্ত গহ্বরে 100% রাসায়নিক বাধা প্রদান করে। |
| গেট ওয়াশআউট | লেজার ওয়েল্ড টিএন লেপ | মাত্রা পুনরুদ্ধার করে এবং ঘর্ষণ প্রতিরোধের যোগ করে। |
| ইজেক্টর পিন স্কোরিং | মাইক্রো-পলিশিং ডিএলসি | পিন আটকানো রোধ করতে ঘর্ষণ কমায়। |

