
সারাংশ
শিখা-প্রতিরোধী (FR) পলিমার গ্রেডগুলি মোটরগাড়ি, ইলেকট্রনিক্স, বৈদ্যুতিক এবং নির্মাণ অ্যাপ্লিকেশন জুড়ে নির্দিষ্ট করা হয় - তবে তারা প্রক্রিয়াকরণের চ্যালেঞ্জ এবং টুলিং ঝুঁকির পরিচয় দেয় যা স্ট্যান্ডার্ড গ্রেডগুলি করে না। FR additives সংকীর্ণ প্রক্রিয়া জানালা, ছাঁচ ইস্পাত ক্ষয় বৃদ্ধি, পৃষ্ঠ ফিনিস প্রভাবিত, এবং জটিল পুনর্ব্যবহারযোগ্য স্ট্রীম. এই নির্দেশিকাটি UL94 রেটিং সিস্টেমকে বিশদভাবে কভার করে, ব্যাখ্যা করে কিভাবে প্রতিটি প্রধান FR রসায়ন ইনজেকশন ছাঁচনির্মাণ সরঞ্জাম এবং টুলিংয়ের সাথে ইন্টারঅ্যাক্ট করে এবং FR উপকরণগুলি চালানোর সময় ছাঁচের নকশা এবং ইস্পাত নির্বাচনের জন্য ব্যবহারিক বৈশিষ্ট্য সরবরাহ করে।
1. কেন ইনজেকশন ছাঁচনির্মাণে শিখা প্রতিবন্ধকতা গুরুত্বপূর্ণ
প্লাস্টিক পুড়ে যায়। বেশিরভাগ ইঞ্জিনিয়ারিং থার্মোপ্লাস্টিক - ABS, PP, PA, PC - সহজাতভাবে দাহ্য, সীমিত অক্সিজেন সূচক (LOI) 17-28%। ইগনিশন ঝুঁকি বিদ্যমান অ্যাপ্লিকেশনগুলিতে - বৈদ্যুতিক ঘের, ইভি ব্যাটারি হাউজিং, ভোক্তা ইলেকট্রনিক্স, বিমানের অভ্যন্তরীণ, বিল্ডিং প্যানেলগুলি - অপরিবর্তিত পলিমারগুলি অগ্নি নিরাপত্তা বিধিগুলি পূরণ করতে পারে না।
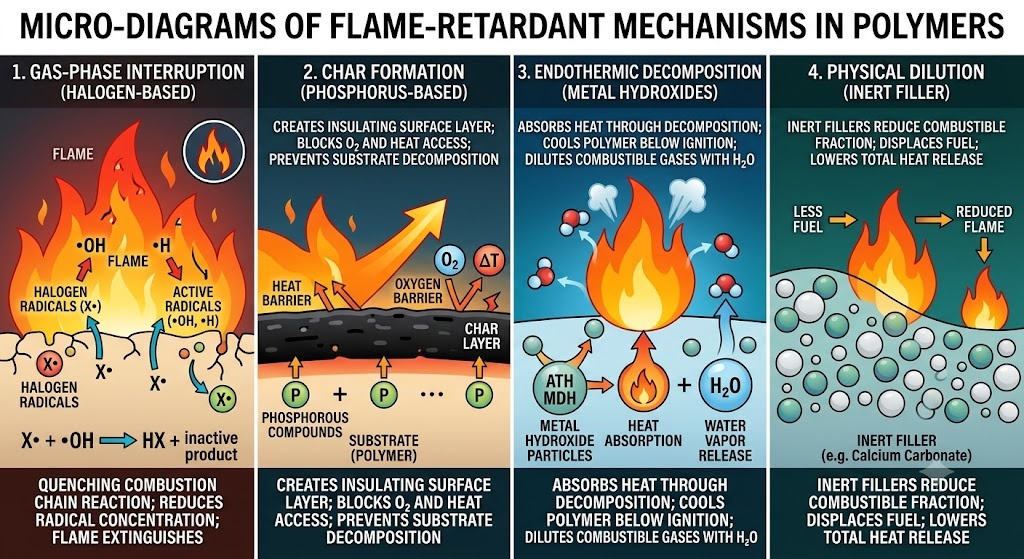
শিখা প্রতিরোধক এক বা একাধিক প্রক্রিয়া দ্বারা এটিকে সম্বোধন করে:
- গ্যাস ফেজ বাধা - এফআর র্যাডিক্যালগুলি শিখা অঞ্চলে (হ্যালোজেন-ভিত্তিক সিস্টেম) দহন শৃঙ্খল প্রতিক্রিয়া নিভিয়ে দেয়
- চর গঠন - এফআর রসায়ন একটি কার্বোনাসিয়াস পৃষ্ঠের স্তরকে উত্সাহ দেয় যা শিখা থেকে স্তরটিকে অন্তরক করে (ফসফরাস-ভিত্তিক, ইনটুমেসেন্ট সিস্টেম)
- এন্ডোথার্মিক পচন - এফআর অ্যাডিটিভ পচনের মাধ্যমে তাপ শোষণ করে, ইগনিশন তাপমাত্রার নীচের স্তরটিকে ঠান্ডা করে (ধাতু হাইড্রোক্সাইডস: ATH, MDH)
- শারীরিক ক্ষয় - জড় ফিলার যৌগের দাহ্য ভগ্নাংশকে হ্রাস করে
ইনজেকশন মোল্ডারের জন্য চ্যালেঞ্জ হল যে এই প্রক্রিয়াগুলি তাপ দ্বারা সক্রিয় হয় - একই উদ্দীপনা ছাঁচনির্মাণ প্রক্রিয়া চালায়। এফআর সংযোজনগুলি যেগুলি তাপগতভাবে ব্যারেল থেকে বেঁচে থাকার জন্য যথেষ্ট স্থিতিশীল, তবে আগুনে সঞ্চালনের জন্য যথেষ্ট প্রতিক্রিয়াশীল, প্রক্রিয়াকরণ এবং টুলিংয়ের সরাসরি পরিণতি সহ একটি সংকীর্ণ প্রকৌশল উইন্ডো উপস্থাপন করে।
2. UL94 রেটিং সিস্টেম: শ্রেণীবিভাগ আসলে কি বোঝায়
UL94 (পরীক্ষার জন্য স্ট্যান্ডার্ড ফর প্ল্যাস্টিক ম্যাটেরিয়ালস ফর পার্টস ফর যন্ত্রাংশ এবং অ্যাপ্লায়েন্সেস) হল প্লাস্টিকের দাহ্যতা শ্রেণীবিভাগের প্রাথমিক বৈশ্বিক রেফারেন্স। সঠিক স্পেসিফিকেশনের জন্য প্রতিটি রেটিং কী দাবি করে - এবং কী দাবি করে না - তা বোঝা অপরিহার্য।
2.1 পরীক্ষা পদ্ধতি ওভারভিউ
UL94 পরীক্ষাগুলি কাঁচামাল নয়, ঢালাই করা নমুনাগুলিতে পরিচালিত হয়। নমুনা জ্যামিতি গুরুত্বপূর্ণ: স্ট্যান্ডার্ড বেধের বিভাগগুলি নির্দিষ্ট করে (সাধারণত 0.8 মিমি, 1.6 মিমি, 3.2 মিমি), এবং রেটিংগুলি বেধ-নির্ভর। 3.2 মিমি-এ V-0 রেট দেওয়া একটি উপাদান শুধুমাত্র 0.8 মিমি-এ ভি-2 অর্জন করতে পারে।
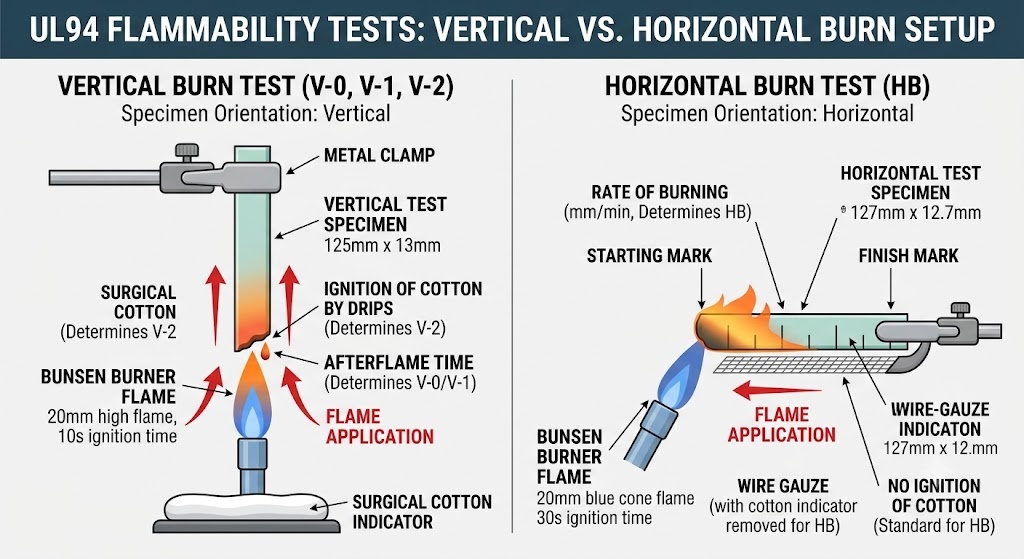
দুটি প্রাথমিক টেস্ট সিরিজ:
উল্লম্ব বার্ন পরীক্ষা (V-0, ভি-1, V-2, 5VA, 5VB): একটি 125 মিমি × 13 মিমি নমুনা উল্লম্বভাবে ধরে রাখা হয় এবং দুটি 10-সেকেন্ডের ব্যবধানে একটি সংজ্ঞায়িত শিখার সংস্পর্শে আসে। ড্রিপিং, আফটারফ্লেম টাইম, এবং নমুনার নীচে একটি তুলো সূচকের ইগনিশন রেটিং নির্ধারণ করে।
অনুভূমিক বার্ন পরীক্ষা (এইচবি): একটি 127 মিমি × 12.7 মিমি নমুনা অনুভূমিকভাবে রাখা হয়। এটি হল সর্বনিম্ন শ্রেণিবিন্যাস — এফআর চিকিত্সা ছাড়াই বেশিরভাগ পণ্য পলিমার পর্যাপ্ত পুরুত্বে HB অর্জন করে।
2.2 শ্রেণীবিভাগের মানদণ্ড
| রেটিং | আফটারফ্লেম ≤ (প্রতিটি অ্যাপ্লিকেশন) | মোট আফটারফ্লেম ≤ (5টি নমুনা) | ফোঁটা তুলো জ্বালায়? | আফটারগ্লো ≤ | নোট |
|---|---|---|---|---|---|
| V-0 | 10 সেকেন্ড | 50 সেকেন্ড | না | 30 সেকেন্ড | সবচেয়ে কঠোর উল্লম্ব |
| V-1 | 30 সেকেন্ড | 250 সেকেন্ড | না | 60 সেকেন্ড | মধ্য-স্তরের উল্লম্ব |
| V-2 | 30 সেকেন্ড | 250 সেকেন্ড | হ্যাঁ অনুমোদিত | 60 সেকেন্ড | ড্রপিং অনুমোদিত |
| 5VA | — | — | না | — | না burn-through on plaque; more stringent than V-0 |
| 5VB | — | — | না | — | প্লেকের উপর বার্ন-থ্রু অনুমোদিত; V-1 এর চেয়ে বেশি কঠোর |
| HB | পোড়া ≤ 76 মিমি/মিনিট (>3 মিমি) বা নিভে যায় | — | N/A | — | সর্বনিম্ন; অধিকাংশ পণ্য প্লাস্টিক |
2.3 অনুশীলনে রেটিং: নিয়ন্ত্রক এবং OEM আসলে কি নির্দিষ্ট করে
| আবেদন | ন্যূনতম UL94 প্রয়োজনীয়তা | নোট |
|---|---|---|
| ভোক্তা ইলেকট্রনিক্স ঘের (IEC 62368-1) | V-1 বা V-0 | প্রাচীর বেধ এবং অভ্যন্তরীণ তাপ উৎসের উপর নির্ভর করে |
| EV ব্যাটারি হাউজিং এবং BMS ঘের | V-0 ≤1.6 মিমি এ | প্রায়শই OEM-নির্দিষ্ট তাপীয় পলাতক প্রয়োজনীয়তা দ্বারা চাঙ্গা হয় |
| স্বয়ংচালিত বৈদ্যুতিক সংযোগকারী (USCAR-2) | V-0 এ ≤0.8 মিমি | খুব পাতলা প্রাচীর — উপাদান বিকল্পগুলিকে উল্লেখযোগ্যভাবে সংকীর্ণ করে |
| গৃহস্থালী যন্ত্রপাতি হাউজিং (IEC 60335) | V-1 বা V-0 | শ্রেণী-নির্ভর |
| শিল্প বৈদ্যুতিক ঘের (IEC 61439) | V-0 বা 5VA | 5VA ক্রমবর্ধমান বড় ঘের জন্য নির্দিষ্ট |
| বিমানের অভ্যন্তরীণ উপাদান (FAR 25.853) | নাt UL94 — uses OSU heat release and vertical bunsen tests | UL94 মহাকাশের জন্য অপর্যাপ্ত |
| বিল্ডিং এবং নির্মাণ (EN 13501) | ইউরোক্লাস B-E সিস্টেম, UL94 নয় | সম্পূর্ণ ভিন্ন পরীক্ষার মান |
সমালোচনামূলক পয়েন্ট: UL94 রেটিং নির্দিষ্ট রং, বেধ, এবং লট সার্টিফিকেশনের জন্য সরবরাহকারীদের দ্বারা রিপোর্ট করা হয়। একটি কালো পিসি/এবিএস হাউজিং V-0 অর্জন করা সাদা বা প্রাকৃতিকভাবে V-0-এর গ্যারান্টি দেয় না — পিগমেন্ট সিস্টেমের সাথে FR সংযোজন মিথস্ক্রিয়া কর্মক্ষমতাকে প্রভাবিত করে, এবং UL94 হলুদ কার্ড স্পষ্টভাবে অনুমোদিত রঙের তালিকা করে।
3. প্রধান এফআর রসায়ন পরিবার এবং তাদের প্রক্রিয়াকরণ প্রোফাইল
3.1 হ্যালোজেনেটেড ফ্লেম রিটার্ডেন্টস (ব্রোমিনেটেড / ক্লোরিনযুক্ত)
প্রক্রিয়া: হ্যালোজেন র্যাডিকেল গ্যাস পর্যায়ে দহন শৃঙ্খল প্রতিক্রিয়া বাধা দেয়। কম লোডিং স্তরে অত্যন্ত কার্যকর (5-15 phr), যান্ত্রিক বৈশিষ্ট্যগুলিতে ন্যূনতম প্রভাব সহ V-0 সক্ষম করে।
সাধারণ সিস্টেম:
- ডেকাব্রোমোডিফেনাইল ইথেন (DBDPE) অ্যান্টিমনি ট্রাইঅক্সাইড সিনারজিস্ট — এবিএস, হিপস, PA
- Tetrabromobisphenol A (TBBPA) অলিগোমার - পিসি/এবিএস মিশ্রিত
- ক্লোরিনযুক্ত প্যারাফিন - কম খরচের পণ্য অ্যাপ্লিকেশন
প্রক্রিয়াকরণ আচরণ:
- বেশিরভাগ ফর্মুলেশনে তাপগতভাবে 280-300 ডিগ্রি সেলসিয়াসে স্থিতিশীল - ABS, PA66, PC প্রক্রিয়াকরণ তাপমাত্রার সাথে সামঞ্জস্যপূর্ণ
- 300 ডিগ্রি সেলসিয়াসের উপরে, HBr/HCl গ্যাস উত্পাদন তীব্রভাবে ত্বরান্বিত হয় — ব্যারেল তাপমাত্রার অতিরিক্ত ক্ষয়কারী গ্যাস মুক্তির কারণ
- বন্ধ করার সময় একটি নিরপেক্ষ ক্যারিয়ার (HDPE বা PP) দিয়ে শুদ্ধ করা বাধ্যতামূলক — আটকে থাকা ব্রোমিনেটেড উপাদান ব্যারেল এবং স্ক্রু পৃষ্ঠকে আঘাত করে
- স্ট্যান্ডার্ড টুল ইস্পাত থেকে ক্ষয়কারী: HBr এবং HCl যে কোনো প্রক্রিয়া বিচ্যুতি আক্রমণ P20 এবং H13 এ উৎপন্ন হয়। স্বাভাবিক অবস্থায় গুরুতর নয় কিন্তু উচ্চ-ভলিউম উৎপাদনের উপর ক্রমবর্ধমান
টুলিং এর প্রভাব:
- স্ট্যান্ডার্ড P20 গহ্বর ইস্পাত ভাল-নিয়ন্ত্রিত প্রক্রিয়ার জন্য গ্রহণযোগ্য
- প্লেটিং (হার্ড ক্রোম বা ইলেক্ট্রোলেস নিকেল) উচ্চ-ভলিউম বা উপরের তাপমাত্রা সীমার কাছাকাছি চলমান যে কোনও প্রক্রিয়ার জন্য প্রস্তাবিত
- পার্জ প্রোটোকল অবশ্যই প্রক্রিয়া নির্দেশাবলীতে নথিভুক্ত করা উচিত — ফ্ল্যাশ-প্ররোচিত বার্নিং এপিসোডগুলি গেট এবং ভেন্টগুলিতে স্থানীয় ক্ষয়কারী গর্ত সৃষ্টি করে
নিয়ন্ত্রক অবস্থা: REACH SVHC তালিকায় বেশ কিছু ব্রোমিনেটেড FR যৌগ রয়েছে। RoHS নির্দেশিকা PBB এবং PBDE সীমাবদ্ধ করে। DBDPE বর্তমানে EU এবং US-এ সীমাবদ্ধ নয় কিন্তু চলমান পর্যালোচনা সাপেক্ষে। শুধুমাত্র REACH/RoHS-সম্মত গ্রেডগুলি নির্দিষ্ট করুন — বার্ষিক সরবরাহকারীর ঘোষণা যাচাই করুন।
3.2 ফসফরাস-ভিত্তিক শিখা প্রতিরোধক (হ্যালোজেন-মুক্ত)
প্রক্রিয়া: পলিমার পৃষ্ঠে চার স্তর গঠনের প্রচার করে, শারীরিকভাবে অক্সিজেন অ্যাক্সেস ব্লক করে এবং সাবস্ট্রেটকে অন্তরক করে। কিছু ফসফরাস সিস্টেমের গ্যাস-ফেজ কার্যকলাপ আছে।
সাধারণ সিস্টেম:
- Resorcinol bis (ডিফেনাইল ফসফেট) (RDP) — PC/ABS মিশ্রণ (হ্যালোজেন-মুক্ত V-0 PC/ABS-এর জন্য প্রাথমিক সিস্টেম)
- অ্যালুমিনিয়াম ডাইথিলফসফিনেট (আলপি, ক্ল্যারিয়ান্ট এক্সোলিট® ওপি সিরিজ) — PA6, PA66, পিবিটি
- মেলামাইন পলিফসফেট (এমপিপি) - PA6, PA66
- লাল ফসফরাস — পিএ, পিবিটি (কদাচিৎ এখন ব্যবহার করা হয় বিপদের কারণে)
প্রক্রিয়াকরণ আচরণ:
- PC/ABS-এ RDP: গলিত সান্দ্রতা হ্রাস করে (প্রসেসিং তাপমাত্রায় প্লাস্টিকাইজার হিসাবে কাজ করে) → ফ্ল্যাশ ঝুঁকি বাড়ায় , বাতা বল মার্জিন হ্রাস
- PA গ্রেডে AlPi: তাপগতভাবে 320 ডিগ্রি সেলসিয়াসে স্থিতিশীল, ন্যূনতম সান্দ্রতা প্রভাব — সবচেয়ে প্রক্রিয়া-বান্ধব FR সিস্টেম বর্তমানে উপলব্ধ
- PA-তে MPP: মাঝারি স্থিতিশীলতা; 290 ডিগ্রি সেলসিয়াসের উপরে, অ্যামোনিয়া এবং মেলামাইন বাষ্প তৈরির কারণ পৃষ্ঠ ফোসকা এবং রূপালী streaking - PA সীমার নিম্ন প্রান্তে গলিত তাপমাত্রা রাখুন
- সমস্ত ফসফরাস সিস্টেম: সঞ্চয়স্থানে আর্দ্রতা গ্রহণ কর্মক্ষমতা হ্রাস করে এবং স্প্লে/সিলভার স্ট্রিক সৃষ্টি করে — শুকানোর স্পেসিফিকেশন অপূর্ণ গ্রেডের চেয়ে শক্ত
শুকানোর প্রয়োজনীয়তা (ফসফরাস এফআর গ্রেড):
| বেস পলিমার | স্ট্যান্ডার্ড গ্রেড শুকানোর | এফআর গ্রেড শুকানো | অতিরিক্ত নোট |
|---|---|---|---|
| PA6 | 80°C / 4 ঘন্টা | 85°C / 6–8 ঘন্টা | MPP গ্রেড বিশেষ করে আর্দ্রতা-সংবেদনশীল |
| PA66 | 85°C / 4 ঘন্টা | 90°C / 6–8 ঘন্টা | AlPi গ্রেড আরো ক্ষমাশীল |
| PBT | 120°C / 4 ঘন্টা | 130°C / 5-6 ঘন্টা | FR PBT খুব আর্দ্রতা-সংবেদনশীল |
| PC/ABS | 90°C / 3–4 ঘন্টা | 95°C / 4-6 ঘন্টা | RDP সঞ্চয়স্থানে স্থানান্তরিত হয় — খোলার পরে অবিলম্বে ব্যবহার করুন |
টুলিং এর প্রভাব:
- RDP স্থানান্তর: RDP-এর সাথে PC/ABS-এ, ফসফেট এস্টার সময়ের সাথে অংশ পৃষ্ঠে এবং ছাঁচের গহ্বরে স্থানান্তর করতে পারে। এই কারণ:
- ছাঁচ জমা বিল্ডআপ গহ্বরের উপরিভাগে (সাদা বা হলুদ অবশিষ্টাংশ) চালানোর অবস্থার উপর নির্ভর করে প্রতি 50,000-150,000 শটে পরিষ্কার করা প্রয়োজন
- সারফেস গ্লস হ্রাস অংশে যদি ছাঁচ পরিষ্কার না করা হয় — ক্লাস A পৃষ্ঠের জন্য গুরুত্বপূর্ণ
- স্টেইনলেস স্টিল (S136) বা হার্ড-ক্রোম ধাতুপট্টাবৃত P20 জমা আনুগত্য হ্রাস করে এবং পরিষ্কার করা সহজ করে
- PA-তে AlPi গ্রেডগুলি হল সবচেয়ে টুলিং-বান্ধব FR সিস্টেম — ন্যূনতম জমা, ন্যূনতম ক্ষয়
3.3 নাইট্রোজেন-ভিত্তিক শিখা প্রতিরোধক (মেলামাইন সিস্টেম)
প্রক্রিয়া: নাইট্রোজেন মুক্তির মাধ্যমে প্রাথমিকভাবে গ্যাস ফেজ পাতলা; ফসফরাস (ইনটুমসেন্ট সিস্টেম) এর সাথে মিলিত হলে কিছু চর প্রচার।
সাধারণ সিস্টেম:
- মেলামাইন সায়ানুরেট (MC) — PA6, PA66 (V-2 অর্জনযোগ্য, সিনার্জিস্ট ছাড়া V-0 কঠিন)
- মেলামাইন পলিফসফেট (এমপিপি) - PA6, PA66 (V-0 achievable in combination)
- ইনটুমেসেন্ট সিস্টেম (এপিপি পেন্টারিথ্রিটল মেলামাইন) — পিপি, পিই (প্রাথমিকভাবে হ্যালোজেন-মুক্ত কেবল এবং ফিল্ম অ্যাপ্লিকেশনের জন্য)
প্রক্রিয়াকরণ আচরণ:
- PA-তে MC: 320°C তাপমাত্রায় পচে যায় আইসোসায়ানিক অ্যাসিড এবং মেলামাইন বাষ্প- PA66/MC যৌগের জন্য 290°C এর গলিত তাপমাত্রার শক্ত উপরের সীমা
- ছাঁচের গহ্বরের পৃষ্ঠে মেলামাইনের পরমানন্দ সাদা পাউডারি জমা তৈরি করে - ঘন ঘন গহ্বর পরিষ্কার করা প্রয়োজন
- Intumescent PP সিস্টেম: খুব শিয়ার-সংবেদনশীল; উচ্চ ইনজেকশন গতি FR উপাদান বিচ্ছেদ এবং streaking কারণ
টুলিং এর প্রভাব:
- মেলামাইন সাবলিমেট ডিপোজিট হল এফআর গ্রেড বিভাগে সবচেয়ে আক্রমনাত্মক ছাঁচ ফাউলিং সমস্যা
- ক্রোম-ধাতুপট্টাবৃত বা পিভিডি-কোটেড গহ্বরগুলি নাটকীয়ভাবে জমা আনুগত্য হ্রাস করে — রক্ষণাবেক্ষণের ব্যবধান 2-3× আনকোটেডের চেয়ে বেশি
- আমানত থেকে ভেন্ট ব্লকেজ একটি উল্লেখযোগ্য ঝুঁকি — প্রবেশযোগ্যতার জন্য ভেন্টগুলি অবশ্যই ডিজাইন করা উচিত এবং একটি নির্দিষ্ট সময়সূচীতে পরিষ্কার করা উচিত (সাধারণত প্রতি 30,000-80,000 শটে)

3.4 মেটাল হাইড্রক্সাইড শিখা প্রতিরোধক (ATH, MDH)
প্রক্রিয়া: এন্ডোথার্মিক পচন জলীয় বাষ্প নির্গত করে, সাবস্ট্রেটকে ঠান্ডা করে এবং দাহ্য গ্যাসগুলিকে পাতলা করে। কোন হ্যালোজেন নেই, কোন ফসফরাস নেই, নাইট্রোজেন নেই - একটি প্রক্রিয়াকরণের উপজাতের দৃষ্টিকোণ থেকে পরিষ্কার রসায়ন।
সাধারণ সিস্টেম:
- অ্যালুমিনিয়াম ট্রাইহাইড্রেট (এটিএইচ) - 180-200 ডিগ্রি সেলসিয়াসে পচে যায়; 200°C (ইভা, এলডিপিই, পিভিসি) এর নিচে প্রক্রিয়াকৃত পলিমারের ব্যবহার সীমাবদ্ধ করে
- ম্যাগনেসিয়াম ডাইহাইড্রোক্সাইড (MDH, ব্রুসাইট) — 300-320°C তাপমাত্রায় পচে যায়; PP, PA6 এ প্রযোজ্যতা প্রসারিত করে
প্রক্রিয়াকরণ আচরণ:
- V-0 অর্জনের জন্য খুব বেশি লোডিং প্রয়োজন (ওজন অনুসারে 40-65%) — নাটকীয়ভাবে যৌগিক ঘনত্ব বাড়ায় এবং যান্ত্রিক বৈশিষ্ট্য হ্রাস করে
- উচ্চ ফিলার লোডিং গলিত সান্দ্রতা উল্লেখযোগ্যভাবে বৃদ্ধি করে — উচ্চতর ইনজেকশন চাপ প্রয়োজন, দীর্ঘ সময় পূরণ
- স্ক্রু, ব্যারেল এবং ছাঁচের গহ্বরে ঘষিয়া তুলিয়া ফেলিতে সক্ষম — পরিধান হার উচ্চ , কাচ-ভরা গ্রেডের অনুরূপ
- হ্যালোজেন/ফসফরাস সিস্টেমের তুলনায় MDH/ATH যৌগগুলির প্রতি ইউনিট লোডিংয়ে খুব কম LOI উন্নতির দক্ষতা রয়েছে — খুব কমই ব্যবহৃত হয় যেখানে পাতলা দেয়ালে V-0 প্রয়োজন হয়
টুলিং এর প্রভাব:
- পরিধানের উদ্দেশ্যে GF30–GF40 এর সমতুল্য হিসাবে বিবেচনা করুন
- শক্ত গেট সন্নিবেশ (≥52 HRC) বাধ্যতামূলক
- রানার এবং গেটের নকশাকে অবশ্যই শিয়ার (অভরিত সমতুল্যের চেয়ে বড় ব্যাস) ন্যূনতম করতে হবে যাতে ফিলারের সমাহার এবং গেটের ক্ষয় রোধ করা যায়
- ক্যাভিটি স্টিল: H13 বা সমতুল্য শক্ত টুল স্টিল — P20 উচ্চ-ভলিউম ATH/MDH উৎপাদনের জন্য প্রান্তিক
4. FR গ্রেডের জন্য পরামিতি সমন্বয় প্রক্রিয়াকরণ
টেবিল: প্রসেস উইন্ডো অ্যাডজাস্টমেন্ট বনাম বেস পলিমার
| প্যারামিটার | দিকনির্দেশনা | মাত্রা | যুক্তি |
|---|---|---|---|
| গলিত তাপমাত্রা | নিম্ন | 5-20 °C আদর্শের নিচে | এফআর তাপীয় পচন প্রতিরোধ করুন |
| ব্যারেল বাসস্থান সময় | ছোট করুন | <5 মিনিটের জন্য ডিজাইন করুন সর্বোচ্চ | অবনতি হল সময় × তাপমাত্রা নির্ভর |
| ইনজেকশন গতি | কমিয়ে দিন | 10-20% | শিয়ার-প্ররোচিত পচন হ্রাস; ফ্ল্যাশ ঝুঁকি হ্রাস (RDP) |
| পিঠের চাপ | কমিয়ে দিন | 10-20% below standard | শিয়ার তাপ উত্পাদন হ্রাস |
| স্ক্রু গতি | কমিয়ে দিন | 10-15% RPM | একই যুক্তি |
| প্রোটোকল পরিষ্কার করুন | বাধ্যতামূলক | প্রতিবার শাটডাউন প্রতি | রানের মধ্যে ক্ষয়কারী অবক্ষয় প্রতিরোধ করুন |
| শুকানো | তাপমাত্রা এবং সময় বাড়ান | বিভাগ 3.2-এ সারণি দেখুন | FR গ্রেড আরও আর্দ্রতা-সংবেদনশীল |
| ছাঁচের তাপমাত্রা | নিম্ন end of range | যেখানে সম্ভব | আমানত গঠন হ্রাস করুন (মেলামাইন সিস্টেম) |
| গরম রানার তাপমাত্রা | ন্যূনতম কার্যকর | যত কম ফিল করার অনুমতি দেয় | FR অধঃপতনের জন্য সবচেয়ে গুরুত্বপূর্ণ অঞ্চল |
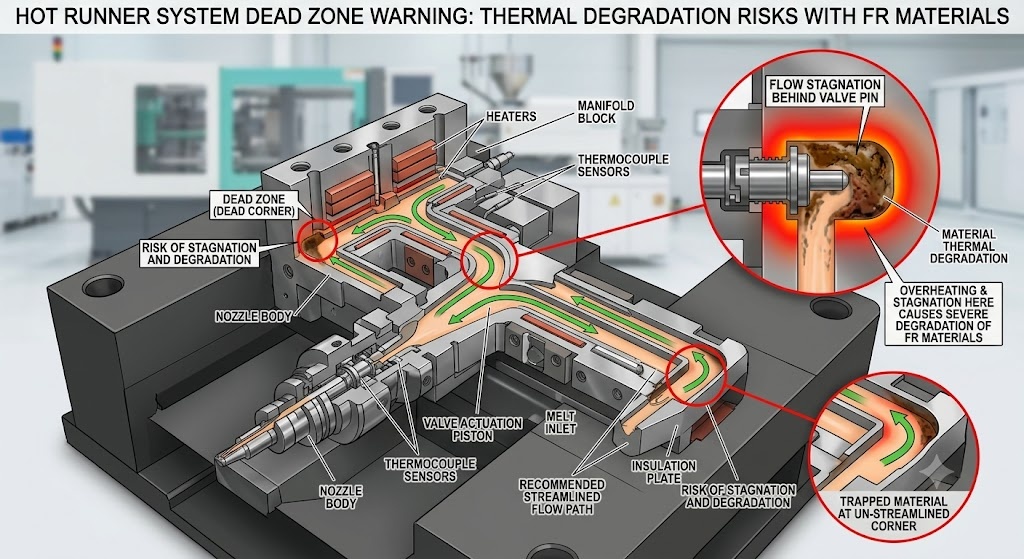
হট রানার বিবেচনা
হট রানাররা এফআর উপাদানের অবক্ষয়ের জন্য সর্বোচ্চ ঝুঁকিপূর্ণ অঞ্চল। ম্যানিফোল্ড এবং অগ্রভাগের টিপগুলি ক্রমাগত তাপমাত্রায় গলে যাওয়া বজায় রাখে — এবং মৃত অঞ্চলে (ভালভের কান্ডের পিছনে, খারাপভাবে ডিজাইন করা মেনিফোল্ড বাঁকগুলিতে), বসবাসের সময় 30-60 মিনিট হতে পারে। এটি বেশিরভাগ এফআর সিস্টেমের অবনতি করার জন্য যথেষ্ট।
FR গ্রেডের জন্য বাধ্যতামূলক হট রানার ডিজাইনের প্রয়োজনীয়তা:
- সম্পূর্ণ স্ট্রীমলাইন (কোনও মৃত কোণ নেই) বহুগুণ জ্যামিতি — হট রানার সরবরাহকারীকে নির্দিষ্ট করুন
- ন্যূনতম বহুগুণ ভলিউম পূরণের প্রয়োজনীয়তার সাথে সামঞ্জস্যপূর্ণ — বড় আকারের বহুগুণ বসবাসের সময় বাড়ায়
- অগ্রভাগ প্রতি স্বাধীন অঞ্চল তাপমাত্রা নিয়ন্ত্রণ — সুনির্দিষ্ট সর্বনিম্ন তাপমাত্রা ব্যবস্থাপনার অনুমতি দেয়
- খোলা গেটের চেয়ে ভালভ গেট পছন্দ করা হয় — উৎপাদন বন্ধের সময় ইতিবাচক বন্ধের অনুমতি দেয়
- শাটডাউনের সময় তাপমাত্রা কমে যায়: যে কোনো উৎপাদন বিরতির সাথে সাথেই 150-170 ডিগ্রি সেলসিয়াসে কমিয়ে দিন >5 মিনিট
5. ছাঁচ ইস্পাত এবং পৃষ্ঠ চিকিত্সা নির্বাচন
টেবিল: এফআর রসায়ন দ্বারা প্রস্তাবিত ছাঁচ ইস্পাত
| এফআর সিস্টেম | বেস পলিমার | ক্যাভিটি স্টিল | কোর স্টিল | গেট সন্নিবেশ | সারফেস ট্রিটমেন্ট | নোট |
|---|---|---|---|---|---|---|
| ব্রোমিনেটেড (DBDPE) | ABS, HIPS | P20 বা S136 | P20 | H13 শক্ত হয়েছে | হার্ড ক্রোম বা EN কলাই | উচ্চ ভলিউম জন্য গুরুত্বপূর্ণ কলাই |
| RDP (ফসফেট এস্টার) | PC/ABS | S136 পছন্দের | P20 | S136 | PVD বা EN কলাই | ডিপোজিট আনুগত্য S136 এ সর্বনিম্ন |
| AlPi (অ্যালুমিনিয়াম ফসফিনেট) | PA, PBT | P20 বা H13 | P20 | H13 | ঐচ্ছিক ক্রোম | সর্বাধিক টুলিং-বান্ধব এফআর সিস্টেম |
| মেলামাইন (MC, MPP) | PA6, PA66 | P20 ক্রোম বা S136 | P20 | H13 | হার্ড ক্রোম বাধ্যতামূলক | প্রলেপ ছাড়াই আমানত গুরুতর |
| ATH / MDH (ধাতু হাইড্রক্সাইড) | পিপি, পিএ, ইভা | H13 শক্ত হয়েছে | H13 | H13 বা কার্বাইড | ক্রোম বা পিভিডি | ঘষিয়া তুলিয়া ফেলিতে সক্ষম ফিলার যৌগ হিসাবে আচরণ |
| অন্তর্নিহিত (পিপিএস, পিক) | PPS, PEEK | S136 বা 420SS | S136 | S136 | ঐচ্ছিক | দ্রবীভূত তাপমাত্রায় ক্ষয়কারী; বেস ইস্পাত জারা ঝুঁকি |
এফআর অ্যাপ্লিকেশনের জন্য সারফেস ট্রিটমেন্ট কর্মক্ষমতা তুলনা
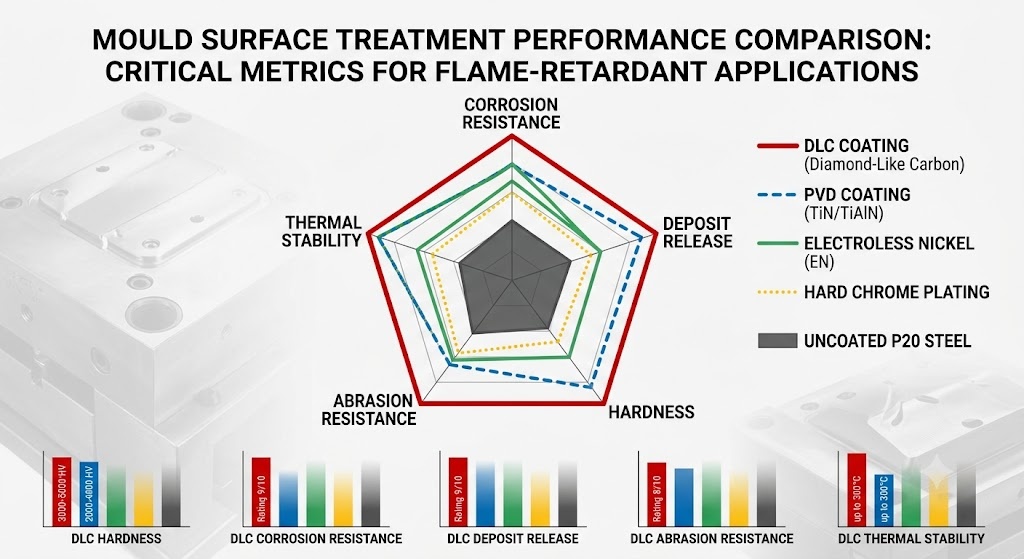
| চিকিৎসা | জারা প্রতিরোধের | আমানত রিলিজ | কঠোরতা (HV) | সর্বোচ্চ টেম্প | খরচ প্রিমিয়াম |
|---|---|---|---|---|---|
| হার্ড ক্রোম কলাই | ভাল | পরিমিত | 900-1100 | 400°C | 15-25% |
| ইলেক্ট্রোলেস নিকেল (EN) | চমৎকার | ভাল | 500-700 | 260°C | 10-20% |
| PVD (TiN, TiAlN) | ভাল | ভাল–Excellent | 2000-3300 | 400–600°C | 20-35% |
| DLC (ডায়মন্ড-লাইক কার্বন) | চমৎকার | চমৎকার | 3000-5000 | 300°C | 30-50% |
| আনকোটেড P20 | দরিদ্র | দরিদ্র | 300-350 | — | বেসলাইন |
ডিএলসি আবরণ মেলামাইন-সিস্টেম এফআর গ্রেডের জন্য সর্বোত্তম ডিপোজিট রিলিজ পারফরম্যান্স প্রদান করে — বিশেষ করে উচ্চ-ভলিউম PC/ABS এবং PA ঘের উৎপাদনের জন্য মূল্যবান যেখানে ক্যাভিটি ক্লিনিং ডাউনটাইম গুরুত্বপূর্ণ।
6. FR গ্রেডের জন্য ভেন্ট ডিজাইন
শিখা-প্রতিরোধী যৌগগুলি অপূর্ণ গ্রেডের চেয়ে বেশি আউটগ্যাস তৈরি করে — পচন উপজাত, ধাতব হাইড্রোক্সাইড থেকে আর্দ্রতা এবং উদ্বায়ী সংযোজন সমস্তই গ্যাস তৈরি করে যা গহ্বর থেকে বের করে দিতে হবে। অপর্যাপ্ত বায়ুচলাচল কারণ:
- ডিজেল প্রভাব বার্ন শেষ-পূরণের স্থানে — চর জমা যা প্রায়শই গেট ব্লাশ বা উপাদানের অবক্ষয় হিসাবে ভুল নির্ণয় করা হয়
- ছোট শট ঘন অংশে গ্যাসের পিছনের চাপ থেকে
- সারফেস ফোস্কা আটকে পড়া আর্দ্রতা বা উদ্বায়ী FR উপাদান থেকে
FR গ্রেডের জন্য ভেন্ট ডেপথের সুপারিশ
| উপাদান / এফআর সিস্টেম | ভেন্টের গভীরতা (ভূমি, মিমি) | ভেন্ট প্রস্থ (মিমি) | ভেন্ট রিলিফ গভীরতা (মিমি) | পরিচ্ছন্নতার ব্যবধান |
|---|---|---|---|---|
| ABS/ব্রোমিনেটেড FR | ০.০১২–০.০১৮ | 5-8 | 0.5 | প্রতি 100,000 শট |
| পিসি/এবিএস/আরডিপি | 0.010-0.015 | 5-8 | 0.5 | প্রতি 80,000 শট |
| PA66/AlPi | 0.010-0.015 | 4-6 | 0.3 | প্রতি 120,000 শট |
| PA6 / মেলামাইন | 0.008-0.012 | 4-6 | 0.3 | প্রতি 30,000-50,000 শট |
| পিপি / ATH intumescent | ০.০১৫–০.০২০ | 6-10 | 0.5 | প্রতি 80,000 শট |
| PPS (সহজাত FR) | 0.005-0.008 | 3-5 | 0.2 | প্রতি 150,000 শট |
মেলামাইন-ভিত্তিক এফআর যৌগগুলির সবচেয়ে আক্রমণাত্মক ভেন্ট ফাউলিং আচরণ রয়েছে। PA6/MC চলমান একটি প্রোডাকশন মোল্ড যা সময়সূচীতে পরিষ্কার করা হয় না তার 50,000 শটের মধ্যে ভেন্ট ব্লক করা হবে — যা জ্বলতে, ছোট শট এবং অংশ প্রত্যাখ্যানের দিকে পরিচালিত করে।
নকশা সুপারিশ: উচ্চ আউটগ্যাসিং প্রবণতা (মেলামাইন, ইনটুমেসেন্ট সিস্টেম) সহ এফআর গ্রেডগুলির জন্য, যেখানে সম্ভব প্রতিস্থাপনযোগ্য সন্নিবেশ হিসাবে ভেন্ট ডিজাইন করুন। এটি একটি পরিষ্কার অতিরিক্ত সেটের সাথে ছাঁচটি চলতে থাকাকালীন অফলাইনে ভেন্ট পরিষ্কার করার অনুমতি দেয়।
7. গুণমান এবং সম্মতি বিবেচনা
7.1 UL94 হলুদ কার্ড যাচাইকরণ
একটি উপাদান ডেটাশিটে মুদ্রিত UL94 রেটিং একটি সরবরাহকারীর বিপণন দাবি। প্রামাণিক উৎস হল UL পণ্য আইকিউ ডাটাবেস (পূর্বে হলুদ কার্ড) . একটি UL94-নিয়ন্ত্রিত অ্যাপ্লিকেশনের জন্য একটি FR উপাদান নির্দিষ্ট করার আগে, যাচাই করুন:
- সঠিক গ্রেড এবং লট বর্তমান হলুদ কার্ড তালিকার সাথে মিলে যায়
- রেটিংটি আপনার অংশের প্রাচীর বেধের জন্য প্রযোজ্য — অনেক উপকরণ পাতলা দেয়ালে একটি রেটিং শ্রেণী হারায়
- রঙ তালিকাভুক্ত করা হয়েছে — রঙ্গক সিস্টেম FR কর্মক্ষমতা প্রভাবিত
- শংসাপত্রের মেয়াদ শেষ হওয়ার তারিখ বর্তমান — UL পর্যায়ক্রমিক পুনরায় পরীক্ষা পরিচালনা করে এবং রেটিং প্রত্যাহার করা যেতে পারে
7.2 FR পারফরম্যান্সের উপর রঙের প্রভাব
পিগমেন্ট সিস্টেমগুলি এফআর অ্যাডিটিভগুলির সাথে এমনভাবে ইন্টারঅ্যাক্ট করে যা একটি সম্পূর্ণ UL94 ক্লাস দ্বারা কর্মক্ষমতা হ্রাস করতে পারে। কার্বন ব্ল্যাক (কালো যৌগগুলিতে ব্যবহৃত) সাধারণত এফআর কর্মক্ষমতা উন্নত করে — এটি চর গঠনকে উৎসাহিত করে। সাদা রঙ্গক (TiO₂) নিরপেক্ষ থেকে হালকা নেতিবাচক। জৈব রঙ্গক (বিশেষ করে হলুদ এবং লাল অ্যাজো পিগমেন্ট) ফসফরাস এফআর সিস্টেমে হস্তক্ষেপ করতে পারে।
নিয়ম: সর্বদা প্রোডাকশন কালারে এফআর পারফরম্যান্সের যোগ্যতা অর্জন করুন, শুধুমাত্র প্রাকৃতিক বা কালো রেফারেন্স ডেটা নয়। যদি একজন গ্রাহকের একাধিক রঙে V-0 প্রয়োজন হয়, তাহলে প্রতিটি রঙের জন্য আলাদাভাবে UL হলুদ কার্ড যাচাই করুন।
7.3 ওয়েল্ড লাইন এবং নিট লাইন FR পারফরমেন্স
ইনজেকশন-মোল্ডড এফআর অংশের ওয়েল্ড লাইন অঞ্চলটি সাধারণত বাল্কের তুলনায় কম শিখা প্রতিবন্ধকতা দেখায়। ঢালাই অঞ্চলে, কাচের তন্তুগুলি প্রবাহের সামনে সমান্তরালভাবে সারিবদ্ধ হয় এবং FR সংযোজন বন্টন অ-ইউনিফর্ম হতে পারে। জটিল অগ্নি নিরাপত্তা প্রয়োজনীয়তা সহ অ্যাপ্লিকেশনগুলির জন্য ওয়েল্ড লাইন অঞ্চল থেকে কাটা নমুনাগুলি পরীক্ষায় অন্তর্ভুক্ত করা উচিত।
7.4 রিগ্রিন্ড এবং রিসাইক্লিং
এফআর সংযোজন - বিশেষ করে হ্যালোজেনেটেড সিস্টেম - জীবনের শেষের পুনর্ব্যবহারযোগ্যতাকে জটিল করে তোলে। ব্রোমিনেটেড এফআর যৌগগুলি থেকে প্রক্রিয়ার মধ্যে রিগ্রিন্ড (স্প্রুস, রানার্স, প্রত্যাখ্যাত অংশ) প্রয়োজন:
- সর্বাধিক রিগ্রিন্ড অনুপাত: ওজন দ্বারা 10-15% - উচ্চ অনুপাত FR কর্মক্ষমতা হ্রাস করে এবং গ্যাস উত্পাদন বৃদ্ধি করে
- রিগ্রিন্ড অবশ্যই এফআর রসায়ন পরিবারে মিশ্রিত করা উচিত নয় — ব্রোমিনেটেড রিগ্রিন্ড দূষিত হ্যালোজেন-মুক্ত যৌগগুলি সম্মতি অনিশ্চয়তা তৈরি করে
- ট্রেসেবিলিটির জন্য প্রসেস রেকর্ডে ডকুমেন্ট রিগ্রিন্ড রেশিও
8. সমস্যা সমাধান: সাধারণ এফআর-গ্রেড ত্রুটি এবং মূল কারণ
| খুঁত | সম্ভবত এফআর-সম্পর্কিত কারণ | সংশোধনমূলক ব্যবস্থা |
|---|---|---|
| সিলভার স্ট্রিক / স্প্লে | FR যৌগ মধ্যে আর্দ্রতা; উদ্বায়ী FR পচন | শুকানোর সময়/তাপ বৃদ্ধি; দ্রবীভূত তাপমাত্রা হ্রাস; উপাদান স্টোরেজ পরীক্ষা করুন |
| গেটে হলুদ/বাদামী বিবর্ণতা | গরম রানার অগ্রভাগে এফআর তাপীয় পচন | অগ্রভাগের তাপমাত্রা হ্রাস করুন; বসবাসের সময় কমিয়ে দিন; আরো ঘন ঘন পরিষ্কার |
| গহ্বর পৃষ্ঠে সাদা আমানত | মেলামাইন পরমানন্দ (MC/MPP সিস্টেম) বা RDP মাইগ্রেশন | উপযুক্ত দ্রাবক সঙ্গে পরিষ্কার গহ্বর; পরিষ্কারের ফ্রিকোয়েন্সি বৃদ্ধি; DLC আবরণ বিবেচনা করুন |
| শেষ-পূর্ণ অবস্থানে জ্বলছে | অপর্যাপ্ত বায়ুচলাচল; এফআর পচন থেকে আউটগ্যাস | পোড়া স্থানে ভেন্ট যোগ করুন বা গভীর করুন; ইনজেকশন গতি কমাতে |
| ফ্ল্যাশ (নতুন শুরু) | আরডিপি সান্দ্রতা হ্রাসকারী প্লাস্টিকাইজার হিসাবে কাজ করে | দ্রবীভূত তাপমাত্রা হ্রাস; চেক ম্যাটেরিয়াল MFI বনাম আগের লট; ইনজেকশন গতি কমাতে |
| কম চকচকে | FR মাইগ্রেশন থেকে ছাঁচ জমা | পরিষ্কার গহ্বর; PVD বা DLC আবরণ প্রয়োগ করুন |
| ছোট শট (previously stable tool) | FR আমানত থেকে অবরুদ্ধ ভেন্ট | অবিলম্বে পরিষ্কার vents; নির্ধারিত ভেন্ট রক্ষণাবেক্ষণ বাস্তবায়ন |
| ডিলামিনেশন / লেয়ার সেপারেশন | বেমানান regrind দূষণ; আর্দ্রতা | রিগ্রিন্ড দূষণ দূর করুন; শুকানোর যাচাই; অনেক সার্টিফিকেশন চেক |
| উত্পাদন অংশে UL94 পরীক্ষার ব্যর্থতা | পুনরায় যোগ্যতা ছাড়াই রঙ পরিবর্তন; রিগ্রিন্ড ওভার-রেশিও; প্রাচীর প্রত্যয়িত চেয়ে পাতলা | রঙ পুনরায় যোগ্য; regrind হ্রাস করা; পাতলা বিভাগে প্রাচীর বেধ যাচাই |
9. উপসংহার
শিখা-প্রতিরোধী ইনজেকশন ছাঁচনির্মাণ গ্রেডগুলি প্রক্রিয়া সংবেদনশীলতা, টুলিং আগ্রাসন এবং কমপ্লায়েন্স জটিলতার একটি অনন্য সমন্বয় উপস্থাপন করে যা স্ট্যান্ডার্ড ইঞ্জিনিয়ারিং থার্মোপ্লাস্টিকগুলি করে না। এফআর সামগ্রীর অব্যবস্থাপনার ফলাফলগুলি আংশিক মানের বাইরে প্রসারিত হয় — অবনমিত এফআর যৌগগুলি স্ক্রু এবং ব্যারেলগুলিকে ক্ষয় করতে পারে, ভেন্ট ব্লক করতে পারে, গহ্বরে জমা হতে পারে এবং সবচেয়ে খারাপ ক্ষেত্রে প্রক্রিয়াকরণ পরিবেশে বিষাক্ত গ্যাস তৈরি করতে পারে।
নির্ভরযোগ্য FR গ্রেড উত্পাদনের পথটি পদ্ধতিগত: প্রয়োগের তাপমাত্রা এবং নিয়ন্ত্রক প্রয়োজনীয়তার জন্য সঠিক FR রসায়ন নির্বাচন করুন, সেই রসায়নের জন্য উপযুক্ত ছাঁচ ইস্পাত এবং পৃষ্ঠের চিকিত্সা নির্দিষ্ট করুন, কঠোর শুকানোর এবং প্রক্রিয়া নিয়ন্ত্রণগুলি প্রয়োগ করুন এবং প্রতিরোধমূলক রক্ষণাবেক্ষণের সময়সূচী স্থাপন করুন যা FR যৌগের ত্বরান্বিত ফাউলিং এবং পরিধানের বৈশিষ্ট্যগুলির জন্য দায়ী। নকশা পর্যায়ে এই বিষয়গুলিকে প্রকৌশলীকরণের জন্য উৎপাদনে তাদের সংশোধন করার একটি ভগ্নাংশ খরচ হয়।
সম্পর্কিত নিবন্ধ:
- ইভি ব্যাটারি হাউজিং ইনজেকশন মোল্ডিং: PA66 GF50 বনাম PPS GF40 — ইঞ্জিনিয়ারিং ট্রেডঅফ
- 2026 সালের জন্য শীর্ষ 8টি ইনজেকশন ছাঁচনির্মাণ সামগ্রী
- উচ্চ নির্ভুল ইনজেকশন ছাঁচ ইস্পাত জন্য নির্বাচন গাইড
- ইনজেকশন ছাঁচনির্মাণে মোল্ড ফ্ল্যাশিং: কারণ, প্রতিরোধ এবং নির্মূল
- প্লাস্টিক ইনজেকশন ছাঁচনির্মাণে সর্বোত্তম সারফেস ফিনিশ অর্জন করা
IMTEC ছাঁচ | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, China | [email protected] | 86 153 5648 7586

