
ফ্ল্যাশ হল ইনজেকশন ছাঁচনির্মাণে সবচেয়ে সাধারণ ত্রুটিগুলির মধ্যে একটি - এবং সবচেয়ে ভুল নির্ণয়ের একটি৷ বিভাজন লাইন, ইজেক্টর পিন বা ইনসার্ট ইন্টারফেসে উপস্থিত অতিরিক্ত উপাদানের পাতলা পাখনাগুলি প্রায়শই শুধুমাত্র প্রক্রিয়া প্যারামিটারের উপর দায়ী করা হয়, যখন মূল কারণটি প্রায়শই টুলিং হয়। এই নির্দেশিকাটি একটি পদ্ধতিগত ডায়াগনস্টিক ফ্রেমওয়ার্ক প্রদান করে যাতে সমস্ত সাতটি মূল কারণ বিভাগ, পরিমাপযুক্ত প্রতিরোধের মান এবং একটি সংশোধনমূলক কর্ম অগ্রাধিকার ম্যাট্রিক্স ফ্ল্যাশকে দক্ষতার সাথে নির্মূল করা যায়।
1. ছাঁচ ঝলকানি কি?
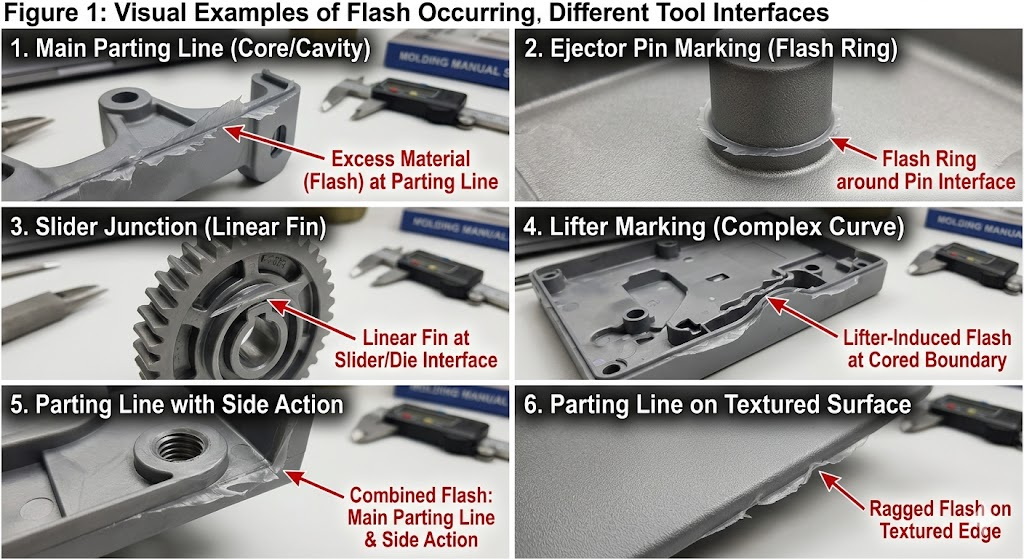
ফ্ল্যাশ (এছাড়াও: ফ্ল্যাশিং, বুর) হল অতিরিক্ত উপাদান যা জমাট বাঁধার আগে টুলের যেকোনো ফাঁক দিয়ে ছাঁচের গহ্বর থেকে বেরিয়ে যায়। এটি অংশের সাথে সংযুক্ত একটি পাতলা পাখনা, ওয়েব বা পালকযুক্ত প্রান্ত হিসাবে প্রদর্শিত হয়:
- বিভাজন লাইন - সবচেয়ে সাধারণ অবস্থান
- ইজেক্টর পিন ইন্টারফেস — পিন মুখের চারপাশে বৃত্তাকার ফ্ল্যাশ রিং
- স্লাইড এবং লিফটার ইন্টারফেস — রৈখিক পাখনা পাশের অ্যাকশন যোগাযোগের মুখের সাথে
- সীমানা ঢোকান — সন্নিবেশ ছাঁচনির্মাণ মধ্যে ধাতু সন্নিবেশ ঘের এ
- ভেন্ট অবস্থান - যদি ভেন্টগুলি বড় হয় বা ক্ষয়প্রাপ্ত হয়
- শাট-অফ পৃষ্ঠতল — cored বৈশিষ্ট্য এবং মাধ্যমে গর্ত
ফ্ল্যাশ নিছক প্রসাধনী নয়। এটি সেকেন্ডারি ট্রিমিং অপারেশন যুক্ত করে, সমাবেশে হস্তক্ষেপের ঝুঁকি তৈরি করে, তীক্ষ্ণ প্রান্ত তৈরি করে (আঘাত এবং সীল ব্যর্থতার ঝুঁকি), এবং চিকিৎসা বা খাদ্য-সংযোগ অ্যাপ্লিকেশনগুলিতে নিয়ন্ত্রক অ-সঙ্গতি ট্রিগার করে। আরও গুরুত্বপূর্ণ, এটি ছাঁচ পদ্ধতিতে একটি ফাঁকের সংকেত দেয় যা, যদি চিকিত্সা না করা হয়, প্রতিটি শটের সাথে ধীরে ধীরে প্রসারিত হয়।
2. সাতটি মূল কারণ বিভাগ
ফ্ল্যাশের সবসময় একই তাৎক্ষণিক কারণ থাকে — চাপের মধ্যে উপাদান একটি ফাঁক খুঁজে বের করা। কিন্তু সেই ব্যবধানের উৎপত্তি সাতটি স্বতন্ত্র বিভাগে পড়ে, প্রতিটির জন্য আলাদা সংশোধনমূলক পদক্ষেপের প্রয়োজন হয়।
2.1 অপর্যাপ্ত ক্ল্যাম্পিং ফোর্স
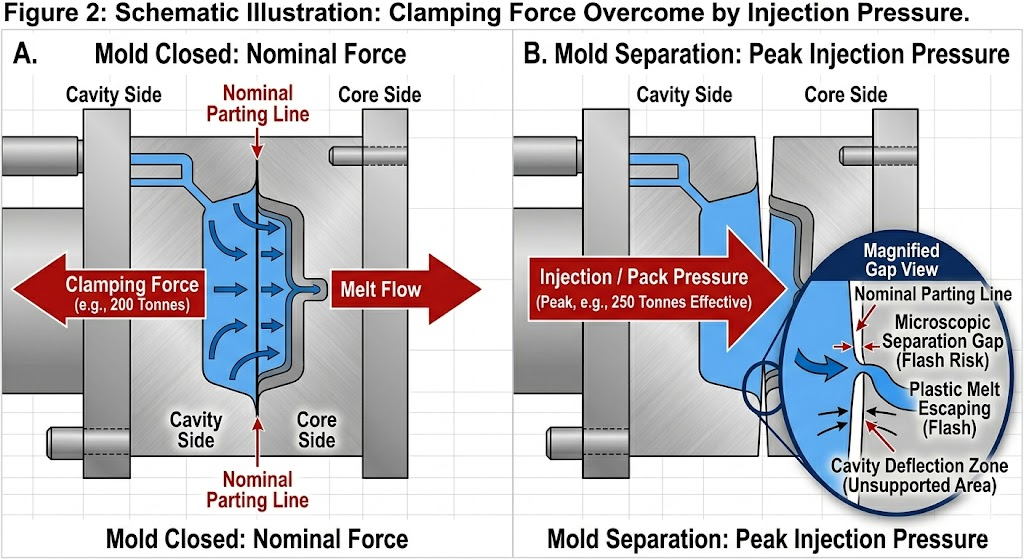
সবচেয়ে ঘন ঘন উপেক্ষিত কারণ. যদি ইঞ্জেকশনের চাপ অংশ এবং রানার সিস্টেমের প্রজেক্টেড এলাকায় প্রেসের কার্যকর ক্ল্যাম্পিং ফোর্সকে ছাড়িয়ে যায়, তাহলে ফিল এবং প্যাকের সময় ছাঁচ প্লেটগুলি ক্ষণিকের জন্য আলাদা হয়ে যায় - বিভাজন লাইনে একটি গতিশীল ফাঁক তৈরি করে।
ডায়াগনস্টিক চেক:
প্রয়োজনীয় ক্ল্যাম্প ফোর্স (টন) = প্রক্ষিপ্ত এলাকা (cm²) × গহ্বরের চাপ (MPa) ÷ 10080 MPa গড় গহ্বর চাপে পূর্ণ 180 cm² অভিক্ষিপ্ত এলাকা (রানার সহ) সহ একটি অংশের জন্য:
প্রয়োজনীয় ক্ল্যাম্প = 180 × 80 ÷ 100 = 144 টন সর্বনিম্নএকটি 20-25% নিরাপত্তা মার্জিন যোগ করুন → সর্বনিম্ন 175-180 টন।
150-টন প্রেসে এই অংশটি চালানোর ফলে অন্য কোনো প্যারামিটার সমন্বয় নির্বিশেষে বিভাজন লাইন ফ্ল্যাশ তৈরি হবে।
সাধারণ ভুল: রানার সিস্টেম বাদ দিয়ে শুধুমাত্র অংশ থেকে প্রক্ষিপ্ত এলাকা গণনা করা হচ্ছে। স্প্রু, রানার্স এবং গেটগুলি উল্লেখযোগ্য অভিক্ষিপ্ত এলাকা এবং গহ্বরের চাপে অবদান রাখে।
| উপাদান | সাধারণ গহ্বর চাপ পরিসীমা | ক্ল্যাম্পিং ফোর্স রুলস অফ থাম্ব |
|---|---|---|
| পিপি, পিই (পাতলা প্রাচীর) | 40-80 MPa | 0.4-0.8 t/cm² |
| এবিএস, পিএস | 50-90 MPa | 0.5-0.9 t/cm² |
| PA6, PA66 | 60-100 MPa | 0.6-1.0 t/cm² |
| পিসি, পিসি/এবিএস | 80-130 MPa | 0.8-1.3 t/cm² |
| পিপিএস, এলসিপি | 90-150 MPa | 0.9-1.5 t/cm² |
| POM | 70-110 MPa | 0.7-1.1 t/cm² |
2.2 বিভাজন সারফেস পরিধান বা ক্ষতি
বিভাজন পৃষ্ঠ (PS) হল গহ্বর এবং বায়ুমণ্ডলের মধ্যে প্রাথমিক সীল। নিখুঁত সমতলতা থেকে যে কোনও বিচ্যুতি — তা পরিধান, প্রভাবের ক্ষতি, EDM স্পার্ক ক্ষয়, বা অপর্যাপ্ত পৃষ্ঠের কঠোরতা — উপাদানগুলিকে পালানোর অনুমতি দেয়।
সমালোচনামূলক সহনশীলতা:
| ছাঁচ আকার | সর্বাধিক অনুমোদিত PS সমতলতা বিচ্যুতি | প্রস্তাবিত ইস্পাত কঠোরতা |
|---|---|---|
| ছোট (<250 × 250 মিমি) | 0.005 মিমি | 48-52 HRC |
| মাঝারি (250-500 মিমি) | 0.008 মিমি | 48-52 HRC |
| বড় (>500 মিমি) | 0.010–0.012 মিমি | 44-48 HRC |
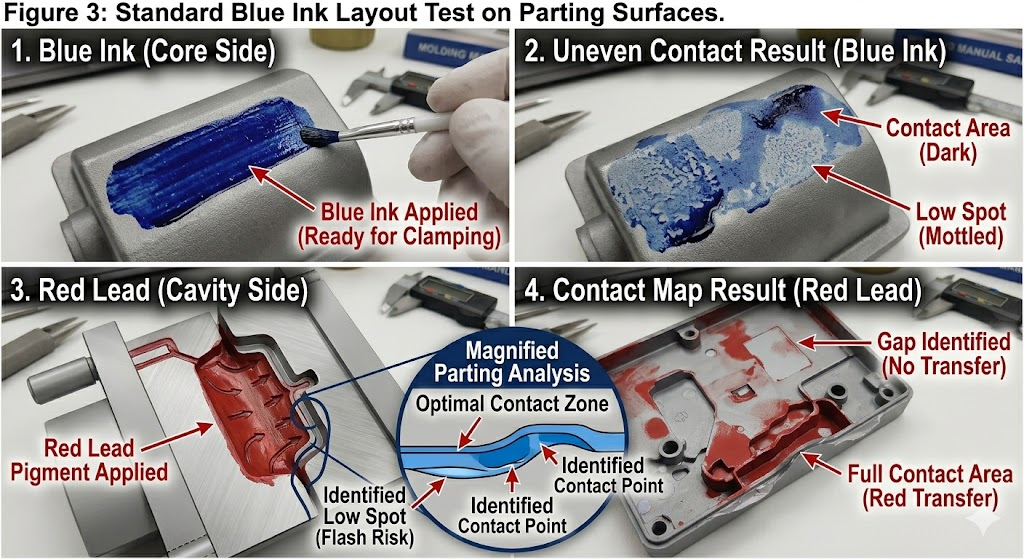
পরিদর্শন প্রোটোকল: সম্পূর্ণ বিভাজন পৃষ্ঠ জুড়ে নীল কালি স্থানান্তর পরীক্ষা বা ফিলার গেজ সুইপ। একটি পণ্য সামগ্রীতে >0.010 মিমি বা কম-সান্দ্রতা উপাদানে (LCP, PPS) 0.005 মিমি কোনো ফাঁক একটি ফ্ল্যাশ ঝুঁকি।
তীব্রতা দ্বারা মেরামত পদ্ধতি:
| ক্ষতির ধরন | মেরামত পদ্ধতি | সীসা সময় |
|---|---|---|
| ছোট পরিধান (<0.05 মিমি কম এলাকা) | লেজার ঢালাই পুনরায় পালিশ | 1-3 দিন |
| মাঝারি পরিধান (0.05-0.2 মিমি) | স্প্রে ওয়েল্ডিং বা টিআইজি ওয়েল্ড রি-মেশিন | 3-5 দিন |
| প্রভাব ক্ষতি / ডেন্ট | লেজার ঢালাই EDM পুনরায় স্পার্ক | 2-4 দিন |
| ব্যাপক পরিধান (>0.2 মিমি) | সারফেস গ্রাইন্ডারে ফুল পিএস রি-স্কিম | 3-7 দিন |
| বারবার ফ্ল্যাশ একই অবস্থান | হার্ডফেস ওয়েল্ড (স্টেলাইট) পুনরায় পালিশ | 5-10 দিন |
2.3 অতিরিক্ত ইনজেকশনের গতি বা চাপ
এমনকি একটি জ্যামিতিকভাবে নিখুঁত ছাঁচও ফ্ল্যাশ হবে যদি প্রক্রিয়া প্যারামিটারগুলি ক্ল্যাম্প বল ক্ষমতার বাইরে গহ্বরের চাপকে ঠেলে দেয়, বা ক্ল্যাম্প টনেজ সম্পূর্ণরূপে বিকশিত হওয়ার আগে বিভাজন লাইনে একটি হাইড্রোলিক ওয়েজ প্রভাব তৈরি করার জন্য ইনজেকশন বেগ যথেষ্ট বেশি হয়।
ফ্ল্যাশ-প্ররোচিত প্রক্রিয়া শর্তাবলী:
- ইনজেকশনের গতি এত বেশি সেট করা হয়েছে যে গহ্বর <0.3 সেকেন্ডে ভরে যায় — পিক প্রেসার স্পাইক মুহূর্তের মধ্যে ক্ল্যাম্প ক্ষমতা ছাড়িয়ে যায়
- কম-সান্দ্রতা উপাদানে ইনজেকশন চাপের 80% এর উপরে প্যাক চাপ সেট করুন
- গেট ফ্রিজের বাইরে বাড়ানোর সময় ধরে রাখুন — গেট ফ্রিজের পরে অব্যাহত চাপ মোল্ড প্লেটে স্থানান্তরিত করে, অংশ প্যাকিং নয়
- দ্রবীভূত তাপমাত্রা খুব বেশি — সান্দ্রতা হ্রাস করে, উপাদান যে কোনও ফাঁকে আরও আক্রমণাত্মকভাবে প্রবাহিত হয়
প্রক্রিয়া সমন্বয় ক্রম (টুলিং হস্তক্ষেপের আগে):
- 10% বৃদ্ধিতে ইনজেকশনের গতি হ্রাস করুন — ফ্ল্যাশ কমেছে কিনা তা পরীক্ষা করুন
- প্যাক চাপ কমিয়ে 60-70% ফিল চাপ
- হোল্ড টাইম গেট ফ্রিজ-অফ টাইম অতিক্রম করে না তা যাচাই করুন (গেট ফ্রিজ স্টাডি ব্যবহার করুন)
- গলিত তাপমাত্রা 5-10 ডিগ্রি সেলসিয়াস কমিয়ে দিন
- যদি চারটি সামঞ্জস্যের পরেও ফ্ল্যাশ অব্যাহত থাকে — মূল কারণটি টুলিং, প্রক্রিয়া নয়
2.4 উপাদানের সান্দ্রতা খুব কম
নিম্ন-সান্দ্রতা উপকরণগুলি ফাঁকের মধ্যে প্রবাহিত হয় যা স্ট্যান্ডার্ড-সান্দ্রতা উপকরণ সেতু করে। এই কারণেই পিপিএস, এলসিপি এবং কম-আণবিক-ওজন PA গ্রেডগুলির জন্য ABS বা PP-এর তুলনায় শক্ত বিভাজন পৃষ্ঠের সহনশীলতা প্রয়োজন।
মেল্ট ফ্লো ইনডেক্স (MFI) একটি ফ্ল্যাশ ঝুঁকি সূচক হিসাবে:
| MFI রেঞ্জ (g/10 মিনিট) | ফ্ল্যাশ ঝুঁকি বিভাগ | সর্বাধিক অনুমোদিত PS ফাঁক |
|---|---|---|
| < 5 | কম | 0.020 মিমি |
| 5-20 | পরিমিত | 0.015 মিমি |
| 20-50 | উচ্চ | 0.010 মিমি |
| > 50 (যেমন, LCP, পাতলা-ওয়াল পিপি) | খুব উচ্চ | 0.005–0.008 মিমি |
উপাদান অনেক তারতম্য: MFI একই গ্রেডের মধ্যে লটের মধ্যে ±15-25% পরিবর্তিত হতে পারে। ফ্ল্যাশ থ্রেশহোল্ডে চলমান একটি ছাঁচ একটি লট সহ পরেরটির সাথে ফ্ল্যাশ হতে পারে। সর্বদা মোল্ড যোগ্যতা ডেটার বিপরীতে ইনকামিং এমএফআই পরীক্ষা করুন।
2.5 ছাঁচের তাপমাত্রা খুব বেশি
উন্নত ছাঁচের তাপমাত্রা বিভাজন পৃষ্ঠের সংস্পর্শে গলে যাওয়া স্তরটির সান্দ্রতা হ্রাস করে, সময় উইন্ডোটি প্রসারিত করে যে সময় উপাদানটি ফাঁক ঢোকাতে যথেষ্ট তরল থাকে। এটি এর জন্য বিশেষভাবে উল্লেখযোগ্য:
- তীক্ষ্ণ গলনাঙ্কের সাথে স্ফটিক উপকরণ (POM, PPS, PA)
- উপকরণগুলি তাদের প্রস্তাবিত ছাঁচের তাপমাত্রা পরিসীমার উপরের সীমার কাছাকাছি চলে
- হট রানার ছাঁচ যেখানে বহুগুণ তাপ ভিজিয়ে রাখে তা স্থানীয়ভাবে ছাঁচের প্লেটের তাপমাত্রা বাড়াতে পারে
অঙ্গুষ্ঠের নিয়ম: প্রস্তাবিত ন্যূনতমের উপরে ছাঁচের তাপমাত্রায় প্রতি 10°C বৃদ্ধি প্রায় একটি সান্দ্রতা গ্রেড দ্বারা ফ্ল্যাশ সংবেদনশীলতা বৃদ্ধি করে — যা MFI-তে 20% বৃদ্ধির সমতুল্য।
2.6 ছাঁচ ডিজাইনের ঘাটতি
ছাঁচ ডিজাইনের জ্যামিতিক বৈশিষ্ট্য যা অন্তর্নিহিত ফ্ল্যাশ ঝুঁকি তৈরি করে:
অসমর্থিত বিভাজন পৃষ্ঠ স্প্যান: সাপোর্ট পিলার ছাড়া বড় সমতল বিভাজন পৃষ্ঠগুলি গহ্বরের চাপে বিচ্যুত হয়। P20 স্টিলের একটি 400 × 400 মিমি অসমর্থিত ছাঁচ প্লেট 80 MPa এ 0.03–0.08 মিমি ডিফ্লেক্ট করে — ঘেরে ফ্ল্যাশ তৈরি করার জন্য যথেষ্ট।
সমর্থন স্তম্ভ নকশা নিয়ম: মাঝারি-শুল্ক ছাঁচের জন্য সমর্থন স্তম্ভগুলির মধ্যে সর্বাধিক অসমর্থিত স্প্যান = 150 মিমি। উচ্চ-চাপ সামগ্রীর (PC, PPS) জন্য 120-130 মিমি কেন্দ্রে স্তম্ভ যুক্ত করুন।
বিভাজন লাইনে অপর্যাপ্ত জমির প্রস্থ: "ভূমি" - বিভাজন পৃষ্ঠের গহ্বরের সাথে সাথে সংলগ্ন সরু সমতল ব্যান্ড - চাপ-প্ররোচিত বিকৃতি প্রতিরোধ করার জন্য যথেষ্ট প্রশস্ত হওয়া আবশ্যক। প্রস্তাবিত ন্যূনতম জমির প্রস্থ:
| উপাদান | ন্যূনতম জমির প্রস্থ |
|---|---|
| পিপি, পিই, এবিএস | 3-5 মিমি |
| পিএ, পিওএম, PC | 5-8 মিমি |
| পিপিএস, এলসিপি | 8-12 মিমি |
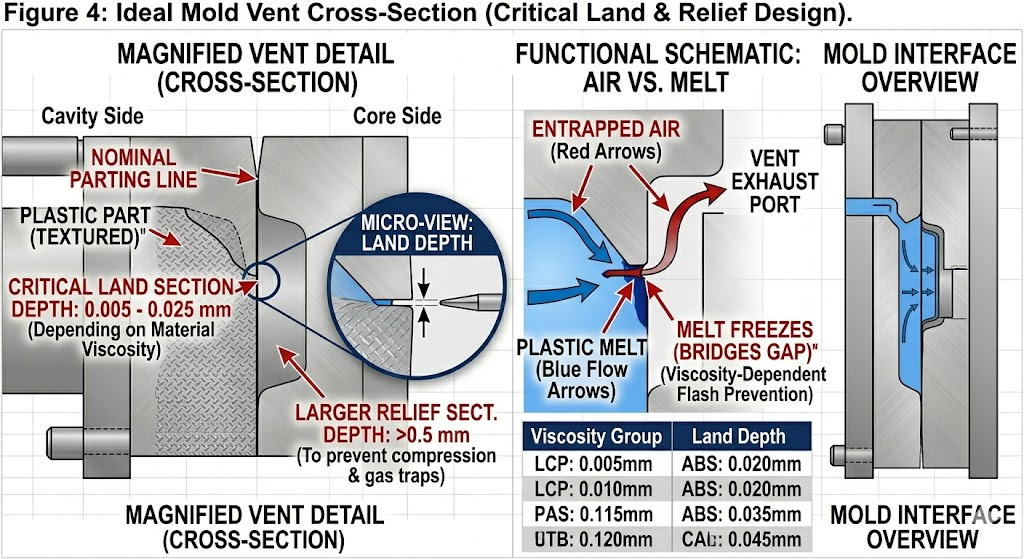
ভেন্ট গভীরতা খুব গভীর: ভেন্টগুলি ইচ্ছাকৃত ফাঁক - বড় আকারের হলে, তারা ফ্ল্যাশ জেনারেটর হয়ে যায়। স্ট্যান্ডার্ড ভেন্ট গভীরতার নির্দেশিকা:
| উপাদান | নিভৃত গভীরতা (ভূমি বিভাগ) | ভেন্টের গভীরতা (ত্রাণ বিভাগ) |
|---|---|---|
| পিপি, পিই | 0.015–0.025 মিমি | 0.5-0.8 মিমি |
| এবিএস, পিএস | 0.010–0.020 মিমি | 0.5-0.8 মিমি |
| পিএ, পিওএম | 0.010-0.015 মিমি | 0.3-0.5 মিমি |
| পিসি, পিসি/এবিএস | 0.008–0.015 মিমি | 0.3-0.5 মিমি |
| পিপিএস, এলসিপি | 0.005–0.010 মিমি | 0.2-0.3 মিমি |
2.7 জীর্ণ বা ভুলভাবে চলন্ত উপাদান
সাইড অ্যাকশন, লিফটার, কোর টান এবং ইজেক্টর পিনগুলি গতিশীল ইন্টারফেস তৈরি করে যা প্রতিটি চক্রকে স্থানান্তরিত করে। এই ইন্টারফেসগুলি ধীরে ধীরে পরিধান করে এবং উচ্চ-ভলিউম উৎপাদনে ফ্ল্যাশের সবচেয়ে সাধারণ উৎস যা আগে ফ্ল্যাশ-মুক্ত ছিল।
ইজেক্টর পিন ফ্ল্যাশ: পিন ব্যাস এবং গর্ত ব্যাসের মধ্যে ক্লিয়ারেন্স টাইট সীমার মধ্যে রাখা আবশ্যক। উপাদান দ্বারা স্ট্যান্ডার্ড ক্লিয়ারেন্স:
| উপাদান | ইজেক্টর পিন ক্লিয়ারেন্স (প্রতি পাশে) |
|---|---|
| পিপি, পিই, এবিএস | 0.010–0.020 মিমি |
| পিএ, পিওএম | 0.008–0.015 মিমি |
| পিসি, পিসি/এবিএস | 0.005–0.012 মিমি |
| পিপিএস, এলসিপি | 0.003–0.008 মিমি |
এই সীমার উপরে ক্লিয়ারেন্স দৃশ্যমান পিন ফ্ল্যাশ তৈরি করে। তাদের নীচে, পিন বাঁধা এবং বিরতি। এটি একটি পরিধান ব্যবস্থাপনা সমস্যা — উচ্চ-ভলিউম সরঞ্জামগুলিতে প্রতি 100,000-200,000 শটে পিন ক্লিয়ারেন্স যাচাই করা উচিত।
স্লাইড এবং লিফটার ইন্টারফেস ফ্ল্যাশ: পরিধান প্লেটে (গিবস) পরিধান করুন যা সাইড অ্যাকশন নির্দেশ করে স্লাইডের মুখটি বসার মুখ থেকে 0.01–0.05 মিমি সরে যেতে দেয় — ফ্ল্যাশের জন্য যথেষ্ট। গিব পরিধান প্লেটগুলি যে কোনও উত্পাদন ছাঁচে প্রতিস্থাপনযোগ্য উপাদান হওয়া উচিত, ছাঁচ রক্ষণাবেক্ষণ পরিকল্পনায় সংজ্ঞায়িত পরিদর্শন ব্যবধান সহ।
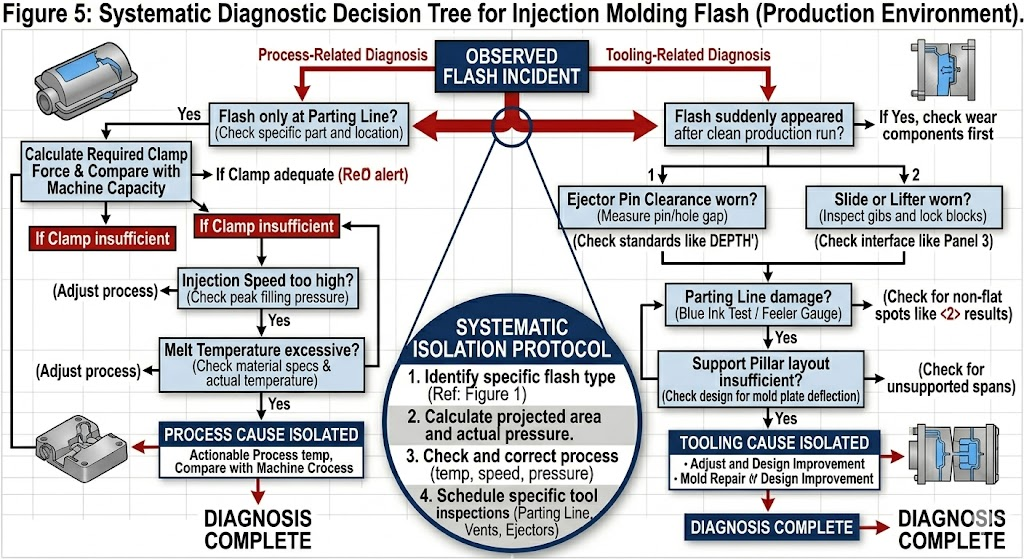
3. ফ্ল্যাশ ডায়াগনস্টিক ডিসিশন ট্রি
অপ্রয়োজনীয় ছাঁচ বিচ্ছিন্ন না করে মূল কারণ সনাক্ত করতে এই ক্রমটি ব্যবহার করুন:
ফ্ল্যাশ পর্যবেক্ষণ করা হয়েছে│├── শুধুমাত্র বিভাজন লাইনে ফ্ল্যাশ?│ ├── হ্যাঁ → প্রথমে ক্ল্যাম্প বল গণনা পরীক্ষা করুন│ │ → তারপর PS সমতলতা পরিদর্শন করুন (নীল কালি পরীক্ষা)│ │ → তারপর ইনজেকশনের গতি/প্যাক চাপ কমিয়ে দিন│ └── না → নিচে চালিয়ে যান│├── শুধুমাত্র ইজেক্টর পিনে ফ্ল্যাশ?│ └── হ্যাঁ → পিন-টু-হোল ক্লিয়ারেন্স পরিমাপ করুন│ → পিনের দৈর্ঘ্য পরীক্ষা করুন (দীর্ঘ পিন = উচ্চতর যোগাযোগের চাপ)│ → ক্ল্যাম্প বন্ধ হওয়ার আগে ইজেক্টর প্লেট রিটার্ন সম্পূর্ণভাবে বসে আছে তা যাচাই করুন│├── স্লাইড/লিফটার ইন্টারফেসে ফ্ল্যাশ?│ └── হ্যাঁ → গিব পরিধান প্লেট পরিদর্শন করুন (ফিলার গেজ)│ → স্লাইড বসার শক্তি / লকিং কোণ পরীক্ষা করুন│ → হিল ব্লক পরিচিতি যাচাই করুন│├── ভেন্ট এ ফ্ল্যাশ?│ └── হ্যাঁ → ভেন্টের গভীরতা পরিমাপ করুন (লক্ষ্য: নির্দিষ্টকরণে পুনরায় কাটা)│ → ভেন্ট ক্ষয় পরীক্ষা করুন (ক্ষয়কারী কাচ-ভর্তি উপাদান)│├── ক্লিন প্রোডাকশনের এক্স শট পরে হঠাৎ ফ্ল্যাশ হাজির?│ └── হ্যাঁ → পরিধান-সম্পর্কিত কারণ (গিব, বিভাজন পৃষ্ঠ, ইজেক্টর পিন)│ → সময়সূচী ছাঁচ পরিদর্শন / প্রতিরোধমূলক রক্ষণাবেক্ষণ│└── নতুন ছাঁচের প্রথম শট থেকে ফ্ল্যাশ উপস্থিত? └── হ্যাঁ → ডিজাইন বা বিল্ড মানের সমস্যা → ক্ল্যাম্প বল গণনা যাচাই করুন → বিভাজন পৃষ্ঠ পিষে গুণমান যাচাই করুন → সমর্থন স্তম্ভ লেআউট পরীক্ষা করুন → স্পেকের বিপরীতে ভেন্টের গভীরতা যাচাই করুন
4. ছাঁচ বিল্ড ফেজ দ্বারা প্রতিরোধ মান
ছাঁচটি তার প্রথম শট চালানোর আগে সবচেয়ে ব্যয়বহুল ফ্ল্যাশ প্রতিরোধ ঘটে।
4.1 ডিজাইন ফেজ
- মোল্ডফ্লো ক্যাভিটি প্রেসার সিমুলেশন চালান — সর্বোচ্চ গহ্বরের চাপ যাচাই করুন × প্রক্ষিপ্ত এলাকা পরিকল্পিত প্রেস ক্ল্যাম্প ক্ষমতার 80% এর বেশি নয়
- সমস্ত গহ্বরের চাপের জন্য ≤150 মিমি কেন্দ্রে সাপোর্ট পিলার ডিজাইন করুন >60 MPa
- উপাদান বিভাগ প্রতি ন্যূনতম জমির প্রস্থ নির্দিষ্ট করুন (বিভাগ 2.6)
- উপাদান স্পেসিফিকেশনের জন্য নকশা ভেন্ট গভীরতা — ডিফল্ট মেশিনিং ভাতা উপর নির্ভর করবেন না
- ছাঁচ অঙ্কনে ইজেক্টর পিন ক্লিয়ারেন্স নির্দিষ্ট করুন - এটি অবশ্যই সহনশীলতা ব্লকে উপস্থিত হবে, যন্ত্রবাদী রায়ের উপর ছেড়ে দেওয়া যাবে না
4.2 ছাঁচ তৈরির পর্যায়
- চূড়ান্ত সমাবেশের আগে পৃষ্ঠ গ্রাইন্ডারে বিভাজন পৃষ্ঠের সমতলতা যাচাই করুন — নথি পরিমাপ
- সম্পূর্ণ সমাবেশের পরে নীল কালি পরীক্ষা - প্রথম ট্রায়ালের আগে 100% বিভাজন পৃষ্ঠের যোগাযোগ প্রয়োজন
- সমস্ত ইজেক্টর পিনের ছাড়পত্র পরিমাপ করুন এবং রেকর্ড করুন — প্রতি ছাঁচে ন্যূনতম 5টি নমুনা পিন, সমালোচনামূলক ছাঁচের জন্য সম্পূর্ণ সেট
- প্রথম ইনজেকশনের আগে প্রেস ক্ল্যাম্পিং লোডের অধীনে স্লাইডের আসন যাচাই করুন — কাদামাটি বা ফুজি প্রিসকেল ফিল্ম ব্যবহার করুন
4.3 প্রথম প্রবন্ধ ট্রায়াল পর্যায়
- 50% ইনজেকশন গতি এবং 60% প্যাক চাপে শুরু করুন — ক্রমবর্ধমান বৃদ্ধি করুন
- রেকর্ড প্রক্রিয়া উইন্ডো উপরের সীমানা (ফ্ল্যাশ শুরু) — এটি একটি সমালোচনামূলক ছাঁচ যোগ্যতা পরামিতি
- ডকুমেন্ট প্রক্রিয়া উইন্ডোর প্রস্থ: শর্ট-শট শুরু এবং ফ্ল্যাশ শুরুর মধ্যে পার্থক্য একটি শক্তিশালী ছাঁচের জন্য ইনজেকশন চাপের ≥15% হওয়া উচিত
4.4 উৎপাদন পর্যায়
- এর জন্য প্রতিরোধমূলক রক্ষণাবেক্ষণের ব্যবধানগুলি সংজ্ঞায়িত করুন: বিভাজন পৃষ্ঠ পরিদর্শন (প্রতি 200,000 শট), গিব পরিধান প্লেট পরিমাপ (প্রতি 150,000 শটে), ইজেক্টর পিন ক্লিয়ারেন্স চেক (উচ্চ আয়তনের সরঞ্জামগুলির জন্য প্রতি 100,000 শট)
- এসপিসি সিস্টেমে অবস্থান অনুসারে ফ্ল্যাশের ঘটনাগুলি ট্র্যাক করুন - একটি অবস্থানে প্রগতিশীল ফ্ল্যাশ সিগন্যালগুলি মানসম্পন্ন পালানোর আগে পরিধান করে
- উপাদান MFI ইনকামিং পরিদর্শন রেকর্ড বজায় রাখুন — MFI ডেটার সাথে ফ্ল্যাশ ঘটনাগুলিকে সম্পর্কযুক্ত করুন
5. সংশোধনমূলক কর্ম অগ্রাধিকার ম্যাট্রিক্স
যখন উৎপাদনে ফ্ল্যাশ পরিলক্ষিত হয়, খরচ এবং কার্যকারিতা দ্বারা সংশোধনমূলক ক্রিয়াকে অগ্রাধিকার দিতে এই ম্যাট্রিক্সটি ব্যবহার করুন:
| অ্যাকশন | খরচ | বাস্তবায়নের সময় | কার্যকারিতা | অগ্রাধিকার |
|---|---|---|---|---|
| ইনজেকশনের গতি/প্যাক চাপ কমিয়ে দিন | শূন্য | তাৎক্ষণিক | উচ্চ (if process-caused) | ১ম |
| ক্ল্যাম্প বল পর্যাপ্ততা যাচাই করুন — বড় প্রেসে যান | কম | একই শিফট | ক্ল্যাম্প-সৃষ্ট ফ্ল্যাশের জন্য সংজ্ঞায়িত | ২য় |
| নীল কালি পরীক্ষা - পিএস যোগাযোগের ফাঁক সনাক্ত করুন | কম | 2-4 ঘন্টা | ডায়াগনস্টিক, সংশোধনমূলক নয় | ৩য় |
| পিএস কম দাগের লেজার ঢালাই মেরামত | মাঝারি | 1-3 দিন | পরিধান-সৃষ্ট ফ্ল্যাশ জন্য স্থায়ী | ৪র্থ |
| জীর্ণ গিব পরিধান প্লেট প্রতিস্থাপন | কম–Medium | 4-8 ঘন্টা | স্লাইড ফ্ল্যাশের জন্য স্থায়ী | ৫ম |
| ইজেক্টর পিনগুলি প্রতিস্থাপন করুন (বড় আকারের ছাড়পত্র) | কম | 4-8 ঘন্টা | পিন ফ্ল্যাশের জন্য স্থায়ী | ৬ষ্ঠ |
| বিভাজন পৃষ্ঠ পুনরায় পিষে | মাঝারি | 3-7 দিন | ব্যাপক পিএস পরিধানের জন্য স্থায়ী | ৭ম |
| সমর্থন স্তম্ভ যোগ করুন (ডিজাইন ঘাটতি) | উচ্চ | 2-4 সপ্তাহ | বিচ্যুতি-সৃষ্ট ফ্ল্যাশের জন্য স্থায়ী | 8তম |
| ইস্পাত কঠোরতা বৃদ্ধি (কঠিন ইস্পাত পুনরায় সন্নিবেশ করান) | উচ্চ | 3-6 সপ্তাহ | দীর্ঘমেয়াদী পরিধান প্রতিরোধ | 9তম |
6. বিশেষ ক্ষেত্রে: উচ্চ-ফ্ল্যাশ-ঝুঁকির উপকরণ
পিপিএস এবং এলসিপি
উভয় উপকরণেই প্রক্রিয়াকরণ তাপমাত্রায় ABS-এর তুলনায় 3-5× কম গলিত সান্দ্রতা রয়েছে। তারা স্ট্যান্ডার্ড উপকরণ সেতু যে কোনো ফাঁক খুঁজে এবং শোষণ করবে. PPS বা LCP চালিত ছাঁচগুলিকে শুরু থেকেই কঠোর সহনশীলতা তৈরি করতে হবে — PPS চালানোর জন্য একটি স্ট্যান্ডার্ড-টলারেন্স ছাঁচকে পুনরুদ্ধার করা খুব কমই সাশ্রয়ী।
বাধ্যতামূলক প্রয়োজনীয়তা:
- S136 বা 420SS গহ্বর ইস্পাত (জারা এবং কঠোরতা)
- বিভাজন পৃষ্ঠের সমতলতা ≤0.005 মিমি
- ইজেক্টর পিন ক্লিয়ারেন্স ≤0.006 মিমি প্রতি পাশে
- ভেন্টের গভীরতা ≤0.008 মিমি জমির অংশ
- 120 মিমি সর্বোচ্চ কেন্দ্রে সমর্থন স্তম্ভ
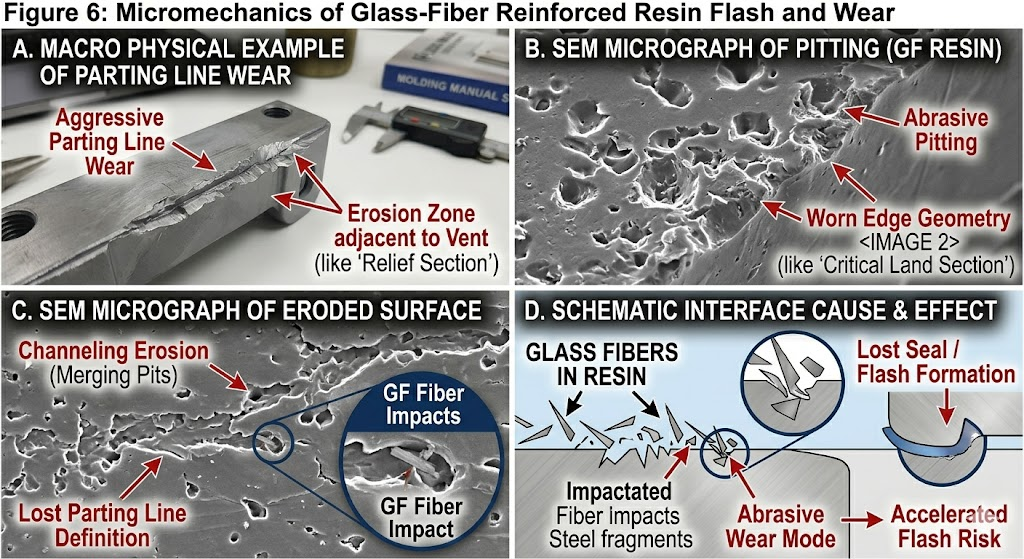
গ্লাসে ভরা গ্রেড (GF30 এবং তার উপরে)
গ্লাস ফাইবারগুলি ঘষিয়া তুলিয়া ফেলিতে সক্ষম। পার্টিং সারফেস, ভেন্ট এবং ইজেক্টর পিনের ছিদ্র সবই GF-ভরা প্রোডাকশনে অপূর্ণ গ্রেডের চেয়ে দ্রুত পরিধান করে। রক্ষণাবেক্ষণের ব্যবধান 30-40% বনাম অপূর্ণ উপাদান সময়সূচী দ্বারা হ্রাস করা উচিত। শক্ত ইস্পাত সন্নিবেশ (≥50 HRC) উচ্চ পরিধানের স্থানে (গেট এলাকা, গেট সংলগ্ন বিভাজন লাইন) দৃঢ়ভাবে সুপারিশ করা হয়।
পাতলা দেয়ালের অংশ (<1.0 মিমি প্রাচীর)
পাতলা-প্রাচীরের অংশগুলির জন্য উচ্চ ইনজেকশন গতি এবং চাপের প্রয়োজন হয় — গহ্বরের চাপকে প্রেস ক্ল্যাম্প ক্ষমতার উপরের সীমাতে ঠেলে দেয়। শর্ট শট এবং ফ্ল্যাশের মধ্যে প্রসেস উইন্ডোটি খুব সংকীর্ণ (কখনও কখনও ইনজেকশন চাপের <5%)। এই ছাঁচগুলির প্রয়োজন:
- যথার্থ বিভাজন পৃষ্ঠ (≤0.005 মিমি সমতলতা)
- একা ক্ল্যাম্প গণনার চেয়ে বড় প্রেস পরামর্শ দেয় (30% মার্জিন যোগ করুন)
- রিয়েল-টাইম ক্যাভিটি প্রেসার সেন্সর — ফ্ল্যাশ প্রতিরোধ করতে ক্লোজড-লুপ প্রেস কন্ট্রোল
7. ফ্ল্যাশ খরচ: কেন নির্মূল করা হয়
মানের সিস্টেমে ফ্ল্যাশ খুব কমই সঠিকভাবে ব্যয় করা হয়। প্রকৃত খরচ অন্তর্ভুক্ত:
| খরচ Element | প্রতি অংশে সাধারণ পরিসর | নোট |
|---|---|---|
| শ্রম ছাঁটাই | $0.05–$0.40 | ফ্ল্যাশ অবস্থান এবং অ্যাক্সেসযোগ্যতার উপর নির্ভর করে |
| ফ্ল্যাশ থেকে টুলিং পরিধান (ত্বরিত PS ক্ষতি) | $0.01–$0.05 পরিমার্জিত | ফ্ল্যাশ পিএসকে ক্ষয় করে, একটি খারাপ চক্র তৈরি করে |
| বর্ধিত স্ক্র্যাপ হার (ফ্ল্যাশ অংশ প্রত্যাখ্যানের কারণ) | উৎপাদন মূল্যের 1-5% | উচ্চer for tight-tolerance parts |
| সমাবেশ লাইন স্টপেজ (ফ্ল্যাশ ফিট সমস্যার কারণ) | পরিবর্তনশীল | গ্রাহক চার্জ-ব্যাক ট্রিগার করতে পারেন |
| গ্রাহক রিটার্ন/ক্ষেত্র ব্যর্থতা | উচ্চ | বিশেষ করে সিলিং পৃষ্ঠের জন্য |
| ছাঁচ মেরামত ডাউনটাইম | ঘটনা প্রতি $500–$5,000 | প্লাস উৎপাদনের সুযোগ হারিয়েছে |
500,000 পার্টস/বছরে একটি মিড-ভলিউম অংশের জন্য $0.20/পার্ট ট্রিমিং খরচ এবং 2% ফ্ল্যাশ-সম্পর্কিত স্ক্র্যাপ, অমীমাংসিত ফ্ল্যাশের বার্ষিক খরচ ছাড়িয়ে যায় $150,000 — সঠিক বিভাজন পৃষ্ঠ মেরামত বা ছাঁচ রক্ষণাবেক্ষণ প্রোগ্রামের খরচের চেয়ে অনেক বেশি।
8. উপসংহার
ফ্ল্যাশ একটি উপসর্গ, মূল কারণ নয়। এটি স্থায়ীভাবে সমাধান করার জন্য সাতটি মূল কারণ বিভাগের মধ্যে কোনটি সনাক্ত করা প্রয়োজন - ক্ল্যাম্পিং ফোর্স, বিভাজন পৃষ্ঠের অবস্থা, প্রক্রিয়া পরামিতি, উপাদানের সান্দ্রতা, ছাঁচের তাপমাত্রা, নকশার ঘাটতি বা উপাদান পরিধান - প্রকৃত ড্রাইভার। একা প্রক্রিয়া সমন্বয় সাময়িকভাবে ফ্ল্যাশ দমন; টুলিং এবং নকশা সংশোধন এটি স্থায়ীভাবে নির্মূল করে।
সবচেয়ে ব্যয়-কার্যকর কৌশল হল প্রতিরোধ: বিভাজন পৃষ্ঠ, সমর্থন কাঠামো, এবং ভেন্ট জ্যামিতিগুলিকে সঠিকভাবে নির্দিষ্ট করা যা চালানো হচ্ছে তার জন্য সঠিক স্পেসিফিকেশন, এবং একটি কাঠামোগত প্রতিরোধমূলক রক্ষণাবেক্ষণ প্রোগ্রাম বাস্তবায়ন করা যা এটি একটি মানসম্পন্ন পালানোর আগেই পরিধান করে।
সম্পর্কিত নিবন্ধ:
- ইনজেকশন ছাঁচনির্মাণে একটি ছোট শট কী তা বোঝা: কারণ, সমাধান এবং প্রতিরোধ
- ইনজেকশন ছাঁচনির্মাণে সংকোচন এবং ওয়ারপেজ নিয়ন্ত্রণ: OEMগুলির জন্য ইঞ্জিনিয়ারিং গাইড
- ইনজেকশন মোল্ড রিওয়ার্ক: আপনি কি 2-গহ্বরকে 4-গহ্বর টুলে রূপান্তর করতে পারেন?
- ইনজেকশন ছাঁচ মেরামতের চূড়ান্ত নির্দেশিকা: লেজার ওয়েল্ডিং এবং সারফেস ট্রিটমেন্ট কৌশল
- উচ্চ নির্ভুল ইনজেকশন ছাঁচ ইস্পাত জন্য নির্বাচন গাইড
IMTEC ছাঁচ | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, China | [email protected] | 86 153 5648 7586

