
ছাঁচ কোর বনাম ছাঁচ গহ্বর: ইনজেকশন ছাঁচনির্মাণের মূল পার্থক্যগুলি বোঝা
ছাঁচ কোর এবং ছাঁচ গহ্বরের পরিচিতি
ইনজেকশন ছাঁচনির্মাণটি আধুনিক উত্পাদন একটি মূল ভিত্তি, যা গাড়ী ড্যাশবোর্ড থেকে বোতল ক্যাপ পর্যন্ত বিশাল প্লাস্টিকের পণ্য উত্পাদন করতে ব্যবহৃত হয়। এটি একটি সুনির্দিষ্ট প্রক্রিয়া যেখানে গলিত প্লাস্টিকটি পছন্দসই আকৃতি গঠনের জন্য একটি ছাঁচে ইনজেকশন দেওয়া হয়। চূড়ান্ত অংশের গুণমান এবং নির্ভুলতা প্রায় পুরোপুরি ছাঁচের নকশা এবং নির্মাণের উপর নির্ভর করে।
একটি সাধারণ ইনজেকশন ছাঁচ দুটি প্রাথমিক অংশ নিয়ে গঠিত: দ্য ছাঁচ কোর এবং ছাঁচ গহ্বর । একসাথে, এই দুটি অংশ অংশের সম্পূর্ণ আকার গঠন করে। তারা টেন্ডেমে কাজ করার সময়, তাদের প্রত্যেকের স্বতন্ত্র ফাংশন এবং বৈশিষ্ট্য রয়েছে।
একটি ছাঁচ কোর কি?
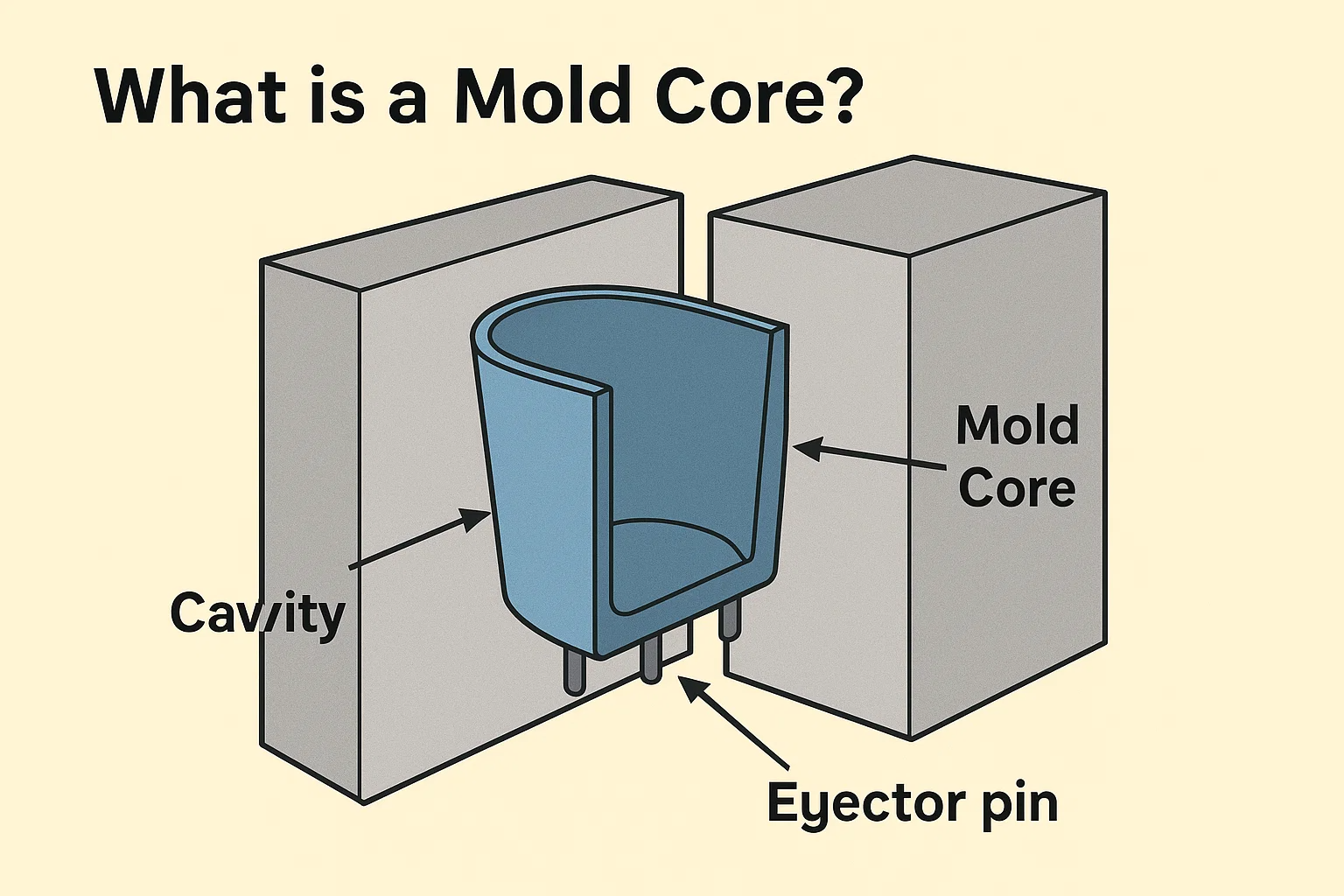
দ্য ছাঁচ কোর , ছাঁচের "বি-সাইড" বা "কোর অর্ধ" নামেও পরিচিত, এটি এমন উপাদান যা গঠন করে অভ্যন্তরীণ বৈশিষ্ট্য একটি প্লাস্টিকের অংশ। যখন ছাঁচটি বন্ধ থাকে, মূলটি গহ্বরের অভ্যন্তরে ফিট করে, গলিত প্লাস্টিকের ইনজেকশনযুক্ত স্থানটি তৈরি করে। এটিকে এমন একটি ঘুষির মতো ভাবুন যা কোনও অংশের মধ্যে ফাঁকা বা রিসেসড অঞ্চলগুলি তৈরি করে।
উদাহরণস্বরূপ, আপনি যদি একটি প্লাস্টিকের কাপ ছাঁচনির্মাণ করেন তবে মূলটি সেই অংশটি হবে যা কাপের অভ্যন্তরটি গঠন করে। একটি ফাঁকা বাক্সের জন্য, কোরটি অভ্যন্তরীণ স্থান তৈরি করবে। কোরটিতে সাধারণত ইজেক্টর পিনের মতো বৈশিষ্ট্যও থাকে যা এটি শীতল হওয়ার পরে ছাঁচের বাইরে সমাপ্ত অংশটি ঠেলে দিতে ব্যবহৃত হয়। যেহেতু এটি অভ্যন্তরীণ আকৃতি গঠন করে, কোরটিতে প্রায়শই আরও জটিল নকশা থাকে যেমন পাঁজর, বস (মাউন্টিংয়ের জন্য নলাকার প্রোট্রুশন) এবং অন্যান্য জটিল বিবরণগুলির মতো বৈশিষ্ট্যগুলি।
সাধারণত, ছাঁচ কোরগুলি টেকসই এবং তাপ-প্রতিরোধী উপকরণ যেমন কঠোর ইস্পাত, সরঞ্জাম ইস্পাত, বা কম উত্পাদন ভলিউমের জন্য অ্যালুমিনিয়ামের জন্য তৈরি করা হয়। উপাদানগুলির পছন্দ প্লাস্টিকের ছাঁচযুক্ত হওয়া, অংশের জটিলতা এবং প্রয়োজনীয় উত্পাদন ভলিউমের মতো কারণগুলির উপর নির্ভর করে।
ছাঁচ গহ্বর কি?
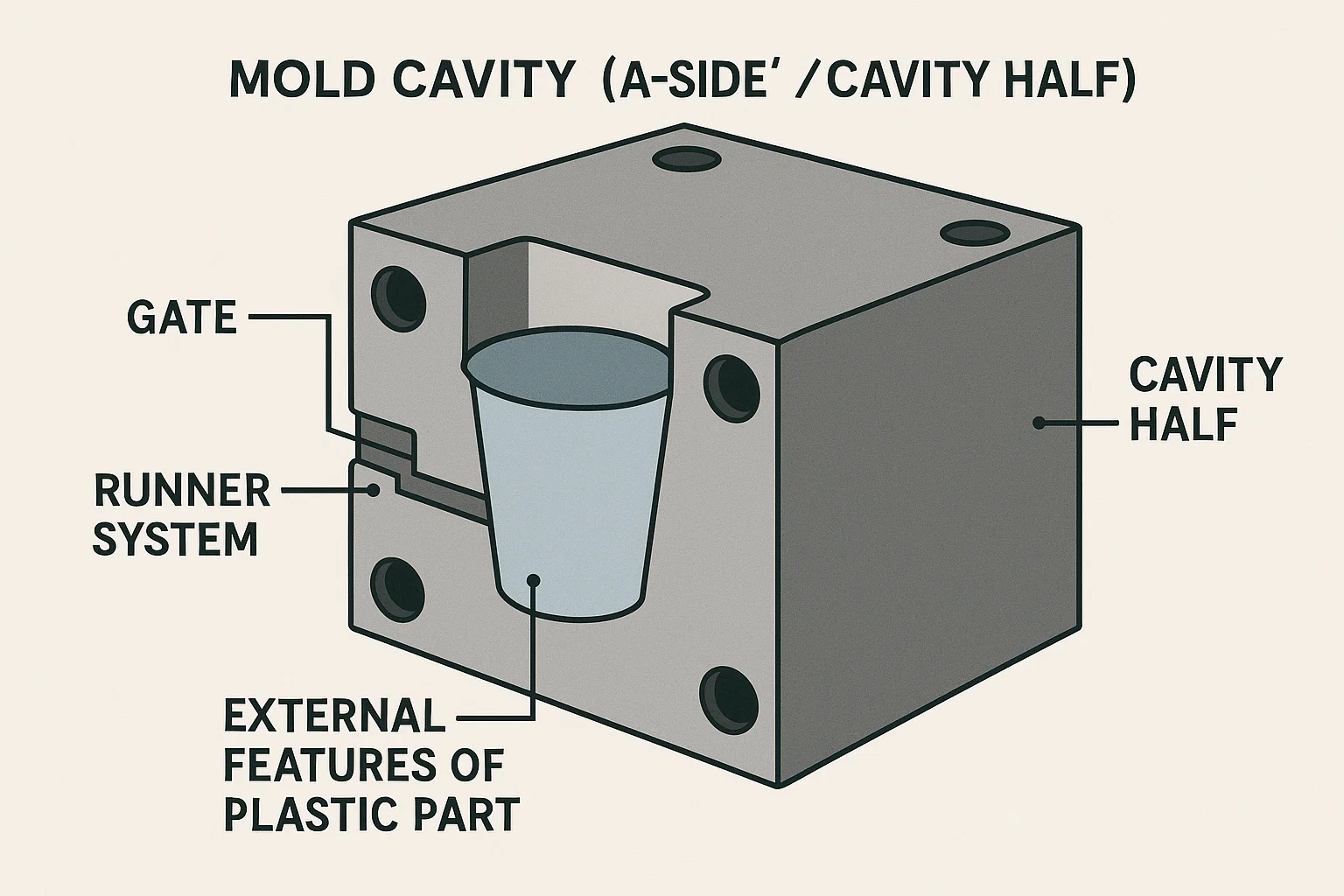
দ্য ছাঁচ গহ্বর , "এ-সাইড" বা "গহ্বর অর্ধ" নামেও পরিচিত, এটি এমন উপাদান যা গঠন করে বাহ্যিক বৈশিষ্ট্য প্লাস্টিকের অংশের। এটি বাইরের শেল বা ধারক যা গলিত প্লাস্টিক পূরণ করে। প্লাস্টিকের কাপ উপমা ব্যবহার করে, গহ্বরটি তার ঠোঁট এবং বাইরের দেয়াল সহ কাপের বাইরের অংশ তৈরি করবে।
গহ্বরের অর্ধেকটি সাধারণত গেট এবং রানার সিস্টেমটি যেখানে অবস্থিত। এই সিস্টেমটি সেই চ্যানেল যার মাধ্যমে গলিত প্লাস্টিক (বা রজন) ইনজেকশন ইউনিট থেকে ছাঁচে প্রবাহিত হয়। গহ্বরের ভেন্টিংয়ের জন্য সতর্কতার সাথে নকশার বিবেচনার জন্যও প্রয়োজন, যা প্লাস্টিকের ছাঁচটি পূরণ করার সাথে সাথে আটকা পড়া বাতাসকে পালাতে দেয়। সংক্ষিপ্ত শট (অসম্পূর্ণ অংশ) এবং বার্ন চিহ্নগুলির মতো ত্রুটিগুলি প্রতিরোধের জন্য যথাযথ ভেন্টিং গুরুত্বপূর্ণ।
মূলের মতো, ছাঁচের গহ্বরগুলি স্টিল বা অ্যালুমিনিয়াম থেকে তৈরি করা হয়, যা স্থায়িত্ব এবং ব্যয়ের একই কারণগুলির ভিত্তিতে নির্বাচিত উপাদানগুলি সহ। মূলটি অভ্যন্তরীণ আকৃতি গঠন করার সময়, গহ্বরটিই অংশটিকে তার চূড়ান্ত বাহ্যিক ফর্ম এবং পৃষ্ঠের সমাপ্তি দেয়।
ছাঁচ কোর এবং ছাঁচ গহ্বরের মধ্যে মূল পার্থক্য
মূল এবং গহ্বর একই মুদ্রার দুটি দিক, তবে ইনজেকশন ছাঁচনির্মাণে তাদের মৌলিকভাবে বিভিন্ন ভূমিকা রয়েছে। সঠিক ছাঁচ এবং অংশ ডিজাইনের জন্য এই পার্থক্যগুলি বোঝা গুরুত্বপূর্ণ।
আকৃতি গঠন: অভ্যন্তরীণ বনাম বাহ্যিক
সর্বাধিক উল্লেখযোগ্য পার্থক্য প্রতিটি উপাদান ফর্ম আকারে অবস্থিত। দ্য ছাঁচ কোর তৈরি করে অভ্যন্তরীণ আকার এবং অংশের বৈশিষ্ট্যগুলি যেমন গর্ত, ফাঁকা বিভাগ বা কোনও ধারকটির অভ্যন্তর। বিপরীতে, দ্য ছাঁচ গহ্বর ফর্ম বাহ্যিক আকার , বাইরের পৃষ্ঠ, আলংকারিক বিবরণ এবং অংশের সামগ্রিক মাত্রা সহ। শ্রমের এই বিভাগটি জটিল, ত্রি-মাত্রিক বস্তু তৈরির অনুমতি দেয়।
বিভাজন লাইনের সাথে সম্পর্কিত অবস্থান
দ্য বিভাজন লাইন সেই লাইনটি যেখানে ছাঁচের দুটি অংশ মিলিত হয়। দ্য গহ্বর অর্ধেক সাধারণত হয় স্প্রু সাইড (প্লাস্টিকটি ইনজেকশনযুক্ত পাশের দিকটি) এবং এটি অংশের দৃশ্যমান বাইরের পৃষ্ঠ গঠন করে। দ্য কোর অর্ধেক উপর হয় ইজেক্টর সাইড , এবং এটি যেখানে সমাপ্ত অংশটি ছাঁচ থেকে বাইরে ঠেলে দেওয়া হয়। মূল দিকে ইজেক্টর পিনের অবস্থানটি একটি মূল পার্থক্য, কারণ এগুলি গহ্বরের পাশে পাওয়া যায় না।
ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াতে ভূমিকা
-
কোর: কোর প্রায়শই পাশে থাকে ইজেকশন সিস্টেম , যার মধ্যে ইজেক্টর পিন এবং রিটার্ন পিন রয়েছে। এর প্রধান ভূমিকাটি ছাঁচ থেকে শীতল অংশটি অপসারণের সুবিধার্থে।
-
গহ্বর: গহ্বরটি সেই দিকটি যা সাধারণত থাকে গেট এবং রানার সিস্টেম , যা গলিত প্লাস্টিককে ছাঁচের মধ্যে নির্দেশ দেয়। এর প্রাথমিক ভূমিকা হ'ল ইনজেকশনযুক্ত উপাদান গ্রহণ করা এবং বাইরের শেল গঠন করা।
| বৈশিষ্ট্য | ছাঁচ কোর | ছাঁচ গহ্বর |
| প্রাথমিক ফাংশন | অংশের অভ্যন্তরীণ আকার গঠন | অংশের বাহ্যিক আকার গঠন |
| ছাঁচের অবস্থান | ইজেক্টর সাইড (বি-সাইড) | স্প্রু সাইড (এ-সাইড) |
| মূল বৈশিষ্ট্য | ইজেক্টর পিন, স্লাইড, লিফটার | গেটস, রানার, ভেন্টস |
| প্রক্রিয়াতে ভূমিকা | সমাপ্ত অংশটি বের করে দেয় | ইনজেকশন প্লাস্টিক গ্রহণ করে |
| অংশ উপর প্রভাব | অভ্যন্তরীণ বৈশিষ্ট্য, শক্তি এবং ইজেকশনকে প্রভাবিত করে | পৃষ্ঠ ফিনিস, টেক্সচার এবং প্রসাধনী চেহারা প্রভাবিত করে |
অংশ নকশা এবং কার্যকারিতা উপর প্রভাব
মূল এবং গহ্বরের চূড়ান্ত অংশের নকশায় সরাসরি প্রভাব রয়েছে। পাঁজর এবং কর্তাদের মতো মূল দিকের বৈশিষ্ট্যগুলি শক্তি যোগ করার জন্য বা সমাবেশের উদ্দেশ্যে গুরুত্বপূর্ণ। মূলটির নকশাটি অংশটি পরিষ্কারভাবে বেরিয়ে আসা যায় তা নিশ্চিত করার জন্য নির্দিষ্ট খসড়া কোণগুলির প্রয়োজনীয়তাও নির্ধারণ করতে পারে। অন্যদিকে গহ্বরের দিকটি অংশের পৃষ্ঠের সমাপ্তি, টেক্সচার এবং প্রসাধনী উপস্থিতি নির্ধারণ করে। গহ্বরের যে কোনও অপূর্ণতা চূড়ান্ত পণ্যটিতে দৃশ্যমান হবে।
ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া: ক্রিয়াকলাপে মূল এবং গহ্বর
মূল এবং গহ্বর কেবল স্থিরভাবে বসে না; তারা একটি অত্যন্ত সিঙ্ক্রোনাইজড উত্পাদন প্রক্রিয়াতে গতিশীল অংশীদার। তারা কীভাবে একসাথে কাজ করে তার একটি ধাপে ধাপে ব্রেকডাউন এখানে:
-
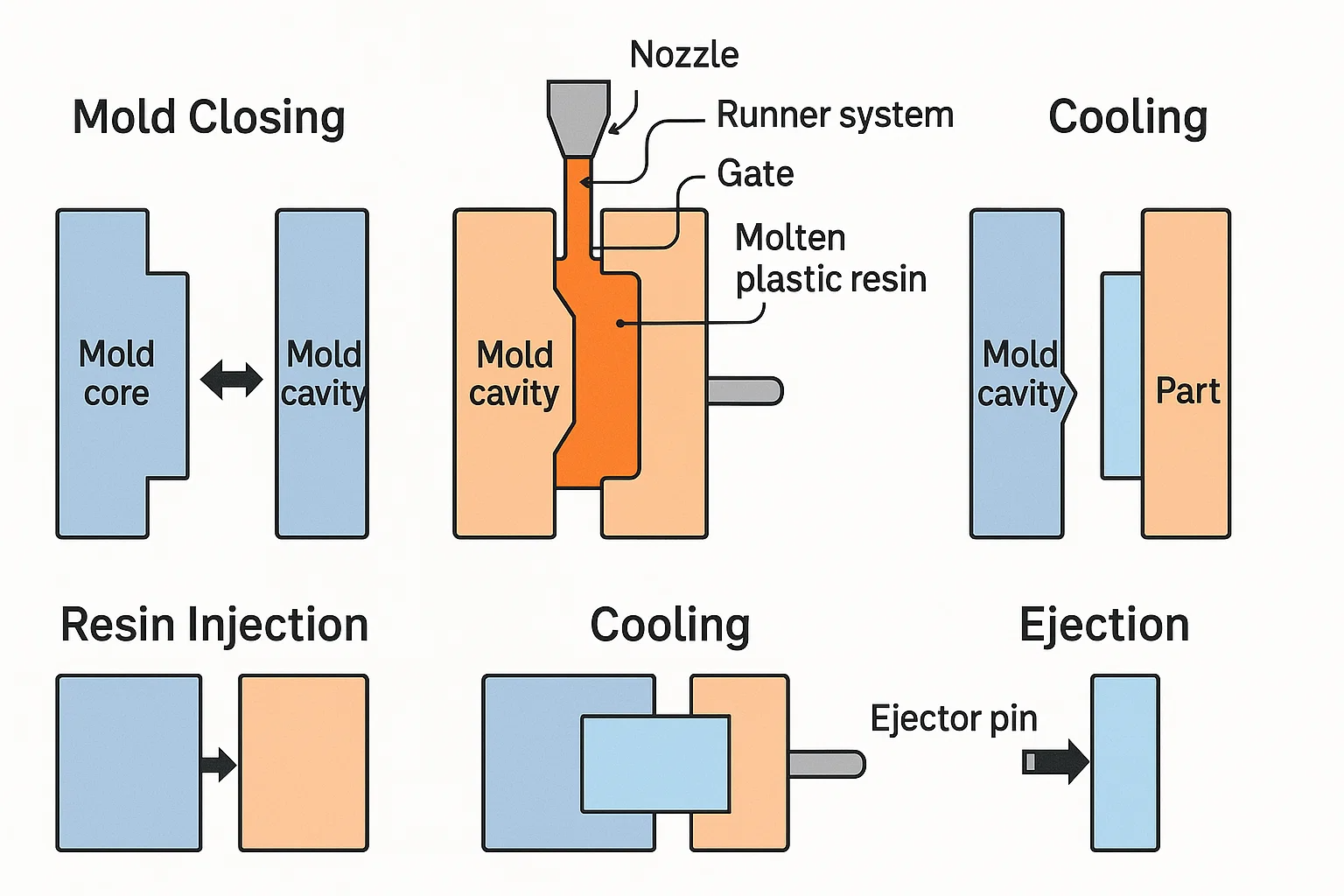
ছাঁচ বন্ধ: প্রক্রিয়াটি ছাঁচের কোর এবং ছাঁচের গহ্বরটি একে অপরের দিকে এগিয়ে যাওয়ার সাথে সাথে শুরু হয় যতক্ষণ না তারা একসাথে ক্ল্যাম্প করে। এই ক্রিয়াটি সিল করা অভ্যন্তরীণ শূন্যতা তৈরি করে - চূড়ান্ত অংশের আকার। এই প্রান্তিককরণের যথার্থতা সমালোচনা, কারণ যে কোনও বিভ্রান্তির কারণ হতে পারে "ফ্ল্যাশ" (পার্টিং লাইনের সাথে অতিরিক্ত উপাদানগুলি বেরিয়ে আসছে)।
-
রজন ইনজেকশন: গলিত প্লাস্টিকের রজন একটি অগ্রভাগের মাধ্যমে এবং ছাঁচের মধ্যে উচ্চ চাপের মধ্যে ইনজেকশন করা হয়। উপাদান মাধ্যমে ভ্রমণ রানার সিস্টেম এবং গেট - যা গহ্বরের অর্ধেক অংশ - এবং মূল এবং গহ্বরের মধ্যে স্থান পূরণ করে। মূলটি অংশের অভ্যন্তরীণ আকার গঠনের জন্য রজনকে স্থানচ্যুত করে, যখন গহ্বরটি বাইরের শেল গঠন করে।
-
কুলিং: রজনটি ছাঁচটি পূরণ করার পরে, একটি উত্সর্গীকৃত কুলিং সিস্টেম মূল এবং গহ্বর উভয়ের মধ্যে চ্যানেলের মাধ্যমে একটি তরল (সাধারণত জল বা তেল) সঞ্চালন করে। এই প্রক্রিয়াটি বাইরে থেকে প্লাস্টিকটিকে শক্ত করে তোলে, মূল এবং গহ্বরের অর্ধেক অংশটি দক্ষতার সাথে অংশটি শীতল করার জন্য তাপ হিসাবে কাজ করে।
-
ইজেকশন: অংশটি শীতল হয়ে গেলে এবং দৃ ified ় হয়ে গেলে, ছাঁচটি খোলে। দ্য ইজেকশন সিস্টেম Core যেহেতু অংশটি প্রায়শই কুলিংয়ের সময় কোরের দিকে সঙ্কুচিত হয়, কোরের নকশাটি অবশ্যই অন্তর্ভুক্ত করা উচিত খসড়া কোণ এটি আটকে যাওয়া থেকে বিরত রাখতে এবং একটি পরিষ্কার মুক্তি নিশ্চিত করতে। অংশটি তখন সংগ্রহের বিনের মধ্যে পড়ে বা একটি রোবোটিক বাহু দ্বারা তুলে নেওয়া হয়।
ছাঁচ কোর এবং গহ্বরের জন্য নকশা বিবেচনা
মূল এবং গহ্বরের নকশা একটি সূক্ষ্ম প্রক্রিয়া যা চূড়ান্ত অংশের সাফল্যকে নির্দেশ করে। কার্যকারিতা, উত্পাদনযোগ্যতা এবং একটি উচ্চ-মানের সমাপ্তি নিশ্চিত করতে ইঞ্জিনিয়ারদের অবশ্যই বেশ কয়েকটি সমালোচনামূলক কারণ বিবেচনা করতে হবে।
খসড়া কোণ এবং তাদের গুরুত্ব
ক খসড়া কোণ প্লাস্টিকের অংশের উল্লম্ব দেয়ালগুলিতে প্রয়োগ করা একটি সামান্য টেপার বা স্লেন্ট। এটি ছাঁচ থেকে একটি পরিষ্কার মুক্তির জন্য প্রয়োজনীয়। যথাযথ খসড়া ব্যতীত, অংশটি মূল বা গহ্বরের সাথে লেগে থাকতে পারে, যার ফলে ক্ষতি, ওয়ারপিং বা কঠিন ইজেকশন হতে পারে। ছাঁচটি খোলার সাথে সাথে অংশটি অর্ধেকটি না ধরতে পারে তা নিশ্চিত করার জন্য খসড়াটি অবশ্যই মূল এবং গহ্বর উভয় পক্ষেই ডিজাইন করা উচিত।
কুলিং চ্যানেল ডিজাইন
যথাযথ কুলিং চক্রের সময় হ্রাস করার জন্য এবং ওয়ারপেজ এবং সিঙ্ক চিহ্নগুলির মতো ত্রুটিগুলি প্রতিরোধের জন্য অতীব গুরুত্বপূর্ণ। ইঞ্জিনিয়াররা মূল এবং গহ্বর উভয় অর্ধেকের মধ্যে জটিল কুলিং চ্যানেলগুলি ডিজাইন করে। এই চ্যানেলগুলি সমানভাবে দৃ ification ়ীকরণ নিশ্চিত করে গলিত প্লাস্টিকের কাছ থেকে সমানভাবে এবং দ্রুত তাপ বের করতে একটি শীতল তরল প্রচার করে। গরম দাগগুলি এড়াতে এই চ্যানেলগুলির নকশা অবশ্যই অংশের জ্যামিতির জন্য অনুকূলিত করতে হবে।
গেটিং এবং রানার সিস্টেম ডিজাইন
দ্য রানার সিস্টেম চ্যানেলগুলির নেটওয়ার্ক যা গলিত প্লাস্টিককে ইনজেকশন অগ্রভাগ থেকে ছাঁচের গহ্বরের দিকে পরিচালিত করে। দ্য গেট রানার অংশটি পূরণ করে এমন একটি বিষয়। গেট এবং রানার প্রায় সবসময়ই অবস্থিত গহ্বর অর্ধেক । রজন কীভাবে ছাঁচটি পূরণ করে তা নিয়ন্ত্রণ করার জন্য তাদের নকশাটি গুরুত্বপূর্ণ, কারণ এটি অংশের প্রবাহের চিহ্ন, বোনা রেখাগুলি এবং সামগ্রিক শক্তি প্রভাবিত করে।
ইজেকশন সিস্টেম ডিজাইন
দ্য ইজেকশন সিস্টেম একচেটিয়াভাবে অবস্থিত কোর অর্ধেক ছাঁচের। এটি ইজেক্টর পিন, ব্লেড বা হাতা নিয়ে গঠিত যা সমাপ্ত অংশটিকে মূল থেকে দূরে ঠেলে দেয়। এই পিনগুলির সংখ্যা, আকার এবং অবস্থানটি অবশ্যই এমনকি বল প্রয়োগের জন্য সাবধানতার সাথে বিবেচনা করা উচিত, অংশটি বিকৃতকরণ বা ক্ষতিগ্রস্থ হতে বাধা দেয়।
ভেন্টিং বিবেচনা
প্লাস্টিকের রজনটি ছাঁচটি পূরণ করার সাথে সাথে ভিতরে আটকে থাকা বাতাসের অবশ্যই পালানোর উপায় থাকতে হবে। ভেন্টিং , সাধারণত ডিজাইন করা বিভাজন লাইন বা গহ্বর অর্ধেক , ছোট, অগভীর চ্যানেলগুলি নিয়ে গঠিত যা বাতাসকে ধাক্কা দিতে দেয়। অপর্যাপ্ত ভেন্টিংয়ের মতো প্রসাধনী ত্রুটিগুলি বাড়ে বার্ন মার্কস এবং যেমন কার্যকরী সমস্যা সংক্ষিপ্ত শট , যেখানে অংশটি অসম্পূর্ণ।
ছাঁচ কোর এবং গহ্বরের জন্য উপকরণ
ছাঁচ কোর এবং গহ্বরের জন্য নির্বাচিত উপাদানগুলি সমালোচনামূলক, কারণ এটি ছাঁচের স্থায়িত্ব, ব্যয় এবং দক্ষতার সাথে উচ্চমানের অংশগুলি উত্পাদন করার ক্ষমতাকে সরাসরি প্রভাবিত করে। নির্বাচনটি প্লাস্টিকের ধরণের ed ালাই, প্রয়োজনীয় উত্পাদন ভলিউম এবং অংশ ডিজাইনের জটিলতার মতো কারণগুলির উপর নির্ভর করে।
ইস্পাত
ইস্পাত ইনজেকশন ছাঁচগুলির জন্য সর্বাধিক সাধারণ এবং পছন্দসই উপাদান, বিশেষত উচ্চ-ভলিউম উত্পাদন রানের জন্য।
-
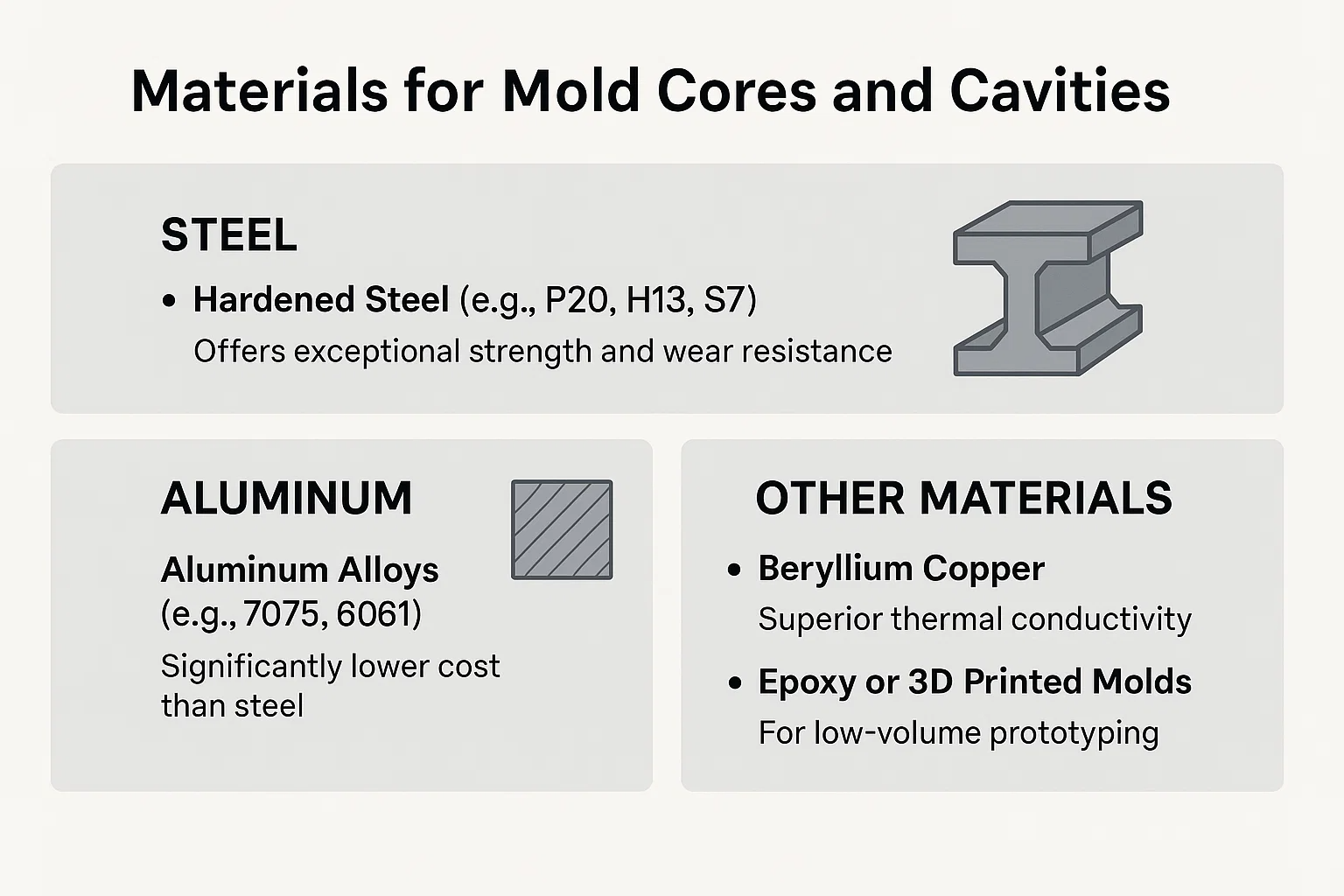
কঠোর ইস্পাত (উদাঃ, পি 20, এইচ 13, এস 7): এই ধরণের ইস্পাত ব্যতিক্রমী শক্তি এবং পরিধান প্রতিরোধের প্রস্তাব দেয়। এটি ছাঁচের জীবদ্দশায় কয়েক মিলিয়ন অংশ উত্পাদন করার জন্য আদর্শ। পি 20 তার কঠোরতা এবং যন্ত্রের ভারসাম্যের জন্য একটি জনপ্রিয় পছন্দ। এইচ 13 এবং এস 7 তাপ এবং চাপের প্রতিরোধের প্রয়োজন অ্যাপ্লিকেশনগুলির জন্য দুর্দান্ত। এই স্টিলের উচ্চ কঠোরতা একটি উচ্চতর পৃষ্ঠ সমাপ্তির অনুমতি দেয়।
-
স্টেইনলেস স্টিল (উদাঃ, 420 এসএস): প্লাস্টিকের উপাদানগুলি ed ালাই করা যখন ক্ষয়কারী হয় বা যখন ছাঁচটি আর্দ্র পরিবেশে ব্যবহৃত হয় তখন এটি ব্যবহৃত হয়। এটি দুর্দান্ত জারা প্রতিরোধের সরবরাহ করে, যা একটি প্রাচীন ছাঁচ পৃষ্ঠ বজায় রাখার জন্য গুরুত্বপূর্ণ।
অ্যালুমিনিয়াম
অ্যালুমিনিয়াম অ্যালো (উদাঃ, 7075, 6061) প্রায়শই প্রোটোটাইপ ছাঁচের জন্য বা কম-ভলিউম উত্পাদন চালানোর জন্য ব্যবহৃত হয় (সাধারণত 100,000 অংশের নিচে)।
-
সুবিধা: অ্যালুমিনিয়াম স্টিলের তুলনায় উল্লেখযোগ্যভাবে কম ব্যয় এবং আরও দ্রুত মেশিনিংয়ের সময় সহ বেশ কয়েকটি সুবিধা দেয়। এর দুর্দান্ত তাপ পরিবাহিতা দ্রুত শীতল হওয়ার অনুমতি দেয় যা ইনজেকশন ছাঁচনির্মাণ চক্রের সময় হ্রাস করতে পারে।
-
অসুবিধাগুলি: এটি স্টিলের চেয়ে পরিধান এবং ক্ষতি করতে কম টেকসই এবং বেশি সংবেদনশীল। এটি ঘর্ষণকারী বা গ্লাস-ভরা প্লাস্টিকের ছাঁচনির্মাণের জন্য উপযুক্ত নাও হতে পারে।
অন্যান্য উপকরণ
-
বেরিলিয়াম তামা: এই উপাদানটি ছাঁচ সন্নিবেশ বা উপাদানগুলির জন্য একটি দুর্দান্ত পছন্দ যেখানে দ্রুত তাপ অপসারণ সমালোচনামূলক, যেমন ঘন প্রাচীর বিভাগযুক্ত অঞ্চলগুলিতে। স্টিলের তুলনায় এটির উচ্চতর তাপীয় পরিবাহিতা রয়েছে, এটি স্থানীয়করণের জন্য এটি আদর্শ করে তোলে।
-
ইপোক্সি বা 3 ডি মুদ্রিত ছাঁচ: খুব কম-ভলিউম বা দ্রুত প্রোটোটাইপিংয়ের জন্য, অপ্রচলিত উপকরণ ব্যবহার করা যেতে পারে। এগুলি সস্তা এবং উত্পাদন করতে দ্রুত তবে খুব সীমিত জীবনকাল রয়েছে এবং এটি জটিল বা উচ্চ-নির্ভুলতার অংশগুলির জন্য উপযুক্ত নয়।
উত্পাদন ছাঁচ কোর এবং গহ্বর
ছাঁচ কোর এবং গহ্বরের উত্পাদন একটি অত্যন্ত সুনির্দিষ্ট এবং বিশেষায়িত প্রক্রিয়া। এটি একটি ইনজেকশন ছাঁচের জটিল, কার্যকরী উপাদানগুলিতে কাঁচামাল ব্লকগুলিকে রূপান্তর করতে উন্নত যন্ত্রপাতি এবং দক্ষ কারুশিল্পের প্রয়োজন। লক্ষ্যটি হ'ল অত্যন্ত কঠোর সহনশীলতা এবং একটি ত্রুটিহীন পৃষ্ঠের সমাপ্তি অর্জন করা।
যন্ত্র প্রক্রিয়া: সিএনসি মিলিং এবং ইডিএম
-
সিএনসি মিলিং (কম্পিউটার সংখ্যা নিয়ন্ত্রণ): এটি মূল এবং গহ্বর উভয়ই গঠনের প্রাথমিক পদ্ধতি। সিএনসি মেশিনগুলি স্তর দ্বারা উপাদান স্তর অপসারণ করতে কম্পিউটার-নির্দেশিত কাটিয়া সরঞ্জামগুলি ব্যবহার করে। এগুলি বেসিক জ্যামিতি, পকেট এবং বেশিরভাগ বিশদ বৈশিষ্ট্য তৈরি করার জন্য প্রয়োজনীয়। আধুনিক মাল্টি-অক্ষ সিএনসি মেশিনগুলি অবিশ্বাস্য নির্ভুলতার সাথে জটিল, বাঁকা পৃষ্ঠগুলি উত্পাদন করতে পারে।
-
ইডিএম (বৈদ্যুতিক স্রাব মেশিনিং): স্পার্ক মেশিনিং নামেও পরিচিত, ইডিএম হ'ল একটি অ-যোগাযোগ প্রক্রিয়া যা বৈশিষ্ট্যগুলি তৈরি করার জন্য ব্যবহৃত হয় যা traditional তিহ্যবাহী কাটিয়া সরঞ্জামগুলির সাথে মেশিন করা কঠিন বা অসম্ভব। এটি উপাদানগুলি ক্ষয় করতে বৈদ্যুতিক স্পার্কগুলি ব্যবহার করে কাজ করে। ইডিএম কঠোর কোণ, গভীর পাঁজর এবং কঠোর ইস্পাতগুলিতে খুব ছোট, জটিল বৈশিষ্ট্যগুলি তৈরি করার জন্য বিশেষভাবে কার্যকর।
পৃষ্ঠ চিকিত্সা এবং সমাপ্তি
মেশিনিংয়ের পরে, ছাঁচের পৃষ্ঠগুলি পালিশ করা হয় এবং পছন্দসই টেক্সচার এবং স্থায়িত্ব অর্জনের জন্য চিকিত্সা করা হয়।
-
পলিশিং: অংশটি সহজেই রিলিজ নিশ্চিত করতে এবং চূড়ান্ত পণ্যটিতে একটি মসৃণ, উচ্চ-চকচকে পৃষ্ঠ উত্পাদন করতে ছাঁচের পৃষ্ঠগুলি একটি আয়না ফিনিসে পালিশ করা হয়। মূলটি, বিশেষত, প্রায়শই ইজেকশনে সহায়তা করার জন্য একটি অত্যন্ত পালিশ ফিনিস প্রয়োজন।
-
টেক্সচারিং: টেক্সচারিং, বা ছাঁচের পৃষ্ঠে একটি শস্য বা প্যাটার্ন যুক্ত করা প্রায়শই চূড়ান্ত অংশটিকে একটি নির্দিষ্ট নান্দনিক চেহারা বা অনুভূতি দেওয়ার জন্য করা হয়। এটি প্রবাহ চিহ্নের মতো প্রসাধনী ত্রুটিগুলি আড়াল করতে সহায়তা করতে পারে।
-
আবরণ: তড়িৎ নিকেল ধাতুপট্টাবৃত বা টিনের (টাইটানিয়াম নাইট্রাইড) এর মতো আবরণগুলি ছাঁচের কঠোরতা, জারা প্রতিরোধের এবং লুব্রিকিটি বাড়ানোর জন্য প্রয়োগ করা হয়, এর জীবনকাল প্রসারিত করে এবং পরিধান হ্রাস করে।
মান নিয়ন্ত্রণ এবং পরিদর্শন
পুরো উত্পাদন প্রক্রিয়া জুড়ে, কঠোর মান নিয়ন্ত্রণের ব্যবস্থা রয়েছে। স্থানাঙ্ক পরিমাপ মেশিন (সিএমএম) এর মতো উচ্চ-নির্ভুলতা যন্ত্রগুলি যাচাই করতে ব্যবহৃত হয় যে মূল এবং গহ্বরের মাত্রা এবং সহনশীলতা কয়েকটি মাইক্রোমিটারের মধ্যে সঠিক। ছাঁচটি ত্রুটি ছাড়াই ধারাবাহিক, উচ্চ-মানের অংশগুলি উত্পাদন করবে তা নিশ্চিত করার জন্য এই সূক্ষ্ম পরিদর্শনটি অত্যাবশ্যক।
সাধারণ সমস্যা এবং সমাধান
এমনকি সূক্ষ্ম নকশা এবং উত্পাদন সহ, ইনজেকশন ছাঁচনির্মাণ সাধারণ সমস্যার মুখোমুখি হতে পারে। এর মধ্যে অনেকগুলি সমস্যাগুলি ছাঁচ কোর এবং ছাঁচের গহ্বরের মধ্যে মিথস্ক্রিয়াটির সাথে সরাসরি সম্পর্কিত।
ওয়ারপেজ এবং বিকৃতি
সমস্যা: ওয়ারপেজ হ'ল এটি শীতল হওয়ার পরে প্লাস্টিকের অংশের বিকৃতি। এটি সাধারণত অসম শীতল হারের কারণে ঘটে। যদি মূল এবং গহ্বরটি বিভিন্ন হারে অংশটি শীতল করে তবে অভ্যন্তরীণ চাপগুলি তৈরি করতে পারে, যার ফলে অংশটি বাঁকানো বা মোচড় দেয়।
সমাধান: সবচেয়ে কার্যকর সমাধান হ'ল এর নকশা অনুকূলিত করা কুলিং চ্যানেল মূল এবং গহ্বর উভয় ক্ষেত্রেই। পুরো ছাঁচের পৃষ্ঠ জুড়ে কুলিং অভিন্ন কিনা তা নিশ্চিত করা অপরিহার্য। গলিত তাপমাত্রা, ইনজেকশন চাপ এবং সময় ধরে রাখার সময় সামঞ্জস্য করা অভ্যন্তরীণ চাপকে প্রশমিত করতেও সহায়তা করতে পারে।
সংক্ষিপ্ত শট এবং সিঙ্ক চিহ্ন
সমস্যা: ক শর্ট শট যখন প্লাস্টিকের রজনটি ছাঁচের গহ্বরটি সম্পূর্ণরূপে পূরণ করতে ব্যর্থ হয় তখন ঘটে, যার ফলে অসম্পূর্ণ অংশ হয়। এটি প্রায়শই অপর্যাপ্ত চাপ বা দুর্বল ভেন্টিংয়ের কারণে হয়। বিপরীতে, সিঙ্ক চিহ্ন প্লাস্টিকের সঙ্কুচিত হওয়ার সাথে সাথে এটি শীতল হওয়ার সাথে সাথে পৃষ্ঠের অভ্যন্তরের দিকে টানছে এমন একটি অংশের পৃষ্ঠে হতাশাগুলি।
সমাধান: সংক্ষিপ্ত শটগুলির জন্য, সমাধানটি উন্নত করা জড়িত ভেন্টিং ছাঁচের গহ্বরের উপরে আটকা পড়া বাতাসকে পালাতে দেয়। ইনজেকশন চাপ, গতি বা গলে তাপমাত্রা বৃদ্ধি করাও সহায়তা করতে পারে। সিঙ্ক চিহ্নগুলির জন্য, সমস্যাটি সাধারণত ঘন প্রাচীর বিভাগ বা অপর্যাপ্ত শীতল হওয়ার ফলাফল। সমাধানগুলির মধ্যে অভিন্ন প্রাচীরের বেধ থাকতে অংশটিকে নতুন করে ডিজাইন করা, হোল্ডিং চাপ বাড়ানো বা মূল এবং গহ্বর উভয় ক্ষেত্রেই শীতল চ্যানেলগুলির দক্ষতা উন্নত করা অন্তর্ভুক্ত।
ইজেকশন সমস্যা
সমস্যা: ইজেকশন সমস্যাগুলি ঘটে যখন সমাপ্ত অংশটি ছাঁচের সাথে লেগে থাকে এবং পরিষ্কারভাবে অপসারণ করা যায় না। এটি প্রায় সবসময়ই একটি সমস্যা কোর অর্ধেক ছাঁচের। এটি অপর্যাপ্ত বা অনুচিতভাবে ডিজাইন করা হতে পারে খসড়া কোণ , একটি অপর্যাপ্ত ইজেকশন সিস্টেম , বা অংশটি খুব শক্তভাবে কোরের দিকে সঙ্কুচিত হচ্ছে।
সমাধান: প্রাথমিক সমাধানটি হ'ল মূল পাশের সমস্ত দেয়ালগুলির একটি সঠিক খসড়া কোণ রয়েছে তা নিশ্চিত করা। সংখ্যা বৃদ্ধি ইজেক্টর পিন বা ইজেকশন ফোর্সকে আরও সমানভাবে বিতরণ করতে তাদের স্থান নির্ধারণের অনুকূলকরণও সমস্যার সমাধান করতে পারে। যদি উপাদানটি স্টিকিংয়ের ঝুঁকিতে থাকে তবে একটি অত্যন্ত পালিশ পৃষ্ঠের ফিনিস বা একটি নির্দিষ্ট ছাঁচ রিলিজ এজেন্ট ব্যবহার করা যেতে পারে।
| সমস্যা | সম্ভবত কারণ | সমাধান |
| ওয়ারপেজ | অসম শীতলকরণ, অভ্যন্তরীণ চাপ | কুলিং চ্যানেলগুলি অনুকূল করুন, প্রক্রিয়াজাতকরণ পরামিতিগুলি সামঞ্জস্য করুন। |
| সংক্ষিপ্ত শট | আটকা বাতাস, নিম্নচাপ | গহ্বরের উপর ভেন্টিং উন্নত করুন, ইনজেকশন চাপ বাড়ান। |
| সিঙ্ক চিহ্ন | ঘন দেয়াল, অপর্যাপ্ত শীতল | অভিন্ন বেধের জন্য অংশটিকে নতুন করে ডিজাইন করুন, গহ্বরের উপর হোল্ডিং চাপ বাড়ান। |
| ইজেকশন সমস্যা | অপর্যাপ্ত খসড়া কোণ, অংশ আটকে | মূলে খসড়া কোণ যুক্ত বা বাড়ান, আরও ইজেক্টর পিন যুক্ত করুন। |
সুতরাং
মধ্যে পার্থক্য ছাঁচ কোর এবং ছাঁচ গহ্বর পুরো ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াটির জন্য মৌলিক। যদিও এগুলি একটি একক সরঞ্জামের দুটি অংশ, তারা স্বতন্ত্রভাবে আলাদা, তবুও পরিপূরক, ফাংশনগুলি সম্পাদন করে। ছাঁচ গহ্বর ফর্ম বাহ্যিক আকার অংশটি, এর বাইরের মাত্রা এবং প্রসাধনী পৃষ্ঠকে সংজ্ঞায়িত করে। বিপরীতে, ছাঁচ কোর তৈরি করে অভ্যন্তরীণ আকার এবং বৈশিষ্ট্যগুলি, এবং অংশ ইজেকশন সুবিধার্থে গুরুত্বপূর্ণ ভূমিকা পালন করে।
একসাথে, মূল এবং গহ্বরটি ইনজেকশন ছাঁচনির্মাণের হৃদয়কে উপস্থাপন করে, কাঁচা প্লাস্টিকের রজনকে একটি সুনির্দিষ্ট, সমাপ্ত পণ্য হিসাবে রূপান্তরিত করে। সাধারণ ত্রুটিগুলি প্রতিরোধ, উত্পাদন দক্ষতা অনুকূলকরণ এবং শেষ পর্যন্ত উচ্চমানের প্লাস্টিকের অংশগুলি উত্পাদন করে যা উচ্চমানের মানদণ্ডগুলি পূরণ করে।

