
ভূমিকা: শুধু একটি "নরম স্পর্শ" এর চেয়েও বেশি কিছু
শেষবার আপনি একটি উচ্চ-মানের পাওয়ার টুল বা একটি প্রিমিয়াম টুথব্রাশ তুলেছেন সে সম্পর্কে চিন্তা করুন। আপনি সম্ভবত নীচে একটি শক্ত, মজবুত প্লাস্টিকের কাঠামো অনুভব করেছেন, তবে আপনার হাত একটি নরম, গ্রিপি রাবারের পৃষ্ঠে বিশ্রাম নিচ্ছে। দুটি পৃথক অংশ একসাথে আঠালো বলে মনে হয়নি; এটি একটি একক, একীভূত বস্তুর মতো অনুভূত হয়েছিল।
যে ক্ষমতা ওভারmolding .
কাস্টম উত্পাদনের জগতে, আমরা প্রায়শই স্থায়িত্ব এবং আরামের মধ্যে বা কার্যকারিতা এবং নান্দনিকতার মধ্যে বেছে নিতে বাধ্য হই। ওভারমোল্ডিং সেই পছন্দটি সরিয়ে দেয়। এটি ডিজাইনারদের একটি একক অংশে একাধিক উপকরণ একত্রিত করতে দেয়, একটি শক্ত প্লাস্টিকের কাঠামোগত অখণ্ডতাকে একটি নরম ইলাস্টোমারের স্পর্শকাতর সুবিধার সাথে একত্রিত করে।
তবে ওভারমোল্ডিং কেবল জিনিসগুলিকে সুন্দর মনে করার জন্য নয়। প্রকৌশলী এবং B2B ক্রেতাদের জন্য, এটি একটি কৌশলগত উত্পাদন সিদ্ধান্তের প্রতিনিধিত্ব করে যা সমাবেশ লাইনকে সরল করতে পারে, আর্দ্রতা বন্ধ করতে পারে এবং কম্পন শোষণ করতে পারে - প্রায়শই মোট উৎপাদন খরচ কমিয়ে দেয়।
ওভারমোল্ডিং কি?
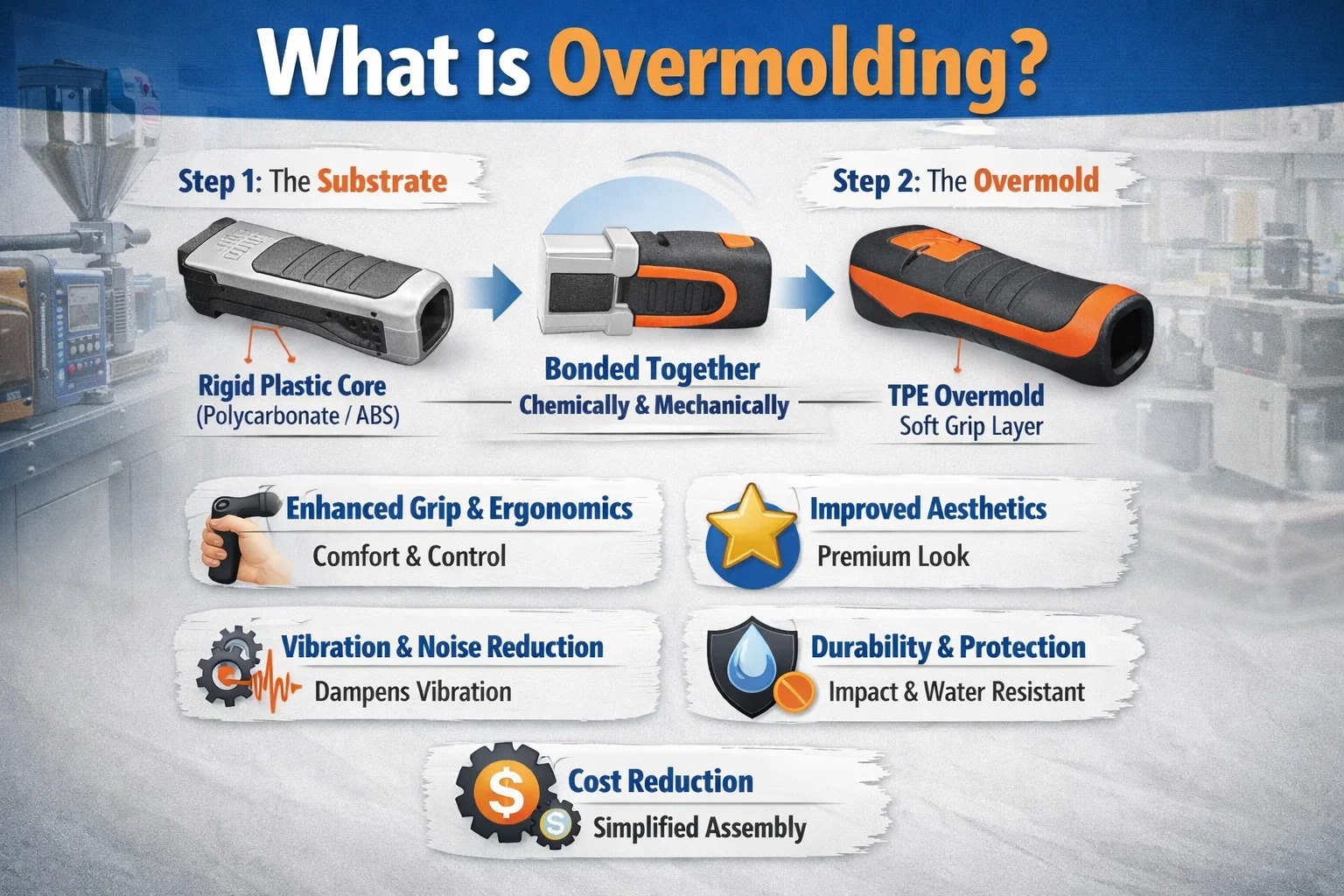
এর মূল অংশে, ওভারমোল্ডিং হল একটি ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া যেখানে একটি উপাদান (সাধারণত একটি নরম রাবার বা থার্মোপ্লাস্টিক ইলাস্টোমার) সরাসরি একটি দ্বিতীয় উপাদানে (সাধারণত একটি কঠোর প্লাস্টিক) ঢালাই করা হয়।
এটি একটি দ্বি-পদক্ষেপ সম্পর্ক হিসাবে চিন্তা করা সহায়ক:
- সাবস্ট্রেট: এই বেস অংশ. এটি সাধারণত পলিকার্বোনেট বা ABS এর মতো একটি কঠোর প্লাস্টিক যা "কঙ্কাল" বা কাঠামো প্রদান করে।
- ওভারমোল্ড: এই উপাদান ঢালাই হয় over স্তর এটি "ত্বক" হিসাবে কাজ করে, গ্রিপ, রঙ বা সুরক্ষা প্রদান করে।
সাধারণ সমাবেশের বিপরীতে যেখানে আপনি একটি প্লাস্টিকের বাক্সে রাবারের বাম্পার স্ক্রু করতে পারেন, ওভারমোল্ডিং একটি স্থায়ী বন্ধন তৈরি করে। এই বন্ধনটি হয় রাসায়নিকভাবে অর্জন করা হয় (আণবিক স্তরে উপাদানগুলি একত্রে গলে যায়) বা যান্ত্রিকভাবে (ওভারমোল্ডটি আন্ডারকাট এবং গর্তে প্রবাহিত হয় যাতে নিজেকে আটকে রাখা যায়)।
ওভারমোল্ডিংয়ের সুবিধা
কেন একটি দুই শট ছাঁচ ডিজাইন বা দুটি ভিন্ন উপকরণ পরিচালনার ঝামেলার মধ্য দিয়ে যেতে হবে? কারণ পণ্যের মূল্য অনেক বেশি। এখানে কেন নির্মাতারা তাদের কাস্টম অংশগুলির জন্য ওভারমোল্ডিং বেছে নেয়:
1. উন্নত গ্রিপ এবং Ergonomics
এটি সবচেয়ে দৃশ্যমান সুবিধা। আপনি যদি একটি হ্যান্ডহেল্ড ডিভাইস ডিজাইন করেন—সেটি অস্ত্রোপচারের যন্ত্র হোক বা বারকোড স্ক্যানার হোক—ব্যবহারকারীর ক্লান্তি একটি আসল সমস্যা। একটি শক্ত প্লাস্টিকের হাতল ভেজা বা ঘামে পিচ্ছিল হয়ে যায়। একটি TPE (থার্মোপ্লাস্টিক ইলাস্টোমার) স্তরকে ওভারমোল্ড করা ঘর্ষণ এবং কোমলতা যোগ করে, পণ্যটিকে নিরাপদ এবং দীর্ঘ সময়ের জন্য ধরে রাখতে আরও আরামদায়ক করে তোলে।
2. উন্নত নান্দনিকতা এবং ব্র্যান্ডিং
আসুন সৎ হোন: দেখতে ব্যাপার। একটি সাধারণ ধূসর প্লাস্টিকের ঘেরটি কার্যকরী দেখায়, তবে এটি "প্রিমিয়াম" বলে চিৎকার করে না। ওভারমোল্ডিং আপনাকে বিপরীত রং এবং টেক্সচার ব্যবহার করতে দেয়। আপনি ব্র্যান্ডের রং হাইলাইট করতে বা টাচপয়েন্ট নির্দেশ করতে একটি কালো আবরণে একটি উজ্জ্বল কমলা রাবার বাম্পার যোগ করতে পারেন। এটি পণ্যটিকে একটি সমাপ্ত, উচ্চ-শেষের চেহারা দেয় যা শেলফে দাঁড়িয়ে থাকে।
3. কম্পন এবং শব্দ হ্রাস
শিল্প অ্যাপ্লিকেশন বা স্বয়ংচালিত অভ্যন্তরীণ, র্যাটলিং অংশগুলি নিম্নমানের একটি চিহ্ন। একটি নরম ওভারমোল্ডেড স্তর অন্তর্নির্মিত শক শোষক হিসাবে কাজ করতে পারে। এটি মোটর থেকে কম্পনকে স্যাঁতসেঁতে করে এবং প্লাস্টিক-অন-প্লাস্টিকের শব্দ প্রতিরোধ করে, সূক্ষ্ম অভ্যন্তরীণ ইলেকট্রনিক্সকে শক ক্ষতি থেকে রক্ষা করে।
4. বর্ধিত স্থায়িত্ব এবং সুরক্ষা
ওভারমোল্ডিং কার্যকরভাবে একটি সীল তৈরি করে। বোতাম বা সিমের উপর একটি নরম উপাদান ঢালাই করে, আপনি আলাদা ও-রিং বা গ্যাসকেটের প্রয়োজন ছাড়াই একটি ডিভাইসকে জল-প্রতিরোধী বা ধুলো-প্রমাণ করতে পারেন। এটি প্রভাব প্রতিরোধের প্রদান করে; যদি একটি ডিভাইস বাদ দেওয়া হয়, নরম ওভারমোল্ড প্রভাবের শক্তি শোষণ করে, কঠোর কোরটিকে ক্র্যাকিং থেকে রক্ষা করে।
5. সমাবেশ সরলীকরণ মাধ্যমে খরচ হ্রাস
এটি বিপরীতমুখী বলে মনে হতে পারে - ওভারমোল্ডিংয়ের জন্য কি আরও ব্যয়বহুল টুলিংয়ের প্রয়োজন হয় না? প্রাথমিকভাবে, হ্যাঁ। যাইহোক, ওভারমোল্ডিং সেকেন্ডারি সমাবেশের ধাপগুলিকে বাদ দেয়। একটি হ্যান্ডেল বা একটি গ্যাসকেটের স্ক্রুতে একটি গ্রিপ আঠালো করার জন্য আপনাকে কোনও কর্মীকে অর্থ প্রদান করতে হবে না। এই বৈশিষ্ট্যগুলিকে ছাঁচনির্মাণ প্রক্রিয়ার মধ্যেই একীভূত করার মাধ্যমে, আপনি শ্রমের খরচ কমিয়ে আনেন, আঠালো (যা অগোছালো এবং ব্যর্থ হতে পারে) এর প্রয়োজনীয়তা দূর করেন এবং সামগ্রিক উৎপাদনের সময়কে দ্রুততর করেন।
যেখানে আপনি ওভারমোল্ডিং দেখতে পাবেন
একবার আপনি ওভারমোল্ডিংয়ের সন্ধান শুরু করলে, আপনি বুঝতে পারবেন এটি সর্বত্র রয়েছে। বিভিন্ন শিল্প এটিকে বিভিন্ন কারণে ব্যবহার করে, তবে লক্ষ্য সর্বদা ব্যবহারকারীর অভিজ্ঞতা উন্নত করা।
- মোটরগাড়ি শিল্প: এটি "প্রিমিয়াম অনুভূতি" এবং শব্দ হ্রাস সম্পর্কে। আপনার ড্যাশবোর্ডে সেই নরম-টাচ নব? এটা overmolding. এটি প্লাস্টিকের সস্তা, ফাঁপা শব্দ দূর করে এবং একটি স্পর্শকাতর গ্রিপ প্রদান করে যা বিলাসবহুল বোধ করে।
- মেডিকেল ডিভাইস: এখানে, ফর্মের উপর ফাংশন নিয়ম। শল্যচিকিৎসকদের এমন যন্ত্র প্রয়োজন যা ভেজা অবস্থায় পিছলে যাবে না। অধিকন্তু, ওভারমোল্ডিং ফাটলগুলিকে দূর করে যেখানে ব্যাকটেরিয়া লুকিয়ে রাখতে পারে, জীবাণুমুক্তকরণকে অনেক সহজ এবং আরও কার্যকর করে তোলে।
- ভোক্তা ইলেকট্রনিক্স: আপনার স্মার্টফোন কেস বা একটি জলরোধী ব্লুটুথ স্পিকার চিন্তা করুন. ওভারমোল্ডিং এক ফোঁটা বেঁচে থাকার জন্য প্রয়োজনীয় প্রভাব সুরক্ষা প্রদান করে এবং জল বাইরে রাখার জন্য প্রয়োজনীয় সিলগুলি সরবরাহ করে।
- শিল্প সরঞ্জাম: পাওয়ার ড্রিল এবং হাতুড়ি একটি প্রহার গ্রহণ. ওভারমোল্ডিং টুলের মোটর হাউজিংকে রক্ষা করতে এবং শ্রমিকের হাতে কম্পন স্থানান্তর কমাতে প্রভাব-প্রতিরোধী উপকরণ ব্যবহার করে, দীর্ঘ শিফটে আঘাত প্রতিরোধ করে।
ওভারমোল্ডিং উপকরণ: বন্ডের রসায়ন
এখানেই রাবার - বেশ আক্ষরিক অর্থেই - রাস্তার সাথে মিলিত হয়৷
আপনি নিখুঁত জ্যামিতি দিয়ে একটি সুন্দর অংশ ডিজাইন করতে পারেন, কিন্তু আপনি যদি রাসায়নিকভাবে সামঞ্জস্যপূর্ণ নয় এমন উপাদান নির্বাচন করেন, তাহলে ওভারমোল্ডটি স্টিকারের মতো খোসা ছাড়বে। সফল ওভারমোল্ডিং একটি রসায়ন পরীক্ষা। আপনার সাবস্ট্রেট (অনমনীয় অংশ) এবং ওভারমোল্ড (নরম অংশ) একসাথে লেগে থাকতে হবে।
এখানে গেমের সবচেয়ে সাধারণ খেলোয়াড় রয়েছে:
1. থার্মোপ্লাস্টিক (সবচেয়ে সাধারণ পছন্দ)
বেশিরভাগ কাস্টম অংশগুলির জন্য, আপনি থার্মোপ্লাস্টিক ইলাস্টোমারস (টিপিই) বা থার্মোপ্লাস্টিক পলিউরেথেনস (টিপিইউ) নিয়ে কাজ করবেন।
- TPE (থার্মোপ্লাস্টিক ইলাস্টোমার): এই শিল্প কর্মঘোড়া. এটি বহুমুখী, রঙ করা সহজ এবং স্পর্শে নরম বোধ করে। এটি পলিকার্বোনেট (পিসি) এবং ABS এর মতো সাধারণ প্লাস্টিকের সাথে ব্যতিক্রমীভাবে ভালভাবে বন্ধন করে। আপনি যদি একটি টুথব্রাশ গ্রিপ বা একটি নরম হাতল তৈরি করেন, TPE সম্ভবত আপনার সেরা বাজি।
- TPU (থার্মোপ্লাস্টিক পলিউরেথেন): TPE যদি "নরম আরামদায়ক" পছন্দ হয়, তাহলে TPU হল "কঠিন লোক"। এটি ঘর্ষণ, স্ক্র্যাচ এবং রাসায়নিকের অবিশ্বাস্য প্রতিরোধের প্রস্তাব দেয়। আপনি প্রায়শই ইলেকট্রনিক্স কেস বা ইন্ডাস্ট্রিয়াল গিয়ারের নীচে ব্যবহৃত TPU দেখতে পাবেন যা রুক্ষ পৃষ্ঠ জুড়ে টেনে নিয়ে যায়।
- TPV (থার্মোপ্লাস্টিক ভালকানিজেট): এই উপাদানটি প্রকৃত রাবারের কাছাকাছি। এটির চমৎকার তাপ প্রতিরোধের এবং আবহাওয়ার প্রতিরোধ ক্ষমতা রয়েছে, এটিকে হুডের নিচের স্বয়ংচালিত যন্ত্রাংশ বা বহিরঙ্গন সিলের জন্য নিখুঁত করে তোলে।
2. থার্মোসেট (রাবার এবং সিলিকন)
কখনও কখনও, থার্মোপ্লাস্টিক যথেষ্ট নয়। আপনার সিলিকন (LSR) বা প্রাকৃতিক রাবারের চরম তাপ প্রতিরোধ বা জৈব সামঞ্জস্যের প্রয়োজন হতে পারে।
- তরল সিলিকন রাবার (LSR): মেডিকেল ইমপ্লান্ট এবং উচ্চ-তাপ রান্নার পাত্রের জন্য LSR হল সোনার মান। যাইহোক, এটা চতুর. যেহেতু সিলিকন নিরাময় করে (ক্রস-লিঙ্কগুলি) কেবল গলে যাওয়ার পরিবর্তে, এটি স্বাভাবিকভাবেই অনেক প্লাস্টিকের সাথে বন্ধন করতে চায় না। ওভারমোল্ডিং সিলিকনকে যথাস্থানে ধরে রাখতে সাধারণত বিশেষায়িত "সেলফ-বন্ডিং" গ্রেড বা যান্ত্রিক ইন্টারলক (গর্ত এবং অ্যাঙ্কর) প্রয়োজন হয়।
কিভাবে সঠিক উপাদান নির্বাচন করুন
যখন আমাদের ক্লায়েন্টরা আমাদের কাছে একটি প্রকল্প নিয়ে আসে, তখন আমরা উপাদান তালিকাটি সংকুচিত করার জন্য চারটি প্রশ্ন জিজ্ঞাসা করে শুরু করি:
1. সাবস্ট্রেট কি?
এটি সবচেয়ে জটিল সীমাবদ্ধতা। যদি আপনার বেস অংশ নাইলন হয়, তাহলে আপনাকে নাইলনের সাথে বন্ধনের জন্য বিশেষভাবে তৈরি করা একটি TPE প্রয়োজন। আপনার বেস অংশ পলিপ্রোপিলিন হলে, আপনার একটি ভিন্ন TPE প্রয়োজন। আমরা প্রায়ই বলি, "লাইক লাইক লাইক।" মেরু উপাদান অন্যান্য মেরু পদার্থের সাথে সবচেয়ে ভাল বন্ধন।
2. পরিবেশ কি?
এই অংশটি কি শীতাতপ নিয়ন্ত্রিত অফিসের ভিতরে ব্যবহার করা হবে, নাকি এটি একটি ইঞ্জিন ব্লকে বোল্ট করা হবে? যদি এটিকে উচ্চ UV এক্সপোজার (বাইরে) বা তেল এবং গ্রীস (অটোমোটিভ) সহ্য করার প্রয়োজন হয়, তাহলে স্ট্যান্ডার্ড TPE ক্ষয় হতে পারে। এই ক্ষেত্রে, আপনি TPV বা TPU-তে যেতে পারেন।
3. কতটা নরম মনে হওয়া উচিত?
আমরা ব্যবহার করে কঠোরতা পরিমাপ তীরে এ স্কেল
- তীরে 30A-40ক: খুব নরম, জেলের মতো (জেল জুতার ইনসোলের মতো)।
- শোর 60A-70ক: দৃঢ় কিন্তু নমনীয় (গাড়ির টায়ার বা জুতার হিলের মতো)।
- শোর 90ক: কঠিন, খুব কমই দেওয়া (যেমন শপিং কার্টের চাকা)।
বেশিরভাগ হাতের গ্রিপ 50A–70A রেঞ্জে আরামে বসে থাকে।
4. ঘর্ষণ এবং হ্যাপটিক্স
আপনি কি গ্রিপটিকে "আঠালো" (উচ্চ ঘর্ষণ) বা "রেশমী" (নিম্ন ঘর্ষণ) অনুভব করতে চান? একটি উচ্চ-ঘর্ষণ গ্রিপ একটি হাতুড়ির জন্য দুর্দান্ত, তবে এমন একটি ডিভাইসের জন্য ভয়ঙ্কর যা সহজেই পকেটে স্লাইড করতে হবে।
বন্ধন সামঞ্জস্য উপর একটি নোট
আপনি যদি এই বিভাগ থেকে অন্য কিছু না নিয়ে থাকেন তবে এটি মনে রাখবেন: রাসায়নিক আনুগত্য রাজা।
যদিও আমরা যান্ত্রিক লক ডিজাইন করতে পারি (ডিজাইন বিভাগে এটি সম্পর্কে আরও), সত্যিকারের রাসায়নিক বন্ধন সবচেয়ে শক্তিশালী অংশ তৈরি করে।
- সেরা বন্ধু: ABS এবং Polycarbonate সাধারণত TPE এবং TPU এর সাথে খুব ভালোভাবে বন্ধন করে।
- কঠিন সম্পর্ক: নাইলন (PA) এবং POM (Acetal) এর সাথে বন্ধন করা কুখ্যাতভাবে কঠিন। আনুগত্য অর্জনের জন্য তাদের প্রায়শই ওভারমোল্ড উপাদানের বিশেষ, আরও ব্যয়বহুল গ্রেডের প্রয়োজন হয়।
ওভারমোল্ডিং প্রক্রিয়া: কাজটি সম্পন্ন করার দুটি উপায়
আপনি যখন কোনো অংশকে ওভারমোল্ড করার সিদ্ধান্ত নেন, আপনাকে একটি উত্পাদন পদ্ধতি বেছে নিতে হবে। এই পছন্দ সাধারণত আপনার বাজেট এবং আপনার উত্পাদন ভলিউম নিচে আসে.
ওভারমোল্ডিং অর্জন করার জন্য সাধারণত দুটি উপায় রয়েছে:
1. ছাঁচনির্মাণ সন্নিবেশ করান (নমনীয় পছন্দ)
ছাঁচনির্মাণ ঢোকান কম উৎপাদন ভলিউম বা যখন ধাতু অংশ সম্মুখের overmolding জন্য সবচেয়ে সাধারণ পদ্ধতি.
এটি কিভাবে কাজ করে:
- সাবস্ট্রেট (অনমনীয় অংশ) প্রথমে একটি পৃথক মেশিনে ঢালাই করা হয়।
- একজন কর্মী (বা একটি রোবট) সেই সমাপ্ত শক্ত অংশটি নেয় এবং এটিকে হাত দিয়ে একটিতে রাখে দ্বিতীয় ছাঁচ গহ্বর।
- মেশিনটি বন্ধ হয়ে যায়, এবং নরম TPE অনমনীয় অংশের উপর ইনজেকশন দেওয়া হয়।
সুবিধা: কম টুলিং খরচ (আপনি স্ট্যান্ডার্ড মেশিন ব্যবহার করেন)।
অসুবিধা: উচ্চ শ্রম খরচ (কাউকে অংশ সরাতে হবে) এবং ধীর চক্র সময়।
2. টু-শট (2K) ছাঁচনির্মাণ (হাই-স্পিড চয়েস)
আপনি যদি লক্ষ লক্ষ টুথব্রাশ বা ডিসপোজেবল রেজার তৈরি করেন, তাহলে আপনি এইভাবে করবেন। টু-শট ছাঁচনির্মাণের জন্য দুটি ইনজেকশন ইউনিট সহ একটি বিশেষ মেশিন প্রয়োজন।
এটি কিভাবে কাজ করে:
- যন্ত্রটি সাবস্ট্রেট গঠনের জন্য অনমনীয় প্লাস্টিককে ইনজেকশন দেয়।
- ছাঁচটি একটি স্থান তৈরি করে-সাধারণত 180 ডিগ্রি ঘুরিয়ে বা একটি স্লাইডিং স্টিল কোর ব্যবহার করে-এবং অবিলম্বে একই টুলে দ্বিতীয় উপাদান (TPE) ইনজেক্ট করে।
- অংশ সম্পূর্ণ সমাপ্ত আউট আসে.
সুবিধা: অবিশ্বাস্যভাবে দ্রুত, সুনির্দিষ্ট, এবং সামঞ্জস্যপূর্ণ গুণমান। কোন ম্যানুয়াল হ্যান্ডলিং মানে কম দূষণ।
অসুবিধা: টুলিং ব্যয়বহুল। আপনি একটি জটিল, ঘূর্ণায়মান ছাঁচ এবং একটি বিশেষ মেশিনের জন্য অর্থ প্রদান করছেন।
নকশা বিবেচনা: কিভাবে একটি জগাখিচুড়ি এড়াতে
ওভারমোল্ডিংয়ের জন্য ডিজাইন করা স্ট্যান্ডার্ড ইনজেকশন ছাঁচনির্মাণের চেয়ে জটিল। আপনি শুধুমাত্র একটি উপাদানের প্রবাহ পরিচালনা করছেন না; আপনি বিভিন্ন তাপীয় বৈশিষ্ট্য সহ দুটি উপকরণের মিথস্ক্রিয়া পরিচালনা করছেন।
আমাদের ইঞ্জিনিয়ারিং ক্লায়েন্টদের ডিজাইন তৈরি করা যায় কিনা তা নিশ্চিত করতে আমরা এখানে "গোল্ডেন রুলস" দিই।
1. প্রাচীর বেধ সমালোচনামূলক
স্ট্যান্ডার্ড ছাঁচনির্মাণের মতোই, সামঞ্জস্যতা গুরুত্বপূর্ণ। যদি আপনার TPE স্তরটি খুব পুরু হয় তবে এটি ঠান্ডা হওয়ার সাথে সাথে এটি উল্লেখযোগ্যভাবে সঙ্কুচিত হবে। যেহেতু নীচে অনমনীয় স্তর হবে না যতটা সঙ্কুচিত হয়, এর ফলে পুরো অংশটি মোটা বা নম হয়ে যায়।
- নিয়ম: TPE প্রাচীর বেধ অভিন্ন রাখুন. আমরা সাধারণত মধ্যে একটি TPE বেধ সুপারিশ 0.5 মিমি এবং 3.0 মিমি . মোটা যেকোনো কিছু সিঙ্কের চিহ্ন এবং ওয়ার্পিংকে আমন্ত্রণ জানায়।
2. মেকানিক্যাল ইন্টারলক ব্যবহার করুন ("বেল্ট এবং সাসপেন্ডার" পদ্ধতি)
এমনকি আপনার উপকরণ রাসায়নিকভাবে সামঞ্জস্যপূর্ণ হলেও, আমরা সবসময় ডিজাইন করার পরামর্শ দিই যান্ত্রিক ইন্টারলক . এটি একটি শারীরিক বৈশিষ্ট্য যা ওভারমোল্ড উপাদানটিকে আটকে রাখে যাতে এটি খোসা ছাড়তে পারে না।
এটাকে শার্টের বোতাম লাগানোর মত মনে করুন। রাসায়নিক আনুগত্য ফ্যাব্রিক হয়; ইন্টারলক হল বোতাম।
- গর্ত: আপনি যদি সাবস্ট্রেটে গর্ত ডিজাইন করেন, তাহলে TPE অন্য দিকে প্রবাহিত হয়, মূলত নিজেকে লক করার জন্য "মাশরুমিং" হয়।
- আন্ডারকাট: TPE প্রবাহিত যে অনমনীয় অংশে একটি ডোভেটেল বা খাঁজ তৈরি করুন।
- মোড়ক: টিপিইকে কেবল অংশের প্রান্তের চারপাশে পিছনের দিকে মোড়ানো একটি শারীরিক অ্যাঙ্কর তৈরি করে।
3. "শাট-অফ" পরিচালনা করুন
"শাট-অফ" হল আপনার অংশের সেই লাইন যেখানে নরম উপাদান থেমে যায় এবং শক্ত প্লাস্টিক শুরু হয়। এটি ত্রুটির জন্য সবচেয়ে সাধারণ জায়গা।
- যদি স্টিলের টুলটি সাবস্ট্রেটের উপর যথেষ্ট জোরে চাপ না দেয়, তাহলে উচ্চ-চাপের TPE লাইনের উপর দিয়ে চলে যাবে, কুৎসিত "ফ্ল্যাশ" তৈরি করবে।
- ডিজাইন টিপ: শাট-অফ লাইনে একটি খাঁজ বা একটি ধাপ ডিজাইন করুন। এটি একটি খাস্তা, পরিচ্ছন্ন রূপান্তর তৈরি করে এবং ফ্ল্যাশিং প্রতিরোধ করতে প্লাস্টিকের বিরুদ্ধে শক্তভাবে ইস্পাত টুলকে সিল করতে সহায়তা করে।
4. প্রান্ত পালক করবেন না
শূন্য বেধে (একটি "পালকের প্রান্ত") টেপার করার জন্য TPE লেয়ার ডিজাইন করা এড়িয়ে চলুন। পাতলা রাবার দুর্বল। এটি প্রায় অবিলম্বে খোসা ছাড়বে, কুঁচকে যাবে এবং ছিঁড়ে যাবে।
- সংশোধন: সর্বদা TPE স্তরটি হঠাৎ খাঁজে শেষ করুন বা প্রাচীর দিয়ে ফ্লাশ করুন। উপাদানটিকে প্রান্ত পর্যন্ত যথেষ্ট বেধ (কমপক্ষে 0.5 মিমি) দিন যাতে এটির কাঠামোগত অখণ্ডতা থাকে।
সমস্যা সমাধান: যখন জিনিসগুলি ভুল হয়
এমনকি পাকা প্রকৌশলীরাও ওভারমোল্ডিং নিয়ে সমস্যায় পড়েন। যেহেতু আপনি দুটি ভিন্ন উপকরণ এবং তাপীয় গতিবিদ্যার সাথে কুস্তি করছেন, ত্রুটির জন্য মার্জিন স্ট্যান্ডার্ড ছাঁচনির্মাণের তুলনায় ছোট। এখানে তিনটি সবচেয়ে সাধারণ ত্রুটি রয়েছে যা আমরা দেখি এবং কীভাবে সেগুলি ঠিক করা যায়৷
1. ডিলামিনেশন (খোসা ছাড়ানো)
উপসর্গ: নরম ওভারমোল্ড স্টিকারের মতো শক্ত সাবস্ট্রেট থেকে খোসা ছাড়ে।
কারণ: এটি প্রায় সবসময় একটি রাসায়নিক অসঙ্গতি বা একটি "ঠান্ডা স্তর"। নরম উপাদানটি আঘাত করার আগে যদি শক্ত অংশটি খুব বেশি ঠান্ডা হয়ে যায় তবে আণবিক বন্ধন তৈরি হবে না।
সংশোধন:
- সামঞ্জস্য পরীক্ষা করুন: আপনি একটি বন্ধন এজেন্ট ছাড়া নাইলনের সাথে TPE বন্ড করার চেষ্টা করছেন?
- সাবস্ট্রেটটি আগে থেকে গরম করুন: সন্নিবেশ ছাঁচনির্মাণে, আমরা প্রায়শই ছাঁচে রাখার আগে একটি ওভেনে শক্ত অংশগুলিকে প্রিহিট করি। এটি দুটি উপাদানকে আরও ভালভাবে ফিউজ করতে সহায়তা করে।
2. ফ্ল্যাশ (দ্য মেসি এজ)
উপসর্গ: অতিরিক্ত পাতলা উপাদান উদ্দিষ্ট নকশা লাইন অতীত আউট squirting.
কারণ: TPE প্রায়ই খুব তরল (কম সান্দ্রতা)। যদি স্টিলের টুলটি অনমনীয় সাবস্ট্রেটের বিরুদ্ধে পুরোপুরি বন্ধ না হয়, তাহলে TPE পালিয়ে যাবে।
সংশোধন: আপনি একটি "ক্রাশ" ফিট প্রয়োজন. ইস্পাত টুলটি এমনভাবে ডিজাইন করা উচিত যাতে একটি আঁটসাঁট সীল তৈরি করতে সাবস্ট্রেটে সামান্য (প্রায় 0.002 ইঞ্চি) চাপ দেওয়া যায়।
3. ছোট শট
উপসর্গ: ছাঁচ সম্পূর্ণরূপে ভরাট হয় না; গ্রিপ অংশ অনুপস্থিত.
কারণ: আটকে পড়া বাতাস। টিপিই সাবস্ট্রেটের উপর দিয়ে প্রবাহিত হওয়ার সাথে সাথে ভরাটের শেষে বাতাস আটকে যেতে পারে, যা উপাদানটিকে আকৃতিটি সম্পূর্ণ করতে বাধা দেয়।
সংশোধন: ছাঁচ মধ্যে venting উন্নত. বায়ুর পালানোর একটি উপায় প্রয়োজন যাতে প্লাস্টিক শূন্যতা পূরণ করতে পারে।
খরচের বাস্তবতা: ওভারমোল্ডিং কি মূল্যবান?
সংখ্যায় কথা বলি। B2B ক্রেতারা যখন ওভারমোল্ডিংয়ের প্রাথমিক উদ্ধৃতি দেখে তখন প্রায়ই দ্বিধাবোধ করেন।
আপফ্রন্ট বিনিয়োগ
হ্যাঁ, ওভারমোল্ডিং প্রাথমিকভাবে ব্যয়বহুল।
- টুলিং: আপনি মূলত দুটি ছাঁচের জন্য অর্থ প্রদান করছেন (বা একটি অত্যন্ত জটিল 2-শট ছাঁচ)। টুলিং খরচ হতে আশা 50% থেকে 100% বেশি একটি আদর্শ একক শট ছাঁচ তুলনায়.
- মেশিন সময়: আপনি যদি 2-শট মেশিন ব্যবহার করেন, তাহলে প্রতি ঘণ্টার হার একটি স্ট্যান্ডার্ড প্রেসের চেয়ে বেশি।
দীর্ঘমেয়াদী সঞ্চয়
যাইহোক, আপনি যখন তাকান তখন "স্টিকার শক" সাধারণত অদৃশ্য হয়ে যায় মালিকানার মোট খরচ .
- শূন্য সমাবেশ শ্রম: আপনি একসাথে আঠালো, স্ক্রুইং বা স্ন্যাপ করার অংশগুলির শ্রম খরচ দূর করেন।
- কোন আঠালো নেই: আপনি ব্যয়বহুল শিল্প আঠালো এবং প্রাইমার কেনা বন্ধ করুন।
- মান নিয়ন্ত্রণ: আপনি সমাবেশ ত্রুটির ঝুঁকি দূর করেন (যেমন, একজন কর্মী একটি গ্যাসকেট ইনস্টল করতে ভুলে গেছেন)।
রায়: আপনি যদি কম ভলিউম তৈরি করেন (1,000 ইউনিটের নিচে), ওভারমোল্ডিং ওভারকিল হতে পারে - ম্যানুয়াল অ্যাসেম্বলিতে লেগে থাকুন। কিন্তু উচ্চ-ভলিউম উৎপাদনের জন্য (10,000 ইউনিট), শ্রম সঞ্চয় প্রায় সবসময় উচ্চ টুলিং খরচের চেয়ে বেশি।
একটি Overmolding অংশীদার নির্বাচন
প্রতিটি ইনজেকশন ছাঁচনির্মাণ দোকান ওভারমোল্ডিং পরিচালনা করতে পারে না। এর জন্য প্রয়োজন নির্দিষ্ট যন্ত্রপাতি এবং গভীরতর বস্তুগত বিজ্ঞান জ্ঞান। একটি সরবরাহকারী যাচাই করার সময়, এই তিনটি জিনিস দেখুন:
- দুই শটের অভিজ্ঞতা: নমুনা জন্য জিজ্ঞাসা করুন. যদি তারা শুধুমাত্র "ঢালাই ঢোকান" (হ্যান্ড-লোডিং অংশ) করে তবে তারা উচ্চ-ভলিউম নির্ভুলতার সাথে লড়াই করতে পারে।
- উপাদানের দক্ষতা: তাদের জিজ্ঞাসা করুন, "গ্লাস-ভরা নাইলনের সাথে বন্ধনের জন্য আপনি কোন গ্রেডের TPE সুপারিশ করেন?" যদি তারা অবিলম্বে এটির উত্তর দিতে না পারে বা তাদের উপাদান সরবরাহকারীর সাথে কথা বলার প্রস্তাব দিতে না পারে, চালান।
- সিমুলেশন সফটওয়্যার: তারা কি মোল্ডফ্লো বিশ্লেষণ ব্যবহার করে? দ্বিতীয় উপাদানটি পুনরায় গলিত বা বিকৃত না করে কীভাবে প্রথমটির উপর দিয়ে প্রবাহিত হবে তা অনুমান করতে ওভারমোল্ডিংয়ের ক্ষেত্রে সিমুলেশন গুরুত্বপূর্ণ।
উপসংহার
ওভারমোল্ডিং হল আপনার পণ্যকে "কার্যকর" থেকে "মার্কেট লিডার"-এ উন্নীত করার সবচেয়ে কার্যকর উপায়গুলির মধ্যে একটি। এটি একটি সাধারণ প্লাস্টিকের ঘেরকে একটি টেকসই, ergonomic এবং প্রিমিয়াম ডিভাইসে পরিণত করে।
যদিও ডিজাইনের নিয়মগুলি কঠোর এবং প্রাথমিক টুলিং একটি বিনিয়োগ, পেঅফ - পণ্যের কার্যকারিতা, নান্দনিকতা এবং সমাবেশ সঞ্চয় - অনস্বীকার্য।
আপনি পরবর্তী প্রজন্মের মেডিকেল ডিভাইস বা শ্রমসাধ্য শিল্প সরঞ্জাম ডিজাইন করছেন না কেন, সাফল্যের চাবিকাঠি প্রাথমিক সহযোগিতার মধ্যে নিহিত। নকশা হিমায়িত না হওয়া পর্যন্ত অপেক্ষা করবেন না। উপাদান পেয়ারিং এবং শাট-অফ অবস্থানগুলি নিয়ে আলোচনা করার জন্য আপনার উত্পাদন অংশীদারকে প্রথম দিকে নিয়ে আসুন এবং আপনি একটি বন্ড নিশ্চিত করবেন যা সারাজীবন স্থায়ী হয়।
বোনাস রিসোর্স: ওভারমোল্ডিং কম্প্যাটিবিলিটি ম্যাট্রিক্স
প্রকৌশলীরা প্রায়ই আমাদের জিজ্ঞাসা করেন, "টিপিই কি এতে লেগে থাকবে?" উত্তরটি খুব কমই একটি সহজ হ্যাঁ বা না - এটি রসায়নের উপর নির্ভর করে।
একটি দ্রুত রেফারেন্স গাইড হিসাবে এই চার্ট ব্যবহার করুন. আমরা বন্ডগুলিকে তিনটি স্তরে শ্রেণীবদ্ধ করেছি:
- রাসায়নিক বন্ধন: ছাঁচনির্মাণের সময় উপাদানগুলি প্রাকৃতিকভাবে ফিউজ হয়।
- যান্ত্রিক লক প্রয়োজন: তারা রাসায়নিকভাবে আটকে থাকবে না; আপনি আবশ্যক ওভারমোল্ড আটকানোর জন্য গর্ত বা আন্ডারকাট ডিজাইন করুন।
- বেমানান: এই উপকরণগুলির সংঘর্ষ (যেমন, গলে যাওয়া তাপমাত্রা খুব আলাদা) এবং একসাথে ব্যবহার করা উচিত নয়।
সাধারণ উপাদান জোড়া
| সাবস্ট্রেট (অনমনীয়) | TPE (স্টেরেনিক) | TPU (ইউরেথেন) | TPV (Vulcanizate) | সিলিকন (LSR) |
|---|---|---|---|---|
| ABS | চমৎকার | ভাল | মেলা | প্রাইমার প্রয়োজন |
| পলিকার্বোনেট (পিসি) | চমৎকার | চমৎকার | মেলা | প্রাইমার প্রয়োজন |
| পলিপ্রোপিলিন (পিপি) | ভাল | দরিদ্র | চমৎকার | দরিদ্র |
| নাইলন (PA6 / PA66) | কঠিন * | মেলা | মেলা | দরিদ্র |
| পলিস্টাইরিন (পিএস) | ভাল | দরিদ্র | দরিদ্র | দরিদ্র |
| POM (Acetal) | দরিদ্র | দরিদ্র | দরিদ্র | দরিদ্র |
এই চার্টের জন্য ইঞ্জিনিয়ারিং প্রো-টিপস
1. "নাইলন সমস্যা"
আপনি দেখতে পাবেন যে নাইলন (PA) "কঠিন" হিসাবে চিহ্নিত করা হয়েছে। এটি নতুন ডিজাইনারদের জন্য সবচেয়ে সাধারণ ফাঁদ। নাইলন হাইগ্রোস্কোপিক (আর্দ্রতা শোষণ করে) এবং উচ্চ তাপ প্রতিরোধ ক্ষমতা রয়েছে। স্ট্যান্ডার্ড TPE খোসা ছাড়িয়ে যাবে।
- সমাধান: আপনি একটি নির্দিষ্ট করতে হবে পরিবর্তিত TPE গ্রেড বিশেষভাবে নাইলন আনুগত্য জন্য পরিকল্পিত. আপনাকে নাইলন সাবস্ট্রেটকেও গরম রাখতে হবে (প্রায়শই এটিকে প্রি-হিটিং করে) যাতে TPE পৃষ্ঠকে স্পর্শ করার মুহুর্তে হিমায়িত না হয়।
2. "লাইক লাইক লাইক" নিয়ম
এই চার্ট পড়া গোপন পোলারিটি .
- পোলার উপাদান (ABS, PC, TPU) অন্যান্য পোলার উপকরণের সাথে বন্ধন করতে পছন্দ করে।
- অ-পোলার উপাদান (PP, PE, স্ট্যান্ডার্ড TPE) অন্যান্য নন-পোলার উপকরণের সাথে বন্ড করতে পছন্দ করে।
- এগুলি মেশানো (যেমন, পলিপ্রোপিলিনের টিপিইউ) সাধারণত রাসায়নিক পরিবর্তন ছাড়াই ব্যর্থ হয়।
3. যখন সন্দেহ, ইন্টারলক
এমনকি যদি আপনার একটি "চমৎকার" রেটিং থাকে (যেমন ABS TPE), আমরা এখনও একটি ছোট যান্ত্রিক ইন্টারলক যোগ করার সুপারিশ করি যদি অংশটি ভারী অপব্যবহারের সম্মুখীন হয়। এটি ডিজাইন পর্বে অতিরিক্ত কিছু খরচ করে না তবে ক্ষেত্রের ডিলামিনেশনের বিরুদ্ধে বীমা প্রদান করে।
চূড়ান্ত কল টু অ্যাকশন (CTA)
যেহেতু এটি একটি B2B লিড জেনারেশন আর্টিকেল, তাই এখানে চার্টের পরে CTA বন্ধ করার প্রস্তাব দেওয়া হল:
"এখনও অনিশ্চিত যদি আপনার উপাদান সমন্বয় কাজ করবে?
আপনার ছাঁচের বাজেটের সাথে অনুমান করবেন না। IMTEC Mould-এ, আমরা হাজার হাজার কাস্টম যন্ত্রাংশ ওভারমোল্ড করেছি। আজই আমাদের আপনার 3D ফাইল বা উপাদানের তালিকা পাঠান, এবং আমাদের প্রকৌশলীরা একটি বিনামূল্যে DFM (ডিজাইন ফর ম্যানুফ্যাকচারেবিলিটি) পর্যালোচনা করবেন যাতে আপনার উপকরণের বন্ধন নিখুঁতভাবে নিশ্চিত করা যায়—আপনি ইস্পাত কাটার আগে।"
Overmolding সম্পর্কিত প্রায়শ জিজ্ঞাস্য প্রশ্নাবলী
প্রশ্ন: সন্নিবেশ ছাঁচনির্মাণ এবং ওভারমোল্ডিংয়ের মধ্যে পার্থক্য কী?
ক: প্রধান পার্থক্য হল প্রক্রিয়া, ফলাফল নয়। ছাঁচনির্মাণ ঢোকান একটি ছাঁচে একটি পূর্ব-গঠিত অংশ (প্রায়শই ধাতু বা একটি কঠোর প্লাস্টিক) স্থাপন করা জড়িত ম্যানুয়ালি দ্বিতীয় উপাদান ইনজেকশন আগে. Overmolding (বিশেষত টু-শট ছাঁচনির্মাণ) একটি ক্রমাগত, স্বয়ংক্রিয় প্রক্রিয়া যেখানে একটি মেশিন প্রথম উপাদানটি ইনজেকশন করে এবং অবিলম্বে একই সরঞ্জামে দ্বিতীয় উপাদানটি ইনজেক্ট করে। ইনসার্ট মোল্ডিং সাধারণত কম ভলিউমের জন্য ভাল, যখন টু-শট ওভারমোল্ডিং উচ্চ-ভলিউম ভর উৎপাদনের জন্য ভাল।
প্রশ্ন: কেন আমার ওভারমোল্ড করা অংশ খোসা ছাড়ে (ডিলামিনেট)?
ক: পিলিং সাধারণত তিনটি কারণে ঘটে:
- রাসায়নিক অসঙ্গতি: আপনি দুটি উপাদান বেছে নিয়েছেন যা স্বাভাবিকভাবে বন্ধন করে না (যেমন, পলিপ্রোপিলিনের উপর TPU)।
- কোল্ড সাবস্ট্রেট: দ্বিতীয় উপাদানটি ইনজেকশন দেওয়ার আগে যদি প্রথম শক্ত অংশটি খুব বেশি ঠান্ডা হয়ে যায় তবে সেগুলি ফিউজ হবে না।
- দূষণ: যদি আপনি ছাঁচনির্মাণ সন্নিবেশ করান, সাবস্ট্রেটের পৃষ্ঠে ধুলো বা তেল আনুগত্য প্রতিরোধ করবে।
প্রশ্ন: আপনি ধাতু উপর প্লাস্টিক overmold করতে পারেন?
ক: হ্যাঁ। এই প্রায় সবসময় মাধ্যমে করা হয় ছাঁচনির্মাণ ঢোকান . সাধারণ উদাহরণগুলির মধ্যে রয়েছে একটি ধাতব রেঞ্চের উপর একটি নরম হাতল ওভারমোল্ড করা বা তামার বৈদ্যুতিক যোগাযোগের চারপাশে প্লাস্টিকের নিরোধক ঢালাই করা। যেহেতু ধাতু এবং প্লাস্টিক রাসায়নিকভাবে বন্ধন করে না, আপনি আবশ্যক ধাতুর অংশটিকে গর্ত, নর্লিং বা খাঁজ দিয়ে ডিজাইন করুন যাতে প্লাস্টিক যান্ত্রিকভাবে এটির উপর লক করতে পারে।
প্রশ্ন: স্ট্যান্ডার্ড ছাঁচনির্মাণের তুলনায় ওভারমোল্ডিংয়ের খরচ কত?
ক: টুলিং খরচ হতে আশা 50% থেকে 100% বেশি একটি আদর্শ একক-শট ছাঁচের চেয়ে কারণ টুলটি আরও জটিল। যাইহোক, দ টুকরা মূল্য (প্রতি ইউনিট খরচ) প্রায়শই কমে যায় কারণ আপনি ম্যানুয়াল অ্যাসেম্বলি এবং আঠালোর শ্রম খরচ দূর করেন। 10,000 ইউনিটের বেশি উত্পাদন চালানোর জন্য, ওভারমোল্ডিং সাধারণত আরও ব্যয়-কার্যকর বিকল্প।
প্রশ্নঃ ওভারমোল্ড লেয়ারের জন্য ন্যূনতম প্রাচীর বেধ কত?
ক: আমরা একটি সর্বনিম্ন বেধ সুপারিশ 0.5 মিমি (0.020 ইঞ্চি) নরম TPE স্তরের জন্য। এর চেয়ে পাতলা যেকোনো কিছু ইজেকশনের সময় ছিঁড়ে যায় বা প্রান্তে খোসা ছাড়ে। সিঙ্কের চিহ্ন না দিয়ে সেরা "নরম স্পর্শ" অনুভূতির জন্য, 1.5 মিমি এবং 3.0 মিমি বেধ আদর্শ৷

