
ভূমিকা
উৎপাদন জগতে, ইনজেকশন ছাঁচনির্মাণ সামঞ্জস্যপূর্ণ, উচ্চ-মানের প্লাস্টিকের অংশগুলি উত্পাদন করার জন্য সোনার মান হিসাবে রয়ে গেছে। যাইহোক, প্রবেশের ক্ষেত্রে সবচেয়ে বড় বাধা সাধারণত প্লাস্টিকের রজনের খরচ হয় না-এটি এর খরচ ছাঁচ (বা "টুল") নিজেই।
প্রোডাক্ট ডিজাইনার এবং ইঞ্জিনিয়ারদের জন্য, "টুলিং কৌশল" প্রায়ই প্রকল্পের জীবনচক্রের সবচেয়ে গুরুত্বপূর্ণ সিদ্ধান্ত। ভুল পছন্দ করার ফলে হাজার হাজার ডলারের বাজেট নষ্ট হতে পারে বা বিপরীতভাবে, আপনার অর্ডারগুলি পূরণ করার আগে এমন একটি ছাঁচ শেষ হয়ে যেতে পারে।
শিল্প সাধারণত ছাঁচ তৈরিকে দুটি বিভাগে বিভক্ত করে: নরম টুলিং এবং হার্ড টুলিং . যদিও নামগুলি শারীরিক গঠনের মধ্যে একটি পার্থক্য বোঝায়, তবে পার্থক্যটি আসলে ছাঁচের উপাদানের ধাতুবিদ্যা, যন্ত্রের গতি এবং দীর্ঘায়ুতে নিহিত।
আপনার বাজেট, টাইমলাইন, এবং উত্পাদনের পরিমাণের সাথে কোন পথটি সারিবদ্ধ তা নির্ধারণ করতে আপনাকে সাহায্য করার জন্য এই গাইডটি এই দুটি পদ্ধতির মধ্যে প্রযুক্তিগত এবং বাণিজ্যিক পার্থক্যগুলি অন্বেষণ করে৷
সফট টুলিং কি?
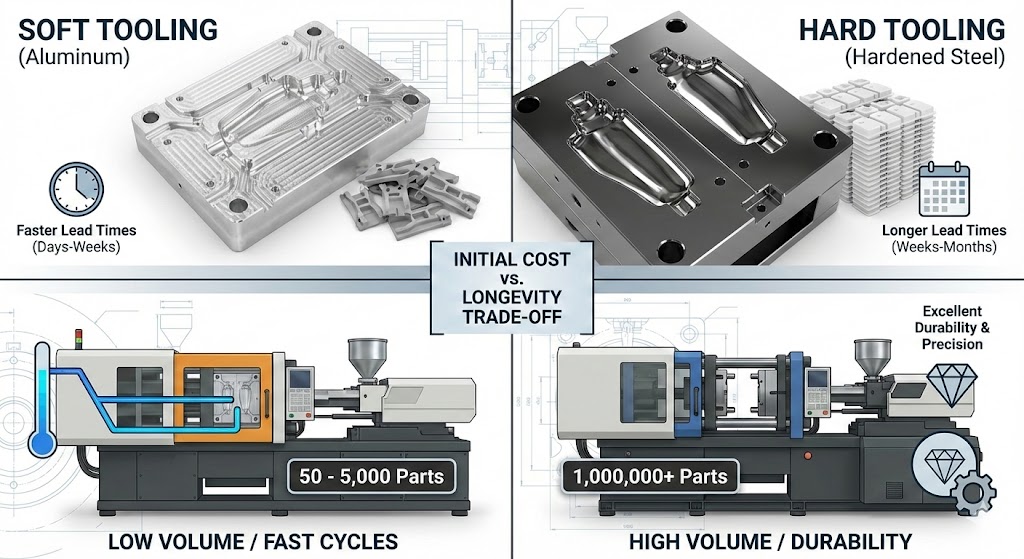
নরম টুলিং সাধারণত ঐতিহ্যবাহী টুল স্টিলের তুলনায় নরম এবং কাটা সহজ এমন উপকরণ থেকে তৈরি ছাঁচকে বোঝায়। এটি প্রোটোটাইপিং, সেতু উৎপাদন, এবং কম-আয়তনের উত্পাদন চালানোর জন্য প্রভাবশালী পদ্ধতি (সাধারণত 50 থেকে 5,000 অংশ)।
এটা স্পষ্ট করা গুরুত্বপূর্ণ যে "নরম" এর অর্থ এই নয় যে ছাঁচটি রাবারের মতো নমনীয়। এটি প্রায় সবসময় ধাতু দিয়ে তৈরি হয়, তবে ধাতুতে তাপ-চিকিত্সা করা ইস্পাতের চরম কঠোরতার অভাব থাকে।
সাধারণ উপকরণ
- অ্যালুমিনিয়াম খাদ: নরম টুলিংয়ের জন্য সবচেয়ে সাধারণ উপাদান হল অ্যালুমিনিয়াম। উচ্চ গ্রেড alloys মত অ্যালুমিনিয়াম 7075 বা QC-10 তারা উচ্চ শক্তি এবং চমৎকার machinability প্রস্তাব কারণ প্রায়ই ব্যবহৃত হয়.
- হালকা ইস্পাত: মাঝে মাঝে, নিম্ন-গ্রেডের, অ-কঠিন ইস্পাতগুলি নরম টুলিংয়ের জন্য ব্যবহার করা হয়, যদিও অ্যালুমিনিয়াম এর শীতল বৈশিষ্ট্যগুলির জন্য পছন্দ করা হয়।
- 3D প্রিন্টেড কম্পোজিট: খুব নির্দিষ্ট, অতি-নিম্ন ভলিউমের ক্ষেত্রে, 3D প্রিন্টেড পলিমার ছাঁচ ব্যবহার করা হয়, যদিও সেগুলি খুব দ্রুত নষ্ট হয়ে যায়।
সফট টুলিং এর সুবিধা
- কম প্রাথমিক খরচ: অ্যালুমিনিয়াম ইস্পাত তুলনায় মেশিন অনেক সহজ. এটি CNC কাটারগুলিতে কম পরিধান তৈরি করে এবং অনেক বেশি গতিতে মেশিন করা যেতে পারে। এই দ্বারা প্রাথমিক টুলিং খরচ কমাতে পারেন 30% থেকে 50% হার্ড টুলিংয়ের তুলনায়।
- দ্রুত লিড টাইম: যেহেতু উপাদানটি নরম এবং কোনও পোস্ট-মেশিনিং তাপ চিকিত্সার প্রয়োজন হয় না, নরম সরঞ্জামগুলি প্রায়শই প্রস্তুত হতে পারে 1-2 সপ্তাহ , হার্ড টুলের জন্য 4-8 সপ্তাহের তুলনায়।
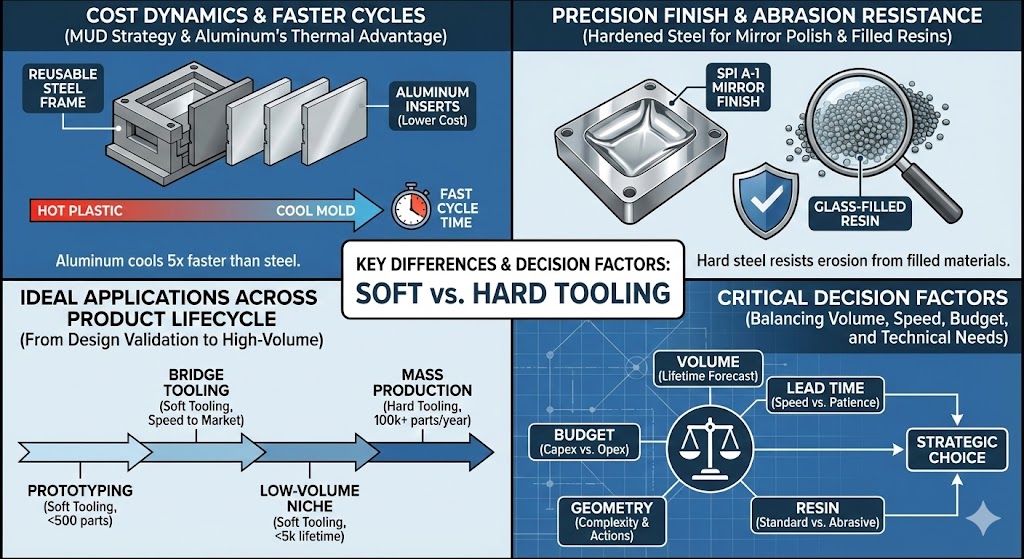
- উচ্চতর তাপ পরিবাহিতা: এটি একটি প্রযুক্তিগত সুবিধা যা প্রায়ই উপেক্ষা করা হয়। অ্যালুমিনিয়াম তাপ স্থানান্তর করে 5 গুণ দ্রুত টুল ইস্পাত তুলনায়. এটি প্লাস্টিককে দ্রুত শীতল এবং দৃঢ় করতে দেয়, উল্লেখযোগ্যভাবে চক্রের সময় হ্রাস করে এবং অংশের দাম সম্ভাব্যভাবে কমিয়ে দেয়।
- পরিবর্তনের সহজতা: যদি নকশা পরিবর্তনের প্রয়োজন হয়, তবে শক্ত ইস্পাত পরিবর্তন করার চেয়ে একটি মাত্রা খোলার জন্য বিদ্যমান অ্যালুমিনিয়ামকে দূরে সরিয়ে দেওয়া সহজ।
সফট টুলিং এর অসুবিধা
- সীমিত টুল জীবন: অ্যালুমিনিয়াম কাচ-ভর্তি প্লাস্টিক থেকে ক্ষয়ের জন্য সংবেদনশীল এবং মেশিনের ক্ল্যাম্পিং ফোর্স থেকে পরিধান করে। সফট টুলগুলি সাধারণত 1,000 থেকে 10,000 চক্রের জন্য স্থায়ী হয় আগে মাত্রাগুলি ড্রিফ্ট বা ফ্ল্যাশ (অতিরিক্ত প্লাস্টিক) প্রদর্শিত হওয়ার আগে।
- সারফেস ফিনিশ সীমাবদ্ধতা: নরম টুলিং cannot maintain a high-gloss “mirror” polish (SPI A-1 or A-2). The metal is too soft and will scratch during part ejection. It is better suited for matte or textured finishes.
- ভঙ্গুর বিভাজন লাইন: ছাঁচের দুটি অর্ধেক যে প্রান্তে মিলিত হয় সেগুলি সহজেই বৃত্তাকার বা ডেন্ট করতে পারে, যার ফলে অংশে প্রসাধনী ত্রুটি দেখা দেয়।
হার্ড টুলিং কি?
হার্ড টুলিং উত্পাদন বিশ্বের wবাkhorses তৈরি করে. এই ছাঁচগুলি উচ্চ-গ্রেডের ইস্পাত থেকে তৈরি করা হয় যা লক্ষ লক্ষ চক্র, উচ্চ তাপমাত্রা এবং ঘষিয়া তুলিয়া ফেলিতে সক্ষম উপকরণ সহ্য করিতে সক্ষম। এটি ভর উত্পাদন জন্য মান.
সাধারণ উপকরণ
- P20 ইস্পাত: একটি প্রাক-কঠিন টুল স্টিল যা প্রায়ই "ক্লাস 102" ছাঁচের জন্য ব্যবহৃত হয়। এটি টেকসই কিন্তু সম্পূর্ণ শক্ত ইস্পাতের মতো ভঙ্গুর নয়।
- H13 ইস্পাত: উচ্চ ভলিউম উত্পাদন জন্য শিল্প মান. পরিধান এবং তাপীয় ক্লান্তি প্রতিরোধ করার জন্য এটি চরম কঠোরতা (রকওয়েল সি 48-52) তাপ-চিকিত্সা করা হয়।
- স্টেইনলেস স্টিল (420): ক্ষয় প্রতিরোধের প্রয়োজন হলে ব্যবহার করা হয়, যেমন PVC বা অন্যান্য ক্ষয়কারী প্লাস্টিক ঢালাই করার সময়।
হার্ড টুলিং এর সুবিধা
- উচ্চ ভলিউম স্থায়িত্ব: একটি সঠিকভাবে রক্ষণাবেক্ষণ করা H13 ইস্পাত টুল চালানো যেতে পারে 1 মিলিয়ন চক্র উল্লেখযোগ্য পরিধান ছাড়া।
- কঠোর সহনশীলতা: হার্ড স্টিল অনমনীয় এবং জটিল অংশগুলির জন্য প্রয়োজনীয় উচ্চ ইনজেকশন চাপের অধীনে বিকৃত হয় না। এটি অত্যন্ত টাইট মাত্রিক নির্ভুলতার জন্য অনুমতি দেয়।
- সুপিরিয়র সারফেস ফিনিশ: হার্ড টুলিং is required for high-gloss, optical-grade finishes. The steel is hard enough to be polished to a mirror shine without scratching.
- জটিল ক্রিয়া: হার্ড টুলিং is better suited for complex side-actions, sliders, and lifters that are required for parts with undercuts.
হার্ড টুলিং এর অসুবিধা
- উচ্চ প্রাথমিক বিনিয়োগ: কাঁচামাল ব্যয়বহুল, এবং শক্ত ইস্পাত যন্ত্রের জন্য প্রায়শই EDM (ইলেক্ট্রিক্যাল ডিসচার্জ মেশিনিং) এবং ধীর CNC কাটিয়া গতির প্রয়োজন হয়। খরচ নরম টুলিংয়ের তুলনায় উল্লেখযোগ্যভাবে বেশি।
- দীর্ঘ লিড টাইম: রুক্ষ মেশিনিং, স্ট্রেস রিলিভিং, হিট ট্রিটমেন্ট এবং চূড়ান্ত গ্রাইন্ডিং/পলিশিং এর মধ্যে হার্ড টুলিং প্রায়ই লাগে 4 থেকে 12 সপ্তাহ সম্পূর্ণ করতে
- পরিবর্তন করা কঠিন: একবার একটি ইস্পাত সরঞ্জাম শক্ত হয়ে গেলে, পরিবর্তন করা কঠিন। এটি প্রায়ই ঢালাই এবং পুনরায় নাকাল প্রয়োজন, যা টুলে "সাক্ষী চিহ্ন" ছেড়ে যায় এবং এটি ব্যয়বহুল হতে পারে।
দ্রুত সারাংশ: বাণিজ্য বন্ধ
| বৈশিষ্ট্য | নরম টুলিং (Aluminum) | হার্ড টুলিং (Steel) |
|---|---|---|
| প্রাথমিক লক্ষ্য | গতি এবং কম খরচ | দীর্ঘায়ু এবং যথার্থতা |
| সাধারণ ভলিউম | 50 - 5,000 অংশ | 100,000 - 1,000,000 অংশ |
| সীসা সময় | দিন থেকে সপ্তাহ | সপ্তাহ থেকে মাস |
| তাপ স্থানান্তর | চমৎকার (দ্রুত চক্র) | মাঝারি (স্ট্যান্ডার্ড চক্র) |
মূল পার্থক্য: একটি গভীর ডুব
যদিও উপরের সংজ্ঞাগুলি সাধারণ সুবিধা এবং অসুবিধাগুলিকে রূপরেখা দেয়, একটি অবহিত উত্পাদন সিদ্ধান্ত নেওয়ার জন্য সংক্ষিপ্ত পার্থক্যগুলি বোঝা অত্যন্ত গুরুত্বপূর্ণ।
1. খরচের গতিবিদ্যা এবং "MUD" কৌশল
সবচেয়ে সুস্পষ্ট পার্থক্য হল প্রাথমিক খরচ। সফ্ট টুলিং উল্লেখযোগ্যভাবে সস্তা কারণ অ্যালুমিনিয়াম মেশিনগুলি দ্রুত এবং কোন পোস্ট-মেশিনিং তাপ চিকিত্সার প্রয়োজন হয় না। হার্ড টুলিং এর মধ্যে ব্যয়বহুল ইস্পাত সংকর ধাতু, ধীর যন্ত্রের গতি এবং প্রায়শই জটিল বৈদ্যুতিক ডিসচার্জ মেশিনিং (EDM) প্রক্রিয়াগুলিকে শক্ত করা ধাতুতে বৈশিষ্ট্যগুলিকে বার্ন করার জন্য জড়িত।
যাইহোক, খরচ সবসময় বাইনারি হয় না। শিল্পে ব্যবহৃত একটি সাধারণ মধ্যম স্থল হল মাস্টার ইউনিট ডাই (MUD) সিস্টেম
- কৌশল: একটি ছাঁচনির্মাণ একটি সর্বজনীন, পুনঃব্যবহারযোগ্য ইস্পাত ছাঁচ বেস (ফ্রেম) ব্যবহার করে যা মেশিনে থাকে। তারা শুধুমাত্র নরম ইস্পাত বা অ্যালুমিনিয়াম থেকে ছোট "সন্নিবেশ" (কোর এবং গহ্বর যা আপনার নির্দিষ্ট অংশকে আকৃতি দেয়) মেশিন করে।
- সুবিধা: আপনি ভারী ইস্পাত বেস কাঠামোর জন্য অর্থ প্রদান এড়ান, প্রটোটাইপিং বা ব্রিজ টুলিংয়ের জন্য প্রবেশ মূল্য উল্লেখযোগ্যভাবে কমিয়ে এখনও স্ট্যান্ডার্ড ছাঁচনির্মাণ যন্ত্রপাতি ব্যবহার করার সময়।
2. চক্র সময় এবং তাপ পরিবাহিতা
এটি প্রায়শই সবচেয়ে উপেক্ষিত পার্থক্যকারী। আপনি যে গতিতে একটি অংশ তৈরি করতে পারেন তা নির্ভর করে আপনি কত দ্রুত গলিত প্লাস্টিককে ঠান্ডা করতে পারেন তার উপর।
- নরম টুলিং Advantage: স্টিলের তুলনায় অ্যালুমিনিয়ামের তাপ পরিবাহিতা উল্লেখযোগ্যভাবে বেশি। এটি প্লাস্টিক থেকে তাপকে অনেক দ্রুত বের করে দেয়, যার ফলে অংশটি দ্রুত শক্ত হয়। 5,000 যন্ত্রাংশের উত্পাদন চালানোর জন্য, একটি অ্যালুমিনিয়াম সরঞ্জামের দ্রুত চক্র সময় কখনও কখনও একটি খুব সস্তা ইস্পাত সরঞ্জামের তুলনায় এটির উচ্চ প্রাথমিক খরচ অফসেট করতে পারে।
- হার্ড টুলিং Reality: ইস্পাত তাপ বেশিক্ষণ ধরে রাখে। হার্ড টুলিং সহ দ্রুত চক্রের সময় অর্জন করতে, জটিল, ড্রিল করা অভ্যন্তরীণ কুলিং চ্যানেল ("কনফরমাল কুলিং") প্রায়ই প্রয়োজন হয়, যা আরও বাড়িয়ে তোলে টুলিং খরচ।
3. সারফেস ফিনিস এবং নির্ভুলতা
যদি আপনার অংশের জন্য আয়নার মতো, অপটিক্যাল ফিনিস (SPI A-1 বা A-2) প্রয়োজন হয়, হার্ড টুলিং বাধ্যতামূলক .
- অ্যালুমিনিয়াম খুব বেশি নরম এবং দীর্ঘ সময়ের জন্য একটি উচ্চ পলিশ রাখা; ছাঁচনির্মাণ চক্রের ইজেকশন ফেজ মাইক্রোস্কোপিকভাবে কয়েকশ শটের পরে পৃষ্ঠকে আঁচড় দেবে, চকচকে ফিনিসকে অবনমিত করবে।
- শক্ত করা ইস্পাত শত সহস্র চক্রের জন্য একটি ত্রুটিহীন পলিশ বজায় রাখার জন্য যথেষ্ট স্থিতিস্থাপক।
একইভাবে, অত্যন্ত আঁটসাঁট সহনশীলতার জন্য প্রয়োজনীয় অংশগুলির জন্য (যেমন, ±0.001 ইঞ্চি), শক্ত ইস্পাত পছন্দ করা হয় কারণ এটি উচ্চ ইনজেকশনের চাপে বিচ্যুত বা নমনীয় হবে না, সামঞ্জস্যপূর্ণ অংশের মাত্রা নিশ্চিত করে।
4. উপাদানের সামঞ্জস্যতা (ঘর্ষণকারীতা)
আপনি যে প্লাস্টিকের রজন চয়ন করেন তা আপনার প্রয়োজনীয় সরঞ্জামটি নির্দেশ করে। Polypropylene (PP) বা ABS এর মত স্ট্যান্ডার্ড প্লাস্টিক একটি ছাঁচে তুলনামূলকভাবে মৃদু।
যাইহোক, ইঞ্জিনিয়ারিং-গ্রেড রেজিনে প্রায়ই এডিটিভ থাকে যেমন গ্লাস ফাইবার or খনিজ ফিলার অতিরিক্ত শক্তির জন্য। এই উপকরণগুলি ছাঁচের ভিতরে তরল স্যান্ডপেপারের মতো কাজ করে। একটি অ্যালুমিনিয়াম সফ্ট টুলে ইনজেকশনের গ্লাস-ভর্তি নাইলন গেট এবং পৃষ্ঠের বিবরণ দ্রুত ক্ষয় করবে, 1,000 শটের কম সময়ে টুলটিকে ধ্বংস করবে। এই ঘর্ষণ প্রতিরোধ করার জন্য শক্ত H13 ইস্পাত প্রয়োজন।
আদর্শ অ্যাপ্লিকেশন
সঠিক টুলিং কৌশল নির্বাচন করা সম্পূর্ণরূপে নির্ভর করে আপনি আপনার পণ্য বিকাশের জীবনচক্রে কোথায় আছেন তার উপর।
নরম টুলিংয়ের জন্য সেরা অ্যাপ্লিকেশন (অ্যালুমিনিয়াম/মাইল্ড স্টিল)
- প্রোটোটাইপিং এবং ডিজাইন যাচাইকরণ: দামী ইস্পাত সরঞ্জামগুলিতে প্রতিশ্রুতিবদ্ধ হওয়ার আগে ফিট, ফর্ম এবং ফাংশন পরীক্ষা করার জন্য যখন আপনার প্রকৃত উত্পাদন সামগ্রীতে 50-200 অংশের প্রয়োজন হয়।
- বাজার পরীক্ষা: একটি ট্রেড শোতে বা সীমিত বিটা রিলিজের জন্য ভোক্তাদের আগ্রহ পরিমাপ করার জন্য একটি ছোট ব্যাচ তৈরি করা।
- সেতু টুলিং: একটি সমালোচনামূলক কৌশল যেখানে একটি সফট টুল দ্রুত তৈরি করা হয় যাতে তাৎক্ষণিকভাবে যন্ত্রাংশ সরবরাহ শুরু করা হয়, যেখানে উচ্চ-ভলিউম হার্ড টুল অন্য কোথাও নির্মিত হওয়ার দীর্ঘ সময়ের জন্য অপেক্ষা করা হয়।
- কম ভলিউম কুলুঙ্গি পণ্য: 5,000 ইউনিটের নিচে মোট আজীবন চাহিদা সহ পণ্য যেখানে হার্ড টুলিংয়ে বিনিয়োগ কখনই পরিশোধ করবে না।
হার্ড টুলিংয়ের জন্য সেরা অ্যাপ্লিকেশন (কঠিন ইস্পাত)
- উচ্চ-ভলিউম ভর উৎপাদন: যেকোন প্রকল্পের জন্য বার্ষিক 100,000 থেকে লক্ষ লক্ষ যন্ত্রাংশের প্রয়োজন হয় (যেমন, ভোক্তা ইলেকট্রনিক্স, স্বয়ংচালিত উপাদান, বোতলের ক্যাপ)।
- ঘষিয়া তুলিয়া ফেলিতে সক্ষম উপকরণ: কাচ-ভরা বা খনিজ-ভর্তি রেজিন থেকে তৈরি অংশ যা নরম টুলিংকে চিবিয়ে দেবে।
- উচ্চ নির্ভুলতা প্রয়োজনীয়তা: গিয়ার, মেডিকেল ডিভাইস, বা ইলেকট্রনিক সংযোগকারী যেখানে লক্ষ লক্ষ চক্র জুড়ে মাত্রিক স্থিতিশীলতা গুরুত্বপূর্ণ।
- উচ্চ প্রসাধনী প্রয়োজনীয়তা: একটি দীর্ঘস্থায়ী উচ্চ-চকচকে ফিনিস বা জটিল, সামঞ্জস্যপূর্ণ টেক্সচারিং প্রয়োজন অংশ.
নির্বাচন করার সময় বিবেচনা করার বিষয়গুলি
নরম বনাম হার্ড টুলিং সিদ্ধান্তের মুখোমুখি হওয়ার সময়, এই পাঁচটি গুরুত্বপূর্ণ কারণের বিরুদ্ধে আপনার প্রকল্পের মূল্যায়ন করুন।
1. মোট উৎপাদন আয়তন (জীবনকাল)
এটি প্রাথমিক ফিল্টার। যদি আপনার জীবনকালের পূর্বাভাস 5,000 অংশের নিচে হয়, তাহলে সফট টুলিং দেখে শুরু করুন। যদি এটি 50,000 এর বেশি হয়, তবে হার্ড টুলিং প্রায় অবশ্যই সঠিক পথ। মাঝখানে ধূসর এলাকা একটি গভীর খরচ বিশ্লেষণ প্রয়োজন.
2. বাজারের গতি (লিড টাইম)
একটি গুরুত্বপূর্ণ লঞ্চের সময়সীমা পূরণ করতে আপনার কি 3 সপ্তাহের মধ্যে যন্ত্রাংশ দরকার, নাকি আপনার 3 মাস আছে? যদি গতি সর্বাধিক হয়, তবে নরম টুলিংই একমাত্র বিকল্প যা দ্রুত সরবরাহ করতে পারে। হার্ড টুলিং একটি ধীর, ইচ্ছাকৃত প্রক্রিয়া।
3. বাজেটের সীমাবদ্ধতা (ক্যাপেক্স বনাম ওপেক্স)
আপনি কি প্রাথমিক মূলধন ব্যয় (Capex) দ্বারা সীমাবদ্ধ? সফট টুলিং অগ্রিম স্টিকারের দাম কমিয়ে দেয়। যাইহোক, যদি আপনার মূলধন থাকে, হার্ড টুলিং দীর্ঘমেয়াদে একটি কম পিস-মূল্য প্রদান করে, অপারেশনাল খরচ (ওপেক্স) হ্রাস করে।
4. অংশ জ্যামিতি এবং জটিলতা
যদিও উভয় পদ্ধতিই জটিল জ্যামিতি পরিচালনা করতে পারে, কঠিন টুলিং ছাঁচের ভিতরে জটিল "ক্রিয়া" যেমন জটিল স্লাইডার, আন্ডারকাটগুলির জন্য লিফটার এবং থ্রেডেড অংশগুলির জন্য স্ক্রু করার প্রক্রিয়াগুলির জন্য আরও উপযুক্ত। নরম ধাতু থেকে তৈরি হলে এই চলমান উপাদানগুলি দ্রুত শেষ হয়ে যায়।
5. রজন উপাদান
উপরে উল্লিখিত হিসাবে, যদি আপনার সামগ্রীর বিল 30% গ্লাস-ভর্তি নাইলনের জন্য আহ্বান করে, তাহলে আপনার ভলিউম নির্বিশেষে আপনাকে হার্ড টুলিংয়ের জন্য বাজেট করতে হবে। ঘষিয়া তুলিয়া ফেলিতে সক্ষম উপকরণ জন্য নরম টুলিং ব্যবহার মিথ্যা অর্থনীতি.
খরচ বিশ্লেষণ: নরম বনাম হার্ড টুলিং
সিদ্ধান্ত প্রায়ই একটি গণিত সমস্যার নিচে আসে: মালিকানার মোট খরচ (TCO) . আপনাকে অবশ্যই অংশের দীর্ঘমেয়াদী "পিস মূল্য" এর বিপরীতে ছাঁচের অগ্রিম "স্টিকার মূল্য" ভারসাম্য রাখতে হবে।
1. "MUD ফ্রেম" কৌশল (প্রো টিপ)
সম্পূর্ণ খরচ দেখার আগে, আপনি সম্পর্কে জানতে হবে মাস্টার ইউনিট ডাই (MUD) সন্নিবেশ
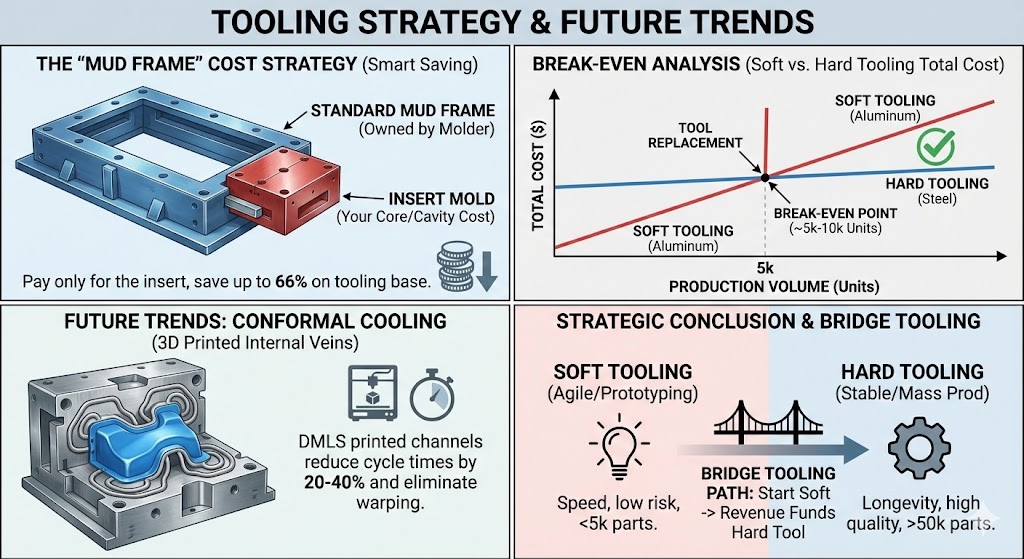
একটি সম্পূর্ণ কাস্টম ছাঁচ বেস কেনার পরিবর্তে (যা ভারী এবং ব্যয়বহুল), আপনি একটি "MUD সন্নিবেশ" ব্যবহার করতে পারেন। এটি মোল্ডারের মালিকানাধীন একটি স্ট্যান্ডার্ড ফ্রেম, যার মধ্যে তারা আপনার নির্দিষ্ট কোর এবং গহ্বর স্লাইড করে।
- খরচের প্রভাব: এটি দ্বারা আপনার প্রাথমিক টুলিং খরচ কমাতে পারে ৬৬% পর্যন্ত কারণ আপনি স্ট্রাকচারাল মোল্ড বেসের জন্য অর্থপ্রদান করছেন না, শুধুমাত্র শেপিং এরিয়ার জন্য।
- এর জন্য সেরা: 6 ইঞ্চি আকারের কম অংশগুলির জন্য নরম এবং হার্ড টুলিং উভয় কৌশল।
2. হাইপোথেটিকাল ব্রেকডাউন: "প্লাস্টিক হাউজিং"
ব্রেক-ইভেন পয়েন্ট কোথায় রয়েছে তা দেখতে একটি আদর্শ প্লাস্টিকের হাউজিং (আনুমানিক 4" x 4") এর জন্য একটি বাস্তব-বিশ্বের দৃশ্য দেখি।
| খরচ পরিবর্তনশীল | নরম টুলিং (Aluminum 7075) | হার্ড টুলিং (P20/H13 Steel) |
|---|---|---|
| টুলিং ইনভেস্টমেন্ট | $3,500 | $12,000 |
| অনুমান। টুল লাইফ | 5,000 শট | 250,000 শট |
| সাইকেল সময় | 20 সেকেন্ড (দ্রুত শীতল) | 35 সেকেন্ড (স্ট্যান্ডার্ড কুলিং) |
| অংশ মূল্য | $1.20 | $1.45 (নিম্ন ভলিউমে) / $0.85 (উচ্চ ভলিউমে) |
ব্রেক-ইভেন বিশ্লেষণ:
-
1,000 ইউনিটে:
- নরম টুলিং Total: $3,500 ($1.20 * 1,000) = $4,700
- হার্ড টুলিং Total: $12,000 ($1.45 * 1,000) = $13,450
- বিজয়ী: নরম টুলিং একটি ভূমিধসের দ্বারা।
-
20,000 ইউনিটে:
- নরম টুলিং Total: 4টি নতুন ছাঁচ ($14,000) যন্ত্রাংশের প্রয়োজন ($24,000) = $38,000
- হার্ড টুলিং Total: এক ছাঁচ ($12,000) যন্ত্রাংশ ($17,000 @ বাল্ক রেট) = $২৯,০০০
- বিজয়ী: হার্ড টুলিং .
পাঠ: "ক্রসওভার পয়েন্ট" সাধারণত এর মধ্যে ঘটে 5,000 এবং 10,000 ইউনিট . আপনি যদি এর বাইরে স্কেল করার পরিকল্পনা করেন তবে ব্যয়বহুল ইস্পাত সরঞ্জামটি সস্তা বিকল্প হয়ে ওঠে।
ইনজেকশন ছাঁচনির্মাণ টুলিংয়ের ভবিষ্যত প্রবণতা
প্রযুক্তির উন্নতির সাথে সাথে "অ্যালুমিনিয়াম বনাম ইস্পাত" এর মধ্যে বাইনারি পছন্দটি ঝাপসা হয়ে আসছে। 2025 এবং তার পরেও গেমটি কী পরিবর্তন করছে তা এখানে।
1. কনফর্মাল কুলিং ("অভ্যন্তরীণ শিরা")
ঐতিহ্যগতভাবে, কুলিং চ্যানেলগুলি স্টিলের মাধ্যমে সরল রেখায় ড্রিল করা হয়। এটি "হট স্পট" ছেড়ে যায় যেখানে ড্রিল পৌঁছাতে পারে না।
- উদ্ভাবন: ব্যবহার করে ডাইরেক্ট মেটাল লেজার সিন্টারিং (DMLS) (3D মেটাল প্রিন্টিং), ইঞ্জিনিয়াররা কুলিং চ্যানেল সহ একটি ইস্পাত ছাঁচ প্রিন্ট করতে পারে যা বক্ররেখা এবং মোচড় দেয় ভিতরে ছাঁচ প্রাচীর, পুরোপুরি অংশ আকৃতি অনুসরণ.
- সুবিধা: এই দ্বারা চক্র সময় হ্রাস 20% থেকে 40% এবং virtually eliminates warping.
2. হাইব্রিড টুলিং
ডিজাইনাররা ক্রমবর্ধমান ব্যবহার করছেন হাইব্রিড ছাঁচ . তারা স্থায়িত্বের জন্য একটি আদর্শ মেশিনযুক্ত ইস্পাত বেস ব্যবহার করে কিন্তু জটিল বৈশিষ্ট্যগুলির জন্য 3D-প্রিন্টেড ইস্পাত সন্নিবেশ ব্যবহার করে যা একটি CNC কাটার দিয়ে মেশিনে অসম্ভব। এটি ঐতিহ্যগত টুলিংয়ের স্থায়িত্বের সাথে AM (অ্যাডিটিভ ম্যানুফ্যাকচারিং) এর নির্ভুলতাকে মিশ্রিত করে।
3. স্মার্ট মোল্ডস (ইন্ডাস্ট্রি 4.0)
হাই-এন্ড হার্ড টুলিং এখন এমবেডেড পাইজোইলেকট্রিক সেন্সর দিয়ে সজ্জিত করা হচ্ছে। এই সেন্সরগুলি রিয়েল-টাইমে গহ্বরের অভ্যন্তরে চাপ এবং তাপমাত্রা নিরীক্ষণ করে, স্বয়ংক্রিয়ভাবে ইনজেকশন ছাঁচনির্মাণ মেশিনকে সামঞ্জস্য করে ত্রুটিগুলি হওয়ার আগে প্রতিরোধ করে।
উপসংহার
সফ্ট এবং হার্ড টুলিংয়ের মধ্যে নির্বাচন করা "ভাল বনাম খারাপ" সম্পর্কে নয় - এটি সম্পর্কে ঝুঁকি ব্যবস্থাপনা .
- নরম টুলিং (অ্যালুমিনিয়াম) চয়ন করুন যদি: আপনি প্রোটোটাইপিং পর্যায়ে আছেন, 2 সপ্তাহের কম সময়ের মধ্যে যন্ত্রাংশ প্রয়োজন, $5k এর নিচে একটি কঠোর বাজেট আছে, অথবা আপনার মোট বাজারের চাহিদা অনিশ্চিত। এটি চটপটে, কম ঝুঁকিপূর্ণ প্রবেশ বিন্দু।
- হার্ড টুলিং (ইস্পাত) চয়ন করুন যদি: আপনার একটি বৈধ নকশা আছে, অপটিক্যাল-গ্রেড ফিনিশের প্রয়োজন, ঘষিয়া তুলিয়া ফেলিতে সক্ষম কাচ-ভর্তি উপকরণগুলি ঢালাই করিতেছেন, বা কয়েক হাজার ইউনিট সরবরাহের নিশ্চয়তা দিতে হবে। এটি স্থিতিশীলতা এবং মানের বিনিয়োগ।
চূড়ান্ত সুপারিশ:
আপনি যদি অনিশ্চিত হন, আপনার ম্যানুফ্যাকচারিং পার্টনারকে একটি সম্পর্কে জিজ্ঞাসা করুন "ব্রিজ টুলিং" কৌশল দ্রুত বাজারে পেতে একটি কম দামের অ্যালুমিনিয়াম টুল দিয়ে শুরু করুন। স্থায়ী P20 ইস্পাত ছাঁচ নির্মাণের জন্য তহবিলের জন্য সেই প্রথম 5,000টি অংশ থেকে আয় ব্যবহার করুন। এটি আপনাকে হার্ড টুলিংয়ের চূড়ান্ত দীর্ঘায়ু সহ নরম টুলিংয়ের গতি দেয়।
প্রায়শই জিজ্ঞাসিত প্রশ্ন (FAQ)
প্রশ্ন: আমি কি পরে একটি সফট টুলকে হার্ড টুলে রূপান্তর করতে পারি?
ক: না। আপনি একটি অ্যালুমিনিয়ামের ছাঁচকে স্টিলে "কঠিন" করতে পারবেন না। যাইহোক, যদি আপনি একটি MUD (মাস্টার ইউনিট ডাই) সিস্টেম ব্যবহার করেন, তাহলে আপনি মূল ছাঁচের বেস ফ্রেমটি রেখে স্টিলের জন্য অ্যালুমিনিয়াম কোর/ক্যাভিটি ইনসার্টগুলি অদলবদল করতে পারেন, যা অর্থ সাশ্রয় করে।
প্রশ্ন: সফট টুলিং কি হার্ড টুলিংয়ের চেয়ে সস্তা?
ক: সাধারণত, হ্যাঁ। নরম টুলিং সাধারণত 30-50% সস্তা হয়। যাইহোক, যদি আপনার উৎপাদনের পরিমাণ 10,000 ইউনিটের বেশি হয়, তাহলে জীর্ণ-আউট নরম ছাঁচ প্রতিস্থাপনের খরচ শেষ পর্যন্ত একটি টেকসই শক্ত ছাঁচে বিনিয়োগ করার চেয়ে এটিকে আরও ব্যয়বহুল করে তুলবে।
প্রশ্ন: আমি কি গ্লাস-ভরা নাইলনের জন্য নরম টুলিং ব্যবহার করতে পারি?
ক: এটা সুপারিশ করা হয় না. গ্লাস ফাইবারগুলি ঘষিয়া তুলিয়া ফেলিতে সক্ষম এবং একটি অ্যালুমিনিয়াম ছাঁচের বিশদগুলি খুব দ্রুত মুছে ফেলবে। ঘষিয়া তুলিয়া ফেলিতে সক্ষম উপকরণের জন্য যদি আপনাকে অবশ্যই নরম টুলিং ব্যবহার করতে হয়, তবে একটি খুব সংক্ষিপ্ত টুল লাইফ আশা করুন (প্রায়ই 500 অংশের কম)।
প্রশ্ন: সীসা সময়ের পার্থক্য কি?
ক: নরম টুলিং প্রায়শই মেশিন করা যায় এবং 1-2 সপ্তাহের মধ্যে প্রথম শট (T1) এর জন্য প্রস্তুত হতে পারে। তাপ চিকিত্সা, ইডিএম (ইলেক্ট্রিক্যাল ডিসচার্জ মেশিনিং) এবং পলিশিং সময়ের কারণে হার্ড টুলিংয়ের জন্য সাধারণত 4-8 সপ্তাহ লাগে।
প্রশ্ন: টুলিং উপাদান প্লাস্টিকের অংশ গুণমান প্রভাবিত করে?
ক: মাত্রার পরিপ্রেক্ষিতে, না—উভয়ই সঠিক অংশ তৈরি করতে পারে। যাইহোক, ফিনিশের ক্ষেত্রে, হাই-গ্লস, অপটিক্যাল-ক্লিয়ার ফিনিশের জন্য হার্ড টুলিং প্রয়োজন। নরম টুলিং ম্যাট বা টেক্সচার্ড ফিনিশের জন্য আরও উপযুক্ত।
মূল শর্তাবলীর শব্দকোষ
- গহ্বর: ছাঁচের অবতল দিক যা অংশের বাইরের পৃষ্ঠকে গঠন করে (প্রায়ই "এ-সাইড" বলা হয়)।
- মূল: ছাঁচের উত্তল দিক যা অভ্যন্তরীণ পৃষ্ঠ এবং কাঠামোগত বিবরণ গঠন করে (প্রায়ই "বি-সাইড" বলা হয়)।
- ইডিএম (ইলেক্ট্রিক্যাল ডিসচার্জ মেশিনিং): হার্ড টুলিংয়ে ব্যবহৃত একটি প্রক্রিয়া যেখানে একটি চার্জযুক্ত ইলেক্ট্রোড একটি আকৃতিকে শক্ত ইস্পাত তৈরি করে যা ঐতিহ্যগত ড্রিল দ্বারা কাটা যায় না।
- ফ্ল্যাশ: ত্রুটি যেখানে ছাঁচ বিভাজন লাইন থেকে অতিরিক্ত প্লাস্টিক লিক আউট. এটি প্রায়শই ঘটতে থাকে কারণ নরম টুলিং পরিধান করা শুরু করে।
- তাপ চিকিত্সা: ইস্পাত গরম এবং ঠান্ডা করার প্রক্রিয়া তার শারীরিক বৈশিষ্ট্য পরিবর্তন করে, এটিকে আরও শক্ত এবং টেকসই করে (হার্ড টুলিংয়ের জন্য অপরিহার্য)।
- শট: ইনজেকশন ছাঁচনির্মাণ মেশিনের একটি একক চক্র।
- T1: "পরীক্ষা 1" নমুনা - নকশা যাচাই করার জন্য একটি নতুন ছাঁচ দ্বারা উত্পাদিত একেবারে প্রথম অংশ৷

