
ওভারমোল্ডিং এবং বন্ধন চ্যালেঞ্জগুলির পরিচিতি
ওভারমোল্ডিং একটি রূপান্তরকারী উত্পাদন প্রক্রিয়া যেখানে একটি উপাদান, সাধারণত একটি নরম থার্মোপ্লাস্টিক ইলাস্টোমার (টিপিই) বা রাবারকে সরাসরি এক সেকেন্ডের উপরে বা তার কাছাকাছি, অনমনীয় উপাদান (সাবস্ট্রেট) এর চারপাশে ed ালাই করা হয়। এই কৌশলটি অবিশ্বাস্যভাবে বহুমুখী, একক অংশে একাধিক উপাদান বৈশিষ্ট্যযুক্ত উপাদান তৈরি করার অনুমতি দেয়। কোনও সরঞ্জামে একটি আরামদায়ক, নন-স্লিপ গ্রিপ, বৈদ্যুতিন ডিভাইসে একটি জলরোধী সিল, বা ভোক্তা পণ্যগুলিতে নান্দনিকভাবে আনন্দদায়ক মাল্টি-কালার ডিজাইনগুলি ভাবেন।
ওভারমোল্ডিংয়ের সুবিধাগুলি অসংখ্য:: বর্ধিত এরগনোমিক্স, উন্নত নান্দনিকতা, শব্দ এবং কম্পন স্যাঁতসেঁতে, বৈদ্যুতিক নিরোধক, এবং আঠালো বা ফাস্টেনারগুলির প্রয়োজনীয়তা দূর করে সরল সমাবেশ। যাইহোক, ওভারমোল্ডিংয়ের সাফল্য একটি সমালোচনামূলক ফ্যাক্টরের উপর কব্জাগুলি: একটি শক্তিশালী, স্থায়ী বন্ধন অর্জন দুটি স্বতন্ত্র উপকরণ মধ্যে।

একটি দৃ unt ় বন্ধন ব্যতীত, অতিরিক্ত জমিদারি অংশগুলি সাধারণ এবং হতাশাজনক বিষয়গুলিতে ভুগতে পারে উপাদান বিচ্ছেদ, খোসা ছাড়ানো, বুদবুদ বা ডিলিমিনেশন । একটি নরম-টাচ হ্যান্ডেলটি তার অনমনীয় কোর থেকে বিচ্ছিন্ন করার কল্পনা করুন, বা আর্দ্রতা প্রবেশের কারণে একটি সিলযুক্ত বৈদ্যুতিন ঘের ব্যর্থ হয়। এই ব্যর্থতাগুলি কেবল পণ্যের কার্যকারিতা এবং স্থায়িত্বের সাথে আপস করে না তবে ব্যয়বহুল ওয়ারেন্টি দাবি, পণ্য পুনরুদ্ধার এবং ব্র্যান্ডের খ্যাতিতে উল্লেখযোগ্য ক্ষতি হতে পারে।
ওভারমোল্ডিংয়ে উপাদান বন্ধনের বিজ্ঞান বোঝা
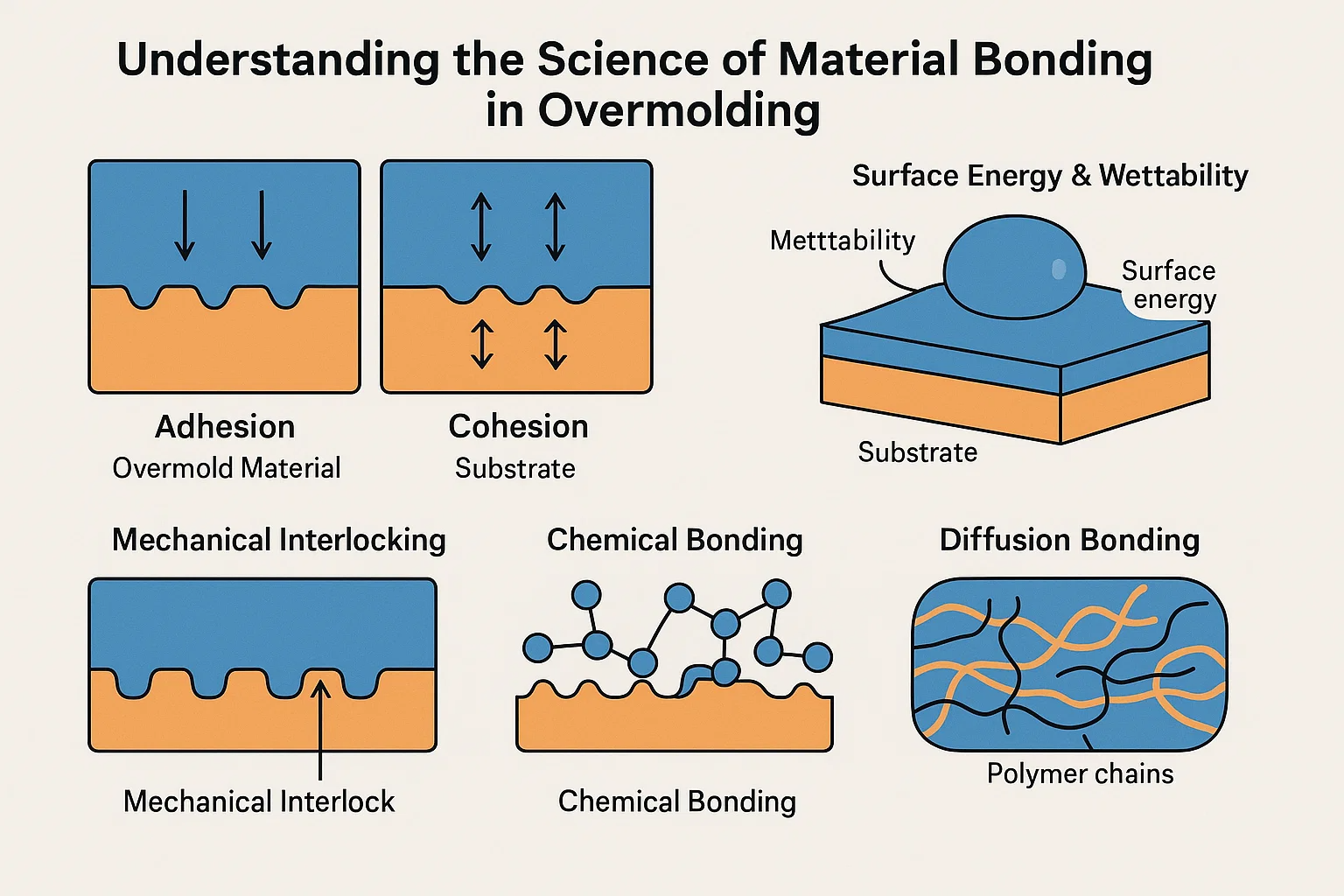
ওভারমোল্ডিংয়ে স্থায়ী বন্ধন অর্জন যাদু নয়; এটি একটি বিজ্ঞান যা মূলত কোনও মাইক্রোস্কোপিক স্তরে ইন্টারঅ্যাক্ট করে। সত্যই ওভারমোল্ডিংয়ে মাস্টার করার জন্য, আমাদের এর মৌলিক নীতিগুলি উপলব্ধি করতে হবে আঠালো এবং সংহতি , এবং কীভাবে তারা আপনার স্তর এবং অতিরিক্ত পরিমাণে উপাদানগুলির মধ্যে ইন্টারফেসে প্রয়োগ করে।
আঠালো দু'জনের মধ্যে আকর্ষণীয় বাহিনীকে বোঝায় ভিন্ন পৃষ্ঠতল। এটি স্টিকি টেপের মতো ভাবেন; টেপটি প্রাচীরের সাথে মেনে চলে। ওভারমোল্ডিংয়ে, এটি সাবস্ট্রেট (প্রথম উপাদান) এবং ওভারমোল্ড উপাদান (দ্বিতীয় উপাদান) এর মধ্যে বন্ধন। শক্তিশালী আনুগত্য মানে দুটি উপকরণ সহজেই তাদের যোগাযোগের পৃষ্ঠে আলাদা হবে না।
সংহতি অন্যদিকে, একটি এর অভ্যন্তরীণ শক্তি বোঝায় একক উপাদান। যদি আপনার স্টিকি টেপ অশ্রু হয় তবে এটি টেপের মধ্যেই একটি সম্মিলিত ব্যর্থতা, প্রাচীর থেকে আঠালো ব্যর্থতা নয়। অতিরিক্ত পরিমাণে, উভয় উপকরণ অভ্যন্তরীণভাবে ছিঁড়ে যাওয়া বা ভাঙা রোধ করতে ভাল সম্মিলিত শক্তি প্রয়োজন। একটি শক্তিশালী ওভারমোল্ড বন্ডের জন্য ইন্টারফেসে দুর্দান্ত আনুগত্য এবং প্রতিটি উপাদানের মধ্যে পর্যাপ্ত সংহতি উভয়ই প্রয়োজন।
আঠালো থেকে কেন্দ্রীয় হয় পৃষ্ঠ শক্তি এবং ওয়েটবিলিটি :
-
পৃষ্ঠ শক্তি: প্রতিটি উপাদানের পৃষ্ঠে একটি নির্দিষ্ট পরিমাণ শক্তি থাকে। কার্যকর বন্ধনের জন্য, ওভারমোল্ড উপাদান (এর গলিত অবস্থায়) সাধারণত একটি থাকা প্রয়োজন নিম্ন পৃষ্ঠের শক্তি সাবস্ট্রেটের চেয়ে এটি প্রবাহিত। এটি গলিত প্লাস্টিককে সাবস্ট্রেটের পৃষ্ঠটি পুরোপুরি ছড়িয়ে দিতে এবং "ভেজা" করতে দেয়।
-
Wettability: এটি একটি তরল (গলিত ওভারমোল্ড উপাদান) একটি শক্ত পৃষ্ঠের (স্তরটি) ছড়িয়ে দেওয়ার ক্ষমতা। ভাল ওয়েটবিলিটি নিশ্চিত করে যে গলিত প্লাস্টিকটি ঘনিষ্ঠভাবে সাবস্ট্রেটের সাথে যোগাযোগ করতে পারে, বন্ধনের সম্ভাবনা সর্বাধিক করে তোলে। কল্পনা করুন যে কোনও মোমযুক্ত গাড়িতে জল ছড়িয়ে দেওয়া বনাম পরিষ্কার গ্লাসে ছড়িয়ে পড়ে; পরেরটি আরও ভাল ওয়েটবিলিটি দেখায়।
যখন এই শর্তগুলি পূরণ করা হয়, তখন বিভিন্ন বন্ধন ব্যবস্থা সেই শক্তিশালী, স্থায়ী সংযোগ তৈরি করতে আসে:
-
যান্ত্রিক ইন্টারলকিং: এটি একটি মাইক্রোস্কোপিক ধাঁধার মতো। গলিত ওভারমোল্ড উপাদানটি সাবস্ট্রেটের পৃষ্ঠের উপর ছোট অনিয়ম, ছিদ্র বা ইচ্ছাকৃতভাবে ডিজাইন করা বৈশিষ্ট্যগুলি (যেমন আন্ডারকাট বা গর্তের মতো) প্রবাহিত হয়। এটি শীতল এবং দৃ if ় হওয়ার সাথে সাথে এটি এই বৈশিষ্ট্যগুলির সাথে শারীরিকভাবে ইন্টারলক করে, একটি যান্ত্রিক অ্যাঙ্কর তৈরি করে যা বিচ্ছেদকে প্রতিরোধ করে। এটি প্রায়শই প্রাথমিক বন্ধন ব্যবস্থা, বিশেষত যখন রাসায়নিকের সামঞ্জস্যতা সীমাবদ্ধ থাকে।
-
রাসায়নিক বন্ধন: এটি আনুগত্যের সবচেয়ে শক্তিশালী রূপ, গঠনের সাথে জড়িত প্রাথমিক রাসায়নিক বন্ড (কোভ্যালেন্ট বা আয়নিক বন্ডের মতো) বা মাধ্যমিক বাহিনী (ভ্যান ডার ওয়েলস ফোর্সেস, হাইড্রোজেন বন্ডগুলির মতো) তাদের ইন্টারফেসে দুটি উপকরণের অণুগুলির মধ্যে। এটি সাধারণত ঘটে যখন উপকরণগুলির অনুরূপ রাসায়নিক কাঠামো থাকে বা যখন নির্দিষ্ট প্রতিক্রিয়াশীল গোষ্ঠীগুলি ইন্টারঅ্যাক্ট করতে পারে। উদাহরণস্বরূপ, টিপিইর কয়েকটি গ্রেড নির্দিষ্ট ইঞ্জিনিয়ারিং প্লাস্টিকের সাথে রাসায়নিকভাবে বন্ডে ইঞ্জিনিয়ার করা হয়।
-
ডিফিউশন বন্ধন: কিছু ক্ষেত্রে, বিশেষত এমন উপকরণগুলির সাথে যা রাসায়নিকভাবে খুব অনুরূপ এবং উচ্চ তাপমাত্রায় প্রক্রিয়াজাত হয়, ওভারমোল্ড উপাদান থেকে পলিমার চেইনগুলি আসলে পারে বিচ্ছুরিত এবং এটান সাবস্ট্রেটের পলিমার চেইন সহ। এটি একটি সত্য ইন্টারপেনট্রেটিং নেটওয়ার্ক তৈরি করে, কার্যকরভাবে দুটি উপকরণগুলির মধ্যে লাইনটি ঝাপসা করে এবং একটি অবিশ্বাস্যভাবে শক্তিশালী, প্রায় অবিচ্ছেদ্য বন্ধন গঠন করে। এটি প্রায়শই দুটি শট ছাঁচনির্মাণে দেখা যায় যেখানে উভয় উপকরণ একই রকম গলে যাওয়া বৈশিষ্ট্যযুক্ত প্লাস্টিক।
মূল কারণগুলি বন্ড শক্তি প্রভাবিত করে
ওভারমোল্ডিংয়ে একটি উচ্চতর বন্ধন অর্জন কেবল বিজ্ঞান বোঝার বিষয়ে নয়; এটি পুরো নকশা এবং উত্পাদন প্রক্রিয়া জুড়ে বেশ কয়েকটি ব্যবহারিক কারণ নিয়ন্ত্রণ করার বিষয়ে। এর মধ্যে যে কোনও একটিকে অবহেলা করা চূড়ান্ত বন্ড শক্তিকে উল্লেখযোগ্যভাবে আপস করতে পারে।
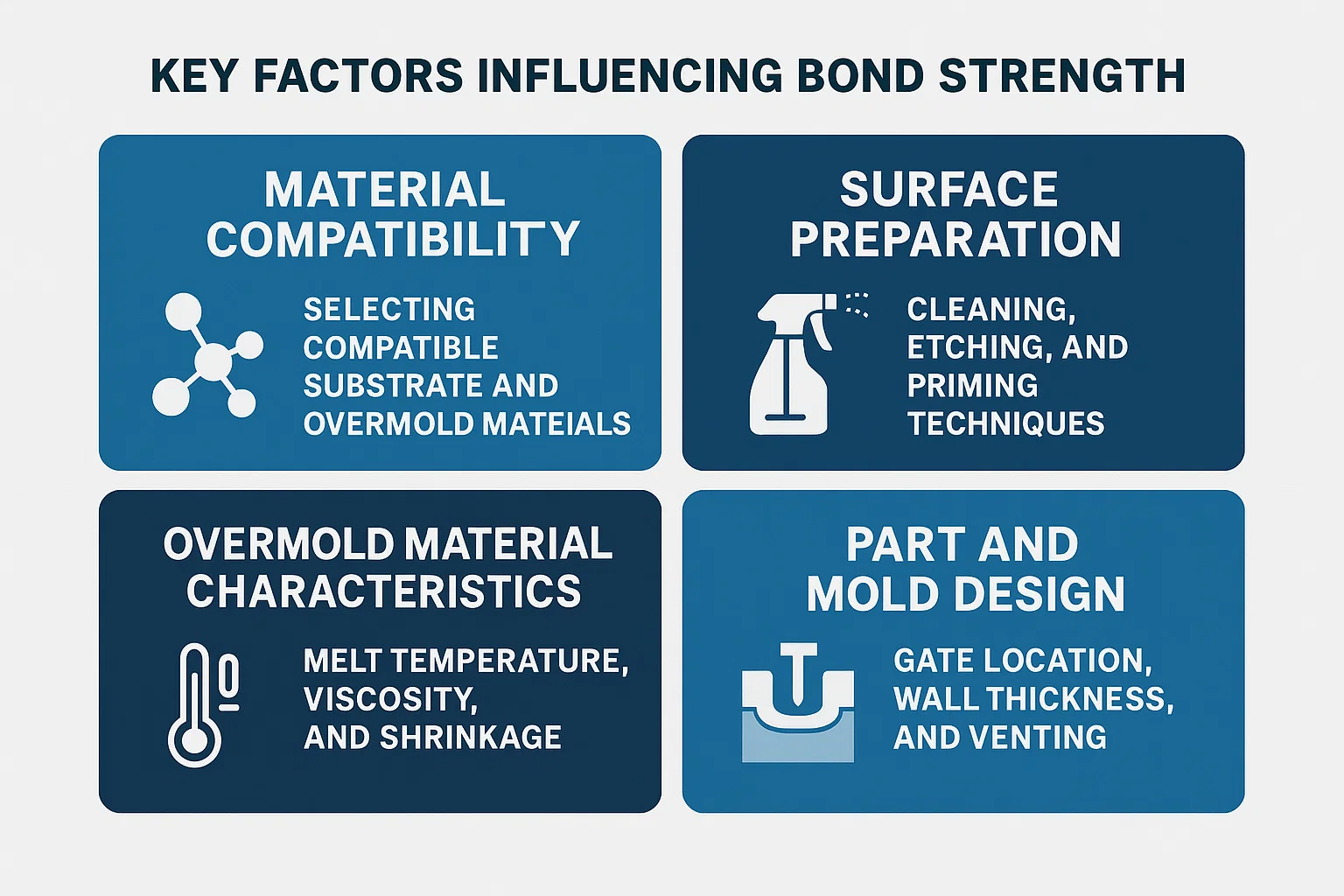
1। উপাদান সামঞ্জস্যতা: সামঞ্জস্যপূর্ণ সাবস্ট্রেট এবং ওভারমোল্ড উপকরণ নির্বাচন করা
এটি প্রায়শই সবচেয়ে সমালোচনামূলক সূচনা পয়েন্ট। উপকরণগুলির পছন্দগুলির জন্য সম্ভাবনার নির্দেশ দেয় রাসায়নিক বন্ধন এবং বিচ্ছুরণ .
-
রাসায়নিক সখ্যতা: কিছু উপাদান জুড়ি প্রাকৃতিকভাবে একে অপরের "পছন্দ"। উদাহরণস্বরূপ, নির্দিষ্ট টিপিইএস (থার্মোপ্লাস্টিক ইলাস্টোমার্স) বিশেষত সাধারণ অনমনীয় প্লাস্টিকের সাথে ভালভাবে বন্ড করার জন্য তৈরি করা হয় পিসি (পলিকার্বোনেট) , এবিএস (এক্রাইলোনাইট্রাইল বুটাদিন স্টাইরিন) , পিসি/অ্যাবস মিশ্রণ , এবং এমনকি নাইলন । বিপরীতে, পছন্দসই উপকরণগুলিতে tpe বন্ধন পিপি (পলিপ্রোপিলিন) বা পিই (পলিথিন) তাদের নিম্ন পৃষ্ঠের শক্তির কারণে বিশেষ সূত্র বা পৃষ্ঠের চিকিত্সা ছাড়াই চ্যালেঞ্জিং হতে পারে।
-
গলে তাপমাত্রার মিল: আদর্শভাবে, ওভারমোল্ড উপাদানগুলির একটি প্রসেসিং তাপমাত্রা থাকা উচিত যা এটি স্তরটিকে বিকৃত বা অবনমিত না করে কার্যকরভাবে প্রবাহিত এবং বন্ড করতে দেয়। যদি ওভারমোল্ড উপাদানটির সাবস্ট্রেটের তাপ ডিফ্লেশন তাপমাত্রার তুলনায় অনেক বেশি তাপমাত্রা প্রয়োজন হয় তবে এটি প্রথম শটটির ওয়ারপিং বা গলানোর দিকে পরিচালিত করতে পারে।
-
সঙ্কুচিত হার: তারা শীতল হিসাবে পদার্থ সঙ্কুচিত। যদি ওভারমোল্ড এবং সাবস্ট্রেট উপকরণগুলি উল্লেখযোগ্যভাবে আলাদা থাকে সঙ্কুচিত হার , অভ্যন্তরীণ চাপগুলি তৈরি করতে পারে, সময়ের সাথে সাথে ডিলিমিনেশন বা ক্র্যাকিংয়ের দিকে পরিচালিত করে, বিশেষত প্রান্ত বা কোণে। ইঞ্জিনিয়াররা সাবধানতার সাথে অনুরূপ বা পরিপূরক সঙ্কুচিত আচরণের সাথে জোড়া নির্বাচন করে।
2। পৃষ্ঠতল প্রস্তুতি: পরিষ্কার, এচিং এবং প্রাইমিং কৌশল
এমনকি সামঞ্জস্যপূর্ণ উপকরণ সহ, একটি দূষিত বা দুর্বল প্রস্তুত সাবস্ট্রেট পৃষ্ঠটি বন্ধনকে মারাত্মকভাবে দুর্বল করতে পারে।
-
পরিষ্কার: সাবস্ট্রেট পৃষ্ঠটি অবশ্যই সাবধানতার সাথে হওয়া উচিত পরিষ্কার এবং ছাঁচ রিলিজ এজেন্ট, তেল, ধূলিকণা বা অন্যান্য দূষক মুক্ত । এগুলি বাধা হিসাবে কাজ করে, অন্তরঙ্গ যোগাযোগ এবং বন্ধন প্রতিরোধ করে। সাবস্ট্রেটের উপর নির্ভর করে পরিষ্কার করার পদ্ধতিগুলি সাধারণ ধোয়া থেকে শুরু করে অতিস্বনক পরিষ্কার বা দ্রাবক ওয়াইপ পর্যন্ত হতে পারে।
-
যান্ত্রিক এচিং/টেক্সচারিং: সাবস্ট্রেটে একটি মাইক্রোস্কোপিকভাবে রুক্ষ পৃষ্ঠ তৈরি করা উল্লেখযোগ্যভাবে বাড়িয়ে তুলতে পারে যান্ত্রিক ইন্টারলকিং । এটি স্যান্ডব্লাস্টিং, লেজার এচিংয়ের মতো কৌশলগুলির মাধ্যমে বা এমনকি প্রথম শট ছাঁচে সরাসরি টেক্সচার ডিজাইন করে অর্জন করা যেতে পারে। বর্ধিত পৃষ্ঠের ক্ষেত্রটি সম্ভাব্য রাসায়নিক মিথস্ক্রিয়তার জন্য আরও পয়েন্ট সরবরাহ করে।
-
রাসায়নিক প্রাইমিং/আঠালো প্রচারকারী: চ্যালেঞ্জিং উপাদান সংমিশ্রণের জন্য, প্রাইমার বা আঠালো প্রবর্তক সাবস্ট্রেট পৃষ্ঠে প্রয়োগ করা যেতে পারে। এই রাসায়নিকগুলি একটি সেতু হিসাবে কাজ করে, স্তর এবং ওভারমোল্ড উপাদান উভয়ের সাথে একটি বন্ধন গঠন করে। এটি রাবার থেকে প্লাস্টিক বা ধাতব থেকে প্লাস্টিকের ওভারমোল্ডিংয়ে সাধারণ।
-
প্লাজমা চিকিত্সা / করোনার চিকিত্সা: এই উন্নত পৃষ্ঠের চিকিত্সাগুলি সাবস্ট্রেটের পৃষ্ঠের শক্তি পরিবর্তন করতে বৈদ্যুতিক স্রাব ব্যবহার করে, এটি বন্ধনে আরও গ্রহণযোগ্য করে তোলে। তারা ওয়েটবিলিটি বাড়িয়ে তুলতে পারে এবং রাসায়নিক বন্ধনের জন্য প্রতিক্রিয়াশীল সাইট তৈরি করতে পারে।
3। অতিরিক্ত পরিমাণে উপাদান বৈশিষ্ট্য: গলে তাপমাত্রা, সান্দ্রতা এবং সঙ্কুচিত
ইনজেকশন প্রক্রিয়া চলাকালীন ওভারমোল্ড উপাদানের বৈশিষ্ট্যগুলি নিজেই একটি গুরুত্বপূর্ণ ভূমিকা পালন করে।
-
গলে তাপমাত্রা: ওভারমোল্ড উপাদানটি যে তাপমাত্রায় প্রক্রিয়াজাত করা হয় তা যথাযথভাবে নিয়ন্ত্রণ করা দরকার। এটি সাবস্ট্রেটের যথাযথ প্রবাহ এবং ভেজা অর্জনের জন্য যথেষ্ট গরম হতে হবে তবে এতটা গরম নয় যে এটি উপাদান বা অন্তর্নিহিত স্তরটিকে হ্রাস করে।
-
সান্দ্রতা: দ্য সান্দ্রতা (প্রবাহ প্রতিরোধ) গলিত ওভারমোল্ড উপাদানগুলির মধ্যে জটিল ছাঁচ বৈশিষ্ট্যগুলি পূরণ করার ক্ষমতা এবং অন্তরঙ্গভাবে সাবস্ট্রেট পৃষ্ঠের সাথে যোগাযোগ করার ক্ষমতা প্রভাবিত করে। এমন একটি উপাদান যা খুব সান্দ্র, যান্ত্রিক ইন্টারলকিংয়ের জন্য সূক্ষ্ম বিবরণ পূরণ করতে পারে না, অন্যদিকে খুব তরল ফ্ল্যাশ হতে পারে।
-
সঙ্কুচিত: যেমনটি উল্লেখ করা হয়েছে, অভ্যন্তরীণ চাপ এবং বন্ড ব্যর্থতা রোধ করতে সাবস্ট্রেটের সাথে সম্পর্কিত ওভারমোল্ড উপাদানগুলির সঙ্কুচিততা পরিচালনা করা দরকার।
4। অংশ এবং ছাঁচ ডিজাইন: গেটের অবস্থান, প্রাচীরের বেধ এবং ভেন্টিং
শুরু থেকে স্মার্ট ডিজাইন অনেক বন্ধনের সমস্যা রোধ করতে পারে।
-
গেটের অবস্থান: দ্য গেট (যেখানে গলিত প্লাস্টিকটি ছাঁচে প্রবেশ করে) ওভারমোল্ড গহ্বরের এমনকি সম্পূর্ণ ফিলিং নিশ্চিত করতে কৌশলগতভাবে স্থাপন করা উচিত। দরিদ্র গেটের অবস্থান অসম্পূর্ণ ফিলিং, ওয়েল্ড লাইনগুলি বা অপর্যাপ্ত চাপযুক্ত অঞ্চলগুলির দিকে নিয়ে যেতে পারে, যার সবগুলিই বন্ড শক্তির সাথে আপস করে।
-
প্রাচীরের বেধ: রক্ষণাবেক্ষণ ধারাবাহিক প্রাচীরের বেধ ওভারমোল্ড উপাদানগুলিতে অভ্যন্তরীণ চাপকে হ্রাস করে অভিন্ন শীতলকরণ এবং সঙ্কুচিততা নিশ্চিত করতে সহায়তা করে। প্রাচীরের বেধের আকস্মিক পরিবর্তনগুলি ডিফারেনশিয়াল কুলিং, ওয়ারপিং এবং দুর্বল বন্ধনগুলির দিকে নিয়ে যেতে পারে।
-
ভেন্টিং: গলিত উপাদানটি ছাঁচটি পূরণ করার সাথে সাথে বায়ু বাস্তুচ্যুত হয়। যদি এই বায়ু যথাযথ মাধ্যমে পালাতে না পারে ভেন্টিং , এটি আটকা পড়ে যেতে পারে, যা সংক্ষিপ্ত শট, বার্ন মার্কস বা এমন অঞ্চলগুলির দিকে পরিচালিত করতে পারে যেখানে ওভারমোল্ড উপাদানগুলি সম্পূর্ণরূপে সাবস্ট্রেটের সাথে যোগাযোগ করে না, দুর্বল দাগগুলি তৈরি করে।
-
আন্ডারকাটস, খাঁজ এবং গর্ত: যান্ত্রিক ইন্টারলকিংয়ে যেমন আলোচনা করা হয়েছে, এই বৈশিষ্ট্যগুলি সাবস্ট্রেট ডিজাইনে অন্তর্ভুক্ত করা ওভারমোল্ড উপাদানগুলির জন্য শারীরিক অ্যাঙ্কর তৈরির জন্য গুরুত্বপূর্ণ। এই বৈশিষ্ট্যগুলি অবশ্যই ওভারমোল্ড অংশটিকে ক্ষতি না করে সহজ ডেমোল্ডিংয়ের অনুমতি দেওয়ার জন্য উপযুক্ত খসড়া কোণগুলির সাথে ডিজাইন করা উচিত।
যান্ত্রিক ইন্টারলকিং বাড়ানোর কৌশল
যদিও রাসায়নিক সামঞ্জস্যতা এবং অনুকূলিত প্রক্রিয়াজাতকরণ গুরুত্বপূর্ণ, যান্ত্রিক ইন্টারলকিং ওভারমোল্ডিংয়ে একটি শক্তিশালী, শারীরিক বন্ধন নিশ্চিত করার জন্য একটি শক্তিশালী এবং প্রায়শই অপরিহার্য পদ্ধতি হিসাবে দাঁড়িয়ে। এটি দুটি উপকরণগুলির মধ্যে একটি আক্ষরিক "গ্রিপ" তৈরি করে, রাসায়নিক আঠালো সীমাবদ্ধ থাকা সত্ত্বেও বিচ্ছেদ রোধ করে। পলিপ্রোপিলিন (পিপি) এর মতো নিম্ন পৃষ্ঠের শক্তি প্লাস্টিকের সাথে নরম টিপিইকে বন্ধন করার মতো দুর্বল রাসায়নিক সখ্যতা সহ অতিরিক্ত আলোকিত উপকরণগুলি যখন এটি বিশেষত গুরুত্বপূর্ণ।
যান্ত্রিক ইন্টারলকিং সর্বাধিকীকরণের জন্য এখানে মূল নকশার কৌশলগুলি রয়েছে:
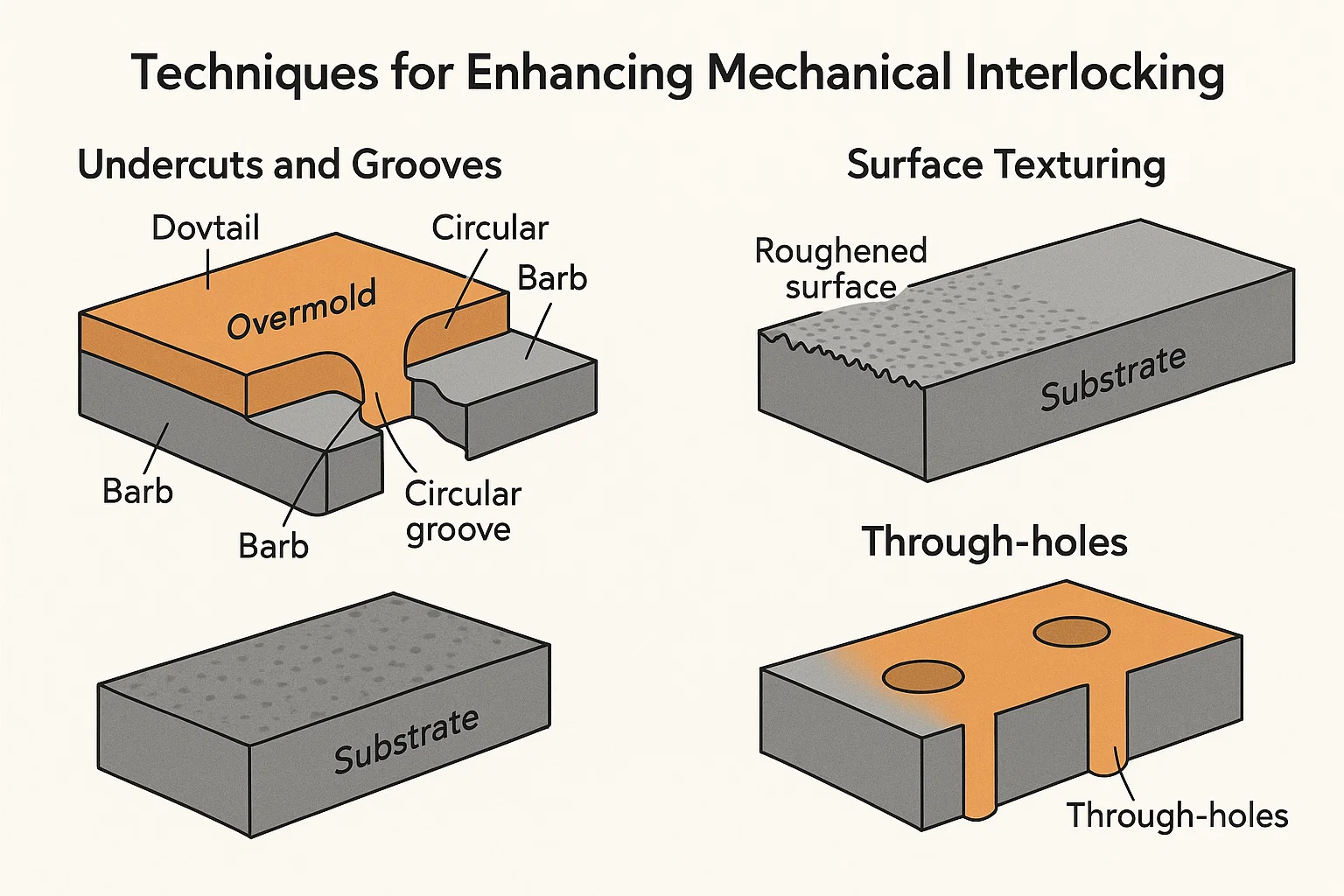
1। আন্ডারকাটস এবং গ্রোভস: যান্ত্রিক ধারণার জন্য বৈশিষ্ট্যগুলি ডিজাইনিং
সাবস্ট্রেটের মধ্যে মাইক্রোস্কোপিক হুক বা অ্যাঙ্কর হিসাবে আন্ডারকাট এবং খাঁজগুলি ভাবেন। যখন গলিত ওভারমোল্ড উপাদানগুলি এই বৈশিষ্ট্যগুলিতে প্রবাহিত হয় এবং শীতল হয়, তখন এটি তাদের চারপাশে দৃ if ় হয়, একটি শারীরিক লক তৈরি করে।
-
আন্ডারকাটস: এগুলি এমন বৈশিষ্ট্য যা একটি "ওভারহ্যাং" বা বড় আকার তৈরি করে নীচে খোলার চেয়ে পৃষ্ঠ। ওভারমোল্ড উপাদানগুলি শীতল হয়ে যায় এবং সঙ্কুচিত হওয়ার সাথে সাথে এটি এই আন্ডার কাটগুলিতে শক্তভাবে টান দেয়। উদাহরণগুলির মধ্যে রয়েছে:
-
ডোভেটেল খাঁজ: ভি-আকৃতির চ্যানেলগুলি যেখানে বেসটি খোলার চেয়ে প্রশস্ত।
-
বিজ্ঞপ্তি খাঁজ: রিং বা চ্যানেলগুলি যে ওভারমোল্ড উপাদানগুলি প্রবাহিত হতে পারে এবং গ্রিপ করতে পারে।
-
বার্বস বা পাঁজর: ওভারমোল্ড উপাদানগুলি আবদ্ধ করে এমন স্তরটিতে ছোট, প্রসারিত বৈশিষ্ট্যগুলি।
-
-
খাঁজ: সাবস্ট্রেট পৃষ্ঠের সাধারণ চ্যানেলগুলি বা রিসেসগুলি ওভারমোল্ড উপাদানগুলি পূরণ এবং দৃ ify ়তার অনুমতি দেয়, একটি যান্ত্রিক কী তৈরি করে। এগুলি সোজা, বাঁকা হতে পারে বা অংশের কনট্যুর অনুসরণ করতে পারে।
ডিজাইনের টিপ: আন্ডারকাট ডিজাইন করার সময়, সর্বদা বিবেচনা করুন খসড়া কোণ অতিরিক্ত জমিদারি অংশ বা ছাঁচ নিজেই ক্ষতি না করে সহজ ডেমোল্ডিংয়ের জন্য। যদি আন্ডারকাটটি ছাঁচের কোনও স্লাইড বা লিফটার মেকানিজমের অংশ না হয় তবে ইজেকশন চলাকালীন ইজেকশন চলাকালীন কিছুটা বিকৃত করার জন্য ওভারমোল্ড উপাদানগুলি যথেষ্ট নমনীয় হওয়া দরকার।
2। সারফেস টেক্সচারিং: বর্ধিত আঠালোতার জন্য একটি রুক্ষ পৃষ্ঠ তৈরি করা
একটি মসৃণ পৃষ্ঠ যান্ত্রিক যোগাযোগের জন্য ন্যূনতম পয়েন্ট সরবরাহ করে। সাবস্ট্রেটে একটি রুক্ষ বা টেক্সচারযুক্ত পৃষ্ঠ তৈরি করে, আপনি ওভারমোল্ড উপাদানগুলির জন্য প্রবাহিত এবং গ্রিপ করার জন্য উপলব্ধ পৃষ্ঠের অঞ্চলটি নাটকীয়ভাবে বৃদ্ধি করেন।
-
যেমন mold ালানো টেক্সচার: সহজ পদ্ধতিটি হ'ল সাবস্ট্রেট অংশের জন্য সরাসরি ছাঁচের মধ্যে একটি টেক্সচার ডিজাইন করা। এটি একটি সূক্ষ্ম স্টিপল, একটি ম্যাট ফিনিস বা এমনকি একটি সূক্ষ্ম ঘর্ষণকারী প্যাটার্ন হতে পারে।
-
ক্ষয়কারী ব্লাস্টিং: সাবস্ট্রেট অংশটি ed ালাই করার পরে, এটি স্যান্ডব্লাস্ট বা গ্রিট-বিস্ফোরিত হতে পারে। এটি শারীরিকভাবে পৃষ্ঠকে রুক্ষ করে, মাইক্রোস্কোপিক শিখর এবং উপত্যকাগুলি তৈরি করে যা ওভারমোল্ড উপাদানগুলি চারপাশে প্রবাহিত হতে পারে এবং এর সাথে ইন্টারলক করতে পারে। এটি যে কোনও পৃষ্ঠের দূষকগুলি অপসারণে সহায়তা করে।
-
লেজার এচিং: যথার্থ লেজার এচিং নির্দিষ্ট ক্ষেত্রগুলির জন্য যান্ত্রিক বন্ডকে অনুকূল করে সাবস্ট্রেট পৃষ্ঠের উপর জটিল এবং উচ্চ নিয়ন্ত্রিত টেক্সচার বা নিদর্শন তৈরি করতে পারে।
-
রাসায়নিক এচিং: কিছু নির্দিষ্ট রাসায়নিকগুলি নির্বাচিতভাবে প্লাস্টিকের পৃষ্ঠকে আটকে রাখতে পারে, একটি মাইক্রোস্কোপিকভাবে রাউগার টোগোগ্রাফি তৈরি করে যা যান্ত্রিক আঠালোকে বাড়িয়ে তোলে।
সুবিধা: বর্ধিত পৃষ্ঠের ক্ষেত্রটি কেবল যান্ত্রিক ইন্টারলকিংকে উন্নত করে না তবে আরও প্রতিক্রিয়াশীল সাইটগুলি প্রকাশ করে পরোক্ষভাবে রাসায়নিক বন্ধনকে সহায়তা করতে পারে।
3। মাধ্যমে হোলস: উপাদান প্রবাহ এবং ইন্টারলকিংয়ের জন্য গর্তগুলি ব্যবহার করা
কৌশলগতভাবে স্থাপন করা গর্তের মাধ্যমে সাবস্ট্রেটে ওভারমোল্ড উপাদানগুলি পুরোপুরি প্রবাহিত হতে দেয় এবং অন্যদিকে একটি শক্ত "রিভেট" বা "পোস্ট" গঠন করে। এটি একটি খুব শক্তিশালী, দ্বি-পার্শ্বযুক্ত যান্ত্রিক লক তৈরি করে।
-
উপাদান rivets: যখন ওভারমোল্ড উপাদানগুলি কোনও গর্তের মধ্য দিয়ে প্রবাহিত হয়, তখন এটি একটি উপাদান "রিভেট" তৈরি করে যা দৃ firm ়ভাবে সাবস্ট্রেটের উপর ওভারমোল্ডকে নোঙ্গর করে।
-
লোড বিতরণ: একাধিক মাধ্যমে-হোলগুলি বন্ডেড ইন্টারফেস জুড়ে আরও সমানভাবে স্ট্রেস বিতরণ করতে পারে, ওভারমোল্ডড অংশের সামগ্রিক স্থায়িত্বকে উন্নত করে।
-
বায়ুচলাচল (পরোক্ষ সুবিধা): কিছু ক্ষেত্রে, মাধ্যমে গর্তগুলি সম্পূর্ণ ফিলিং এবং যোগাযোগ নিশ্চিত করে ওভারমোল্ডিং প্রক্রিয়া চলাকালীন আটকে থাকা বায়ু ভেন্টিংয়ে সহায়তা করতে পারে।
বিবেচনা: মাধ্যমে গর্তের আকার এবং স্থান নির্ধারণ অত্যন্ত গুরুত্বপূর্ণ। এগুলি ভাল উপাদান প্রবাহের অনুমতি দেওয়ার জন্য যথেষ্ট বড় হওয়া উচিত তবে তারা এত বড় নয় যে তারা স্তরটির কাঠামোগত অখণ্ডতার সাথে আপস করে।
উচ্চতর আনুগত্যের জন্য রাসায়নিক বন্ধন উত্তোলন করা
যান্ত্রিক ইন্টারলকিং একটি শক্তিশালী শারীরিক অ্যাঙ্কর সরবরাহ করে, রাসায়নিক বন্ধন সাবস্ট্রেট এবং ওভারমোল্ড উপাদানগুলির মধ্যে কার্যত অবিচ্ছেদ্য ইন্টারফেস তৈরি করে সর্বোচ্চ স্তরের আনুগত্য সরবরাহ করে। এই পদ্ধতিটি দুটি পলিমারের মধ্যে প্রকৃত আণবিক মিথস্ক্রিয়তার উপর নির্ভর করে, যার ফলে একটি বন্ডের দিকে পরিচালিত হয় যা প্রায়শই উভয় উপাদানের সম্মিলিত শক্তির চেয়ে শক্তিশালী।
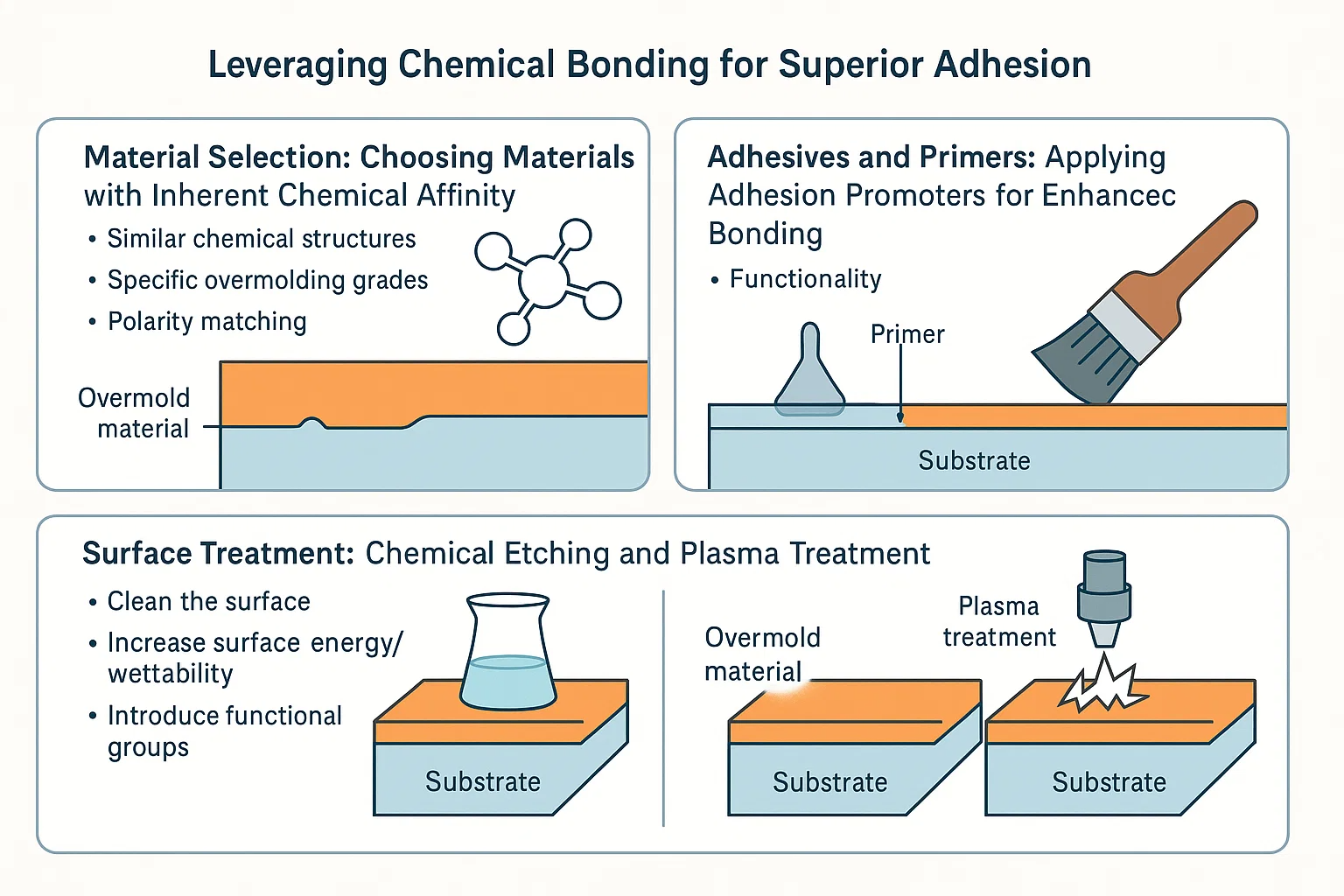
1। উপাদান নির্বাচন: অন্তর্নিহিত রাসায়নিক সখ্যতা সহ উপকরণ নির্বাচন করা
রাসায়নিক বন্ধনের ভিত্তি একটি আণবিক স্তরে সহজাতভাবে সামঞ্জস্যপূর্ণ এমন উপকরণ নির্বাচন করার মধ্যে রয়েছে। এখানেই পলিমার রসায়নে দক্ষতা গুরুত্বপূর্ণ হয়ে ওঠে।
-
অনুরূপ রাসায়নিক কাঠামো: অনুরূপ রাসায়নিক ব্যাকবোন বা কার্যকরী গোষ্ঠীযুক্ত পলিমারগুলি আরও সহজেই বন্ড করে। উদাহরণস্বরূপ, নির্দিষ্ট থার্মোপ্লাস্টিক পলিউরেথেনস (টিপিইউ) এর সাথে শক্তিশালী রাসায়নিক বন্ড গঠন হিসাবে পরিচিত পলিকার্বনেটস (পিসি) এবং এক্রাইলোনাইট্রাইল বুটাদিন স্টাইরিন (এবিএস) ভাগ করে নেওয়া মেরু বৈশিষ্ট্য এবং হাইড্রোজেন বন্ধন বা অন্যান্য আণবিক আকর্ষণগুলির সম্ভাবনার কারণে।
-
নির্দিষ্ট ওভারমোল্ডিং গ্রেড: অনেক উপাদান সরবরাহকারী বিশেষায়িত অফার ওভারমোল্ডিং গ্রেড টিপিই বা অন্যান্য পলিমারগুলির। এই গ্রেডগুলি অ্যাডিটিভস বা অনন্য পলিমার চেইন স্ট্রাকচারগুলি ধারণ করে যা নির্দিষ্ট অনমনীয় স্তরগুলি (যেমন, নাইলন, পিই বা পিপি -র সাথে বন্ড করার জন্য ডিজাইন করা টিপিই, যা সাধারণত চ্যালেঞ্জিং) সহ রাসায়নিক প্রতিক্রিয়াশীলতা এবং আঠালোকে প্রচার করে।
-
মেরুতা ম্যাচিং: অনুরূপ মেরুতা সহ উপকরণগুলি আরও ভাল ইন্টারঅ্যাক্ট করে। পোলার উপকরণগুলি (পিসি, অ্যাবস, নাইলন) অন্যান্য মেরু উপকরণগুলির সাথে বন্ড হওয়ার সম্ভাবনা বেশি থাকে, যখন নন-পোলার উপকরণগুলি (পিপি, পিই) এর জন্য মেরু ওভারমোল্ড উপকরণগুলির সাথে ভাল আনুগত্য অর্জনের জন্য নির্দিষ্ট অ্যাডিটিভ বা পৃষ্ঠের চিকিত্সা প্রয়োজন।
আপনার নির্দিষ্ট অ্যাপ্লিকেশনটির জন্য অনুকূল রজন জুটি চয়ন করতে উপাদান সরবরাহকারীদের সাথে নিবিড়ভাবে কাজ করা প্রায়শই রাসায়নিক বন্ধন অর্জনের জন্য সবচেয়ে সোজা পথ।
2। আঠালো এবং প্রাইমার: বর্ধিত বন্ধনের জন্য আঠালো প্রচারকারীদের প্রয়োগ করা
যখন উপকরণগুলির মধ্যে সহজাত রাসায়নিক সখ্যতা সীমাবদ্ধ থাকে, বা সুরক্ষার অতিরিক্ত স্তর প্রয়োজন হয়, আঠালো বা প্রাইমার (আঠালো প্রচারকারী) ব্যবহার করা যেতে পারে। এই পদার্থগুলি একটি সেতু হিসাবে কাজ করে, স্তর এবং ওভারমোল্ড উপাদান উভয়ের সাথে একটি বন্ধন তৈরি করে।
-
প্রাইমার/টাই স্তরগুলি: এগুলি সাধারণত ওভারমোল্ডিং প্রক্রিয়াটির আগে সাবস্ট্রেটে প্রয়োগ করা পাতলা আবরণ। এগুলিতে এমন রাসায়নিক গোষ্ঠী রয়েছে যা উভয়ই সাবস্ট্রেট পৃষ্ঠ এবং গলিত ওভারমোল্ড উপাদানগুলির সাথে প্রতিক্রিয়া জানাতে পারে, একটি আণবিক সেতু গঠন করে।
-
প্রতিক্রিয়াশীল আঠালো: কিছু বিশেষায়িত অ্যাপ্লিকেশনগুলিতে, একটি প্রতিক্রিয়াশীল আঠালো একটি পাতলা স্তর প্রয়োগ করা যেতে পারে। যাইহোক, এটি একটি গৌণ প্রক্রিয়া পদক্ষেপ যুক্ত করে এবং উচ্চ-ভলিউম ইনজেকশনকে ওভারমোল্ডিংয়ে কম সাধারণ যেখানে লক্ষ্যটি প্রায়শই এই জাতীয় পদক্ষেপগুলি দূর করার জন্য হয়।
-
কার্যকারিতা: প্রাইমারগুলি ভিন্ন ভিন্ন উপকরণ যেমন বন্ধনের জন্য বিশেষভাবে কার্যকর প্লাস্টিকের সিলিকন রাবার বা ধাতব থেকে প্লাস্টিকের , যেখানে প্রচলিত ওভারমোল্ডিংয়ের মাধ্যমে সরাসরি রাসায়নিক বন্ধন চ্যালেঞ্জিং।
প্রাইমারের জন্য অ্যাপ্লিকেশন পদ্ধতি (স্প্রে করা, ডুবানো, মুছে ফেলা) এবং শুকানোর শর্তগুলি তাদের কার্যকারিতার জন্য গুরুত্বপূর্ণ।
3। পৃষ্ঠতল চিকিত্সা: রাসায়নিক এচিং এবং প্লাজমা চিকিত্সা
এমনকি রাসায়নিকভাবে সামঞ্জস্যপূর্ণ উপকরণ সহ, পৃষ্ঠের দূষক বা নিম্ন পৃষ্ঠের শক্তি বন্ধনকে বাধা দিতে পারে। বিভিন্ন পৃষ্ঠের চিকিত্সাগুলি রাসায়নিক মিথস্ক্রিয়ায় আরও গ্রহণযোগ্য হতে সাবস্ট্রেটকে প্রস্তুত করতে পারে।
-
রাসায়নিক এচিং: এর মধ্যে সাবস্ট্রেট পৃষ্ঠকে নির্দিষ্ট রাসায়নিক সমাধানগুলিতে প্রকাশ করা জড়িত যা মাইক্রোস্কোপিকভাবে এর টপোগ্রাফি এবং রাসায়নিক সংমিশ্রণকে পরিবর্তন করে। এটি দুর্বল সীমানা স্তরগুলি সরিয়ে ফেলতে পারে এবং প্রতিক্রিয়াশীল সাইটগুলি তৈরি করতে পারে, যার ফলে পৃষ্ঠের শক্তি বৃদ্ধি করে এবং শক্তিশালী রাসায়নিক বন্ডগুলি প্রচার করে। উদাহরণস্বরূপ, কিছু পলিওলফিনগুলি তাদের বন্ধনযোগ্যতা উন্নত করতে রাসায়নিকভাবে তৈরি করা যেতে পারে।
-
প্লাজমা চিকিত্সা (বায়ুমণ্ডলীয় বা ভ্যাকুয়াম): এই অত্যন্ত কার্যকর পদ্ধতিটি সাবস্ট্রেট পৃষ্ঠের শীর্ষ কয়েকটি পারমাণবিক স্তরগুলি সংশোধন করতে আয়নাইজড গ্যাস (প্লাজমা) ব্যবহার করে। প্লাজমা চিকিত্সা করতে পারেন:
-
পৃষ্ঠ পরিষ্কার করুন: আণবিক স্তরে জৈব দূষকগুলি সরান।
-
পৃষ্ঠের শক্তি/Wettability বৃদ্ধি করুন: গলিত ওভারমোল্ড উপাদানগুলিতে পৃষ্ঠটিকে আরও "গ্রহণযোগ্য" করুন, এটি আরও কার্যকরভাবে ছড়িয়ে দিতে দেয়।
-
কার্যকরী গোষ্ঠীগুলি পরিচয় করিয়ে দিন: পৃষ্ঠে নতুন রাসায়নিক গোষ্ঠী তৈরি করুন যা ওভারমোল্ড উপাদানগুলির সাথে সরাসরি প্রতিক্রিয়া জানাতে পারে, কোভ্যালেন্ট বন্ডগুলি তৈরি করে।
-
-
করোনার চিকিত্সা: প্লাজমা চিকিত্সার অনুরূপ, করোনার স্রাব চিকিত্সা উচ্চ-ফ্রিকোয়েন্সি বৈদ্যুতিক স্রাব ব্যবহার করে অ-ছিদ্রযুক্ত উপকরণগুলির পৃষ্ঠের বৈশিষ্ট্যগুলি সংশোধন করতে সাধারণত ফিল্ম এবং শীটগুলিতে ব্যবহৃত হয়, তবে ওয়েটবিলিটি এবং আনুগত্য উন্নত করতে কিছু ছাঁচনির্মাণ অংশের ক্ষেত্রেও প্রযোজ্য।
কৌশলগতভাবে যথাযথ পৃষ্ঠের প্রস্তুতি কৌশলগুলির সাথে উপাদান নির্বাচনকে একত্রিত করে, নির্মাতারা রাসায়নিক বন্ধনের সম্পূর্ণ সম্ভাবনা আনলক করতে পারে, যা ব্যতিক্রমী, দীর্ঘস্থায়ী আঠালো এবং কাঠামোগত অখণ্ডতার সাথে ওভারমোল্ডযুক্ত অংশগুলির দিকে পরিচালিত করে।
ওভারমোল্ডিং প্রক্রিয়াটি অনুকূলিতকরণ
এমনকি নিখুঁত উপাদান নির্বাচন এবং একটি উজ্জ্বল ডিজাইন করা ছাঁচের সাথেও, প্রকৃত ওভারমোল্ডিং প্রক্রিয়া পরামিতিগুলি হ'ল লঞ্চপিন যা একটি শক্তিশালী, ধারাবাহিক বন্ধন নিশ্চিত করে। তাপমাত্রা, চাপ বা গতিতে ছোট বিচ্যুতি সাবস্ট্রেট এবং ওভারমোল্ড উপাদানের মধ্যে ইন্টারফেসের গুণমানকে উল্লেখযোগ্যভাবে প্রভাবিত করতে পারে। স্থায়ী বন্ড অর্জনের জন্য এই পরামিতিগুলির সুনির্দিষ্ট নিয়ন্ত্রণ গুরুত্বপূর্ণ।
1। তাপমাত্রা নিয়ন্ত্রণ: গলে তাপমাত্রা এবং ছাঁচ তাপমাত্রা পরিচালনা করা
তাপমাত্রা ওভারমোল্ডিংয়ে দ্বৈত ভূমিকা পালন করে, উপাদান প্রবাহ এবং বন্ধন উভয়কেই প্রভাবিত করে।
-
গলে তাপমাত্রা: ছাঁচ প্রবেশকারী গলিত ওভারমোল্ড উপাদানের তাপমাত্রা গুরুত্বপূর্ণ।
-
খুব কম: যদি গলিত তাপমাত্রা খুব কম হয় তবে উপাদানগুলি সহজেই প্রবাহিত হবে না। এটি সাবস্ট্রেট পৃষ্ঠটি পুরোপুরি ভেজাতে পারে না, জটিল যান্ত্রিক ইন্টারলকগুলি পূরণ করতে ব্যর্থ হতে পারে বা খুব দ্রুত দৃ ify ়তর হয়, যা অসম্পূর্ণ যোগাযোগ এবং একটি দুর্বল বন্ধনকে নিয়ে যায়।
-
খুব উচ্চ: বিপরীতে, অত্যধিক উচ্চ গলিত তাপমাত্রা উপাদান অবক্ষয়ের কারণ হতে পারে, যার ফলে দুর্বল যান্ত্রিক বৈশিষ্ট্য, বিবর্ণতা বা এমনকি জ্বলন্ত হতে পারে। এটি সাবস্ট্রেটকে বিকৃত করা বা ক্ষতিগ্রস্থ করার ঝুঁকিও করতে পারে, বিশেষত যদি স্তরটির তাপমাত্রা কম তাপমাত্রা কম থাকে।
-
অনুকূল ভারসাম্য: আদর্শ গলে যাওয়া তাপমাত্রা নিশ্চিত করে যে অবক্ষয়ের কারণ ছাড়াই অন্তরঙ্গ যোগাযোগ এবং রাসায়নিক মিথস্ক্রিয়া প্রচার করে ভাল প্রবাহ এবং ভেজানোর জন্য উপাদানের সান্দ্রতা যথেষ্ট কম।
-
-
ছাঁচের তাপমাত্রা: ছাঁচের তাপমাত্রা নিজেই সরাসরি প্রভাবিত করে যে কীভাবে ওভারমোল্ড উপাদানগুলি শীতল হয় এবং দৃ if ় হয়।
-
খুব ঠান্ডা: খুব ঠান্ডা একটি ছাঁচ ওভারমোল্ড উপাদান অকাল "হিমায়িত" করতে পারে, যার ফলে অসম্পূর্ণ ভরাট, দুর্বল পৃষ্ঠের সমাপ্তি এবং স্তরটির সাথে অপর্যাপ্ত যোগাযোগের দিকে পরিচালিত হয়, কার্যকর বন্ধন রোধ করে।
-
খুব গরম: অত্যধিক গরম ছাঁচ চক্রের সময়কে দীর্ঘায়িত করতে পারে, উপাদান অবক্ষয়ের কারণ হতে পারে বা অংশটি ছাঁচের বাইরে শীতল হওয়ার সাথে সাথে অতিরিক্ত সঙ্কুচিত এবং ওয়ারপেজের দিকে পরিচালিত করতে পারে।
-
সাবস্ট্রেট বিবেচনা: ওভারমোল্ডিংয়ের জন্য, ছাঁচের তাপমাত্রা স্তরটির পৃষ্ঠের তাপমাত্রাকেও প্রভাবিত করে। একটি যথাযথ উষ্ণ ছাঁচ স্তরটিকে কিছুটা নমনীয় রাখতে সহায়তা করতে পারে, বন্ড করার জন্য ওভারমোল্ড উপাদানের ক্ষমতা উন্নত করে। তবে, সাবস্ট্রেটটি বিকৃত করার কারণ হিসাবে এটি এত গরম হওয়া উচিত নয়।
-
2। চাপ এবং ইনজেকশন গতি: অনুকূল উপাদান প্রবাহের জন্য পরামিতিগুলি সামঞ্জস্য করা
ওভারমোল্ড উপাদানগুলি গহ্বরের মধ্যে প্রবেশ করে এমন শক্তি এবং গতিতে যথাযথ ভরাট এবং আনুগত্যের জন্য গুরুত্বপূর্ণ।
-
ইনজেকশন গতি:
-
খুব ধীর: একটি ধীর ইনজেকশন গতি গলিত উপাদানের অকাল শীতল হতে পারে এটি গহ্বরকে পুরোপুরি পূরণ করার আগে বা ঘনিষ্ঠভাবে সাবস্ট্রেটের সাথে যোগাযোগ করে। এর ফলে সংক্ষিপ্ত শট, প্রবাহের লাইন এবং দুর্বল বন্ড অঞ্চল হতে পারে।
-
খুব দ্রুত: অত্যধিক দ্রুত ইনজেকশন গতির কারণ হতে পারে "জেটিং" (অনিয়ন্ত্রিত প্রবাহকে টার্বুলেন্স সৃষ্টি করে), এয়ার এনট্র্যাপমেন্ট (ভয়েডস বা দুর্বল দাগের দিকে পরিচালিত করে), বা এমনকি সাবস্ট্রেট পৃষ্ঠকে ক্ষয় করে, যার মধ্যে সমস্তই বন্ড শক্তির সাথে আপস করে।
-
নিয়ন্ত্রিত ফিল: সর্বোত্তম ইনজেকশন গতি একটি মসৃণ, ল্যামিনার প্রবাহকে নিশ্চিত করে যা গলিত উপাদানটিকে গহ্বরকে সমানভাবে পূরণ করতে এবং স্তরটিকে পুরোপুরি ভেজাতে দেয়, সর্বাধিক যোগাযোগ এবং যান্ত্রিক ইন্টারলকিংয়ের প্রচার করে।
-
-
ইনজেকশন চাপ (চাপ এবং হোল্ডিং/প্যাকিং চাপ পূরণ করুন):
-
চাপ পূরণ: এটি প্রাথমিক ফিলিং পর্বের সময় ব্যবহৃত চাপ। পর্যাপ্ত চাপ নিশ্চিত করে যে উপাদানগুলি গহ্বরের প্রতিটি অংশে পৌঁছায়, বিশেষত যান্ত্রিক ইন্টারলকিংয়ের জন্য ডিজাইন করা জটিল বৈশিষ্ট্যগুলিতে।
-
হোল্ডিং/প্যাকিং চাপ: ছাঁচটি পূর্ণ হওয়ার পরে, একটি নির্দিষ্ট সময়ের জন্য হোল্ডিং চাপ প্রয়োগ করা হয়। এই চাপটি শীতল হওয়ার সাথে সাথে উপাদান সংকোচনের জন্য ক্ষতিপূরণ দেওয়ার জন্য অতিরিক্ত উপাদানকে গহ্বরের মধ্যে প্যাক করে। এটি বন্ড শক্তির জন্য সমালোচনামূলকভাবে গুরুত্বপূর্ণ। পর্যাপ্ত হোল্ডিং চাপ ছাড়াই, ওভারমোল্ড উপাদানটি সাবস্ট্রেট থেকে দূরে সরে যেতে পারে, যার ফলে ভয়েডস, সিঙ্ক চিহ্ন এবং বন্ড ব্যর্থতার দিকে পরিচালিত হয়। এটি নিশ্চিত করে যে উপাদানটি শক্ত না হওয়া পর্যন্ত অন্তরঙ্গ যোগাযোগ বজায় রাখা হয়।
-
3। কুলিং রেট: সঙ্কুচিত এবং চাপ কমাতে শীতলকরণ নিয়ন্ত্রণ করা
ওভারমোল্ডড অংশটি যে হারে শীতল হয় তা অভ্যন্তরীণ চাপ এবং বন্ডের অখণ্ডতাকে উল্লেখযোগ্যভাবে প্রভাবিত করে।
-
ইউনিফর্ম কুলিং: অ-ইউনিফর্ম কুলিং ওভারমোল্ড এবং সাবস্ট্রেট উপকরণগুলির মধ্যে ডিফারেনশিয়াল সংকোচনের দিকে পরিচালিত করতে পারে, অভ্যন্তরীণ চাপ তৈরি করে যা সময়ের সাথে সাথে ওয়ারপেজ, ক্র্যাকিং বা বিচ্ছিন্নতা সৃষ্টি করতে পারে। অপ্টিমাইজড কুলিং চ্যানেলগুলির সাথে যথাযথ ছাঁচের নকশা এমনকি শীতল হারের হার নিশ্চিত করতে সহায়তা করে।
-
শীতল সময়: ওভারমোল্ড উপাদানগুলিকে সম্পূর্ণরূপে দৃ ify ় করার জন্য এবং সাবস্ট্রেট থেকে পৃথক না করে ইজেকশন বাহিনীকে প্রতিরোধ করার জন্য পর্যাপ্ত শক্তি বিকাশের জন্য ছাঁচের পর্যাপ্ত শীতল সময় প্রয়োজনীয়। খুব তাড়াতাড়ি একটি অংশ বাইরে টানানো নবজাতকের বন্ডকে ক্ষতি করতে পারে।
-
চাপকে হ্রাস করা: নিয়ন্ত্রিত কুলিং অংশের মধ্যে অবশিষ্ট চাপগুলি হ্রাস করতে সহায়তা করে। উচ্চ অবশিষ্টাংশগুলি, বিশেষত উপাদান ইন্টারফেসে, দীর্ঘমেয়াদী বন্ড ব্যর্থতার একটি সাধারণ কারণ।
এই প্রক্রিয়া পরামিতিগুলিকে আয়ত্ত করার জন্য সুনির্দিষ্ট মেশিন নিয়ন্ত্রণ প্রয়োজন, প্রায়শই পরিশীলিত ইনজেকশন ছাঁচনির্মাণ মেশিনগুলির মাধ্যমে চক্রের প্রতিটি পর্যায়ে সূক্ষ্ম সুর করতে সক্ষম। অংশের গুণমান এবং বন্ড অখণ্ডতার উপর ভিত্তি করে অবিচ্ছিন্ন পর্যবেক্ষণ এবং সমন্বয় সফল ওভারমোল্ডিংয়ের জন্য প্রয়োজনীয়।
টেকসই ওভারমোল্ডড অংশগুলির জন্য নকশা বিবেচনা
উপাদানটি মেশিনে প্রবেশের অনেক আগেই ওভারমোল্ডিংয়ে একটি শক্তিশালী বন্ধন শুরু হয়। এটি বুদ্ধিমান পণ্য এবং ছাঁচ নকশা দিয়ে শুরু হয়। চিন্তাশীল নকশা স্ট্রেসকে হ্রাস করে, যথাযথ উপাদান প্রবাহ নিশ্চিত করে এবং এমন বৈশিষ্ট্যগুলিকে সংহত করে যা সহজাতভাবে বন্ধনকে শক্তিশালী করে, যা টেকসই এবং নির্ভরযোগ্য ওভারমোল্ডড অংশগুলির দিকে পরিচালিত করে।
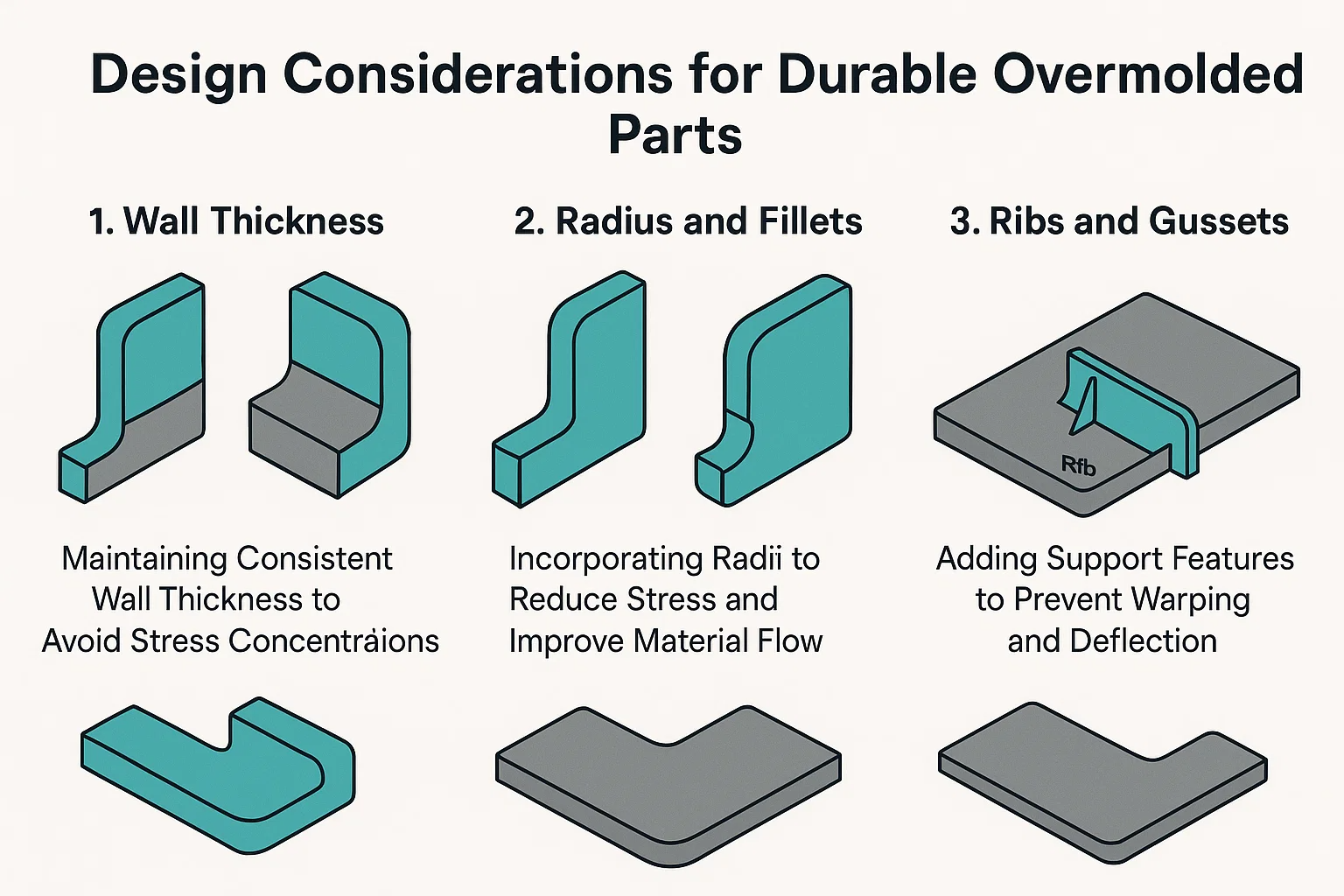
1। প্রাচীরের বেধ: স্ট্রেস ঘনত্ব এড়াতে ধারাবাহিক প্রাচীরের বেধ বজায় রাখা
প্লাস্টিকের অংশ ডিজাইনের অন্যতম মৌলিক নিয়মগুলি সরাসরি ওভারমোল্ডিংয়ের ক্ষেত্রে প্রযোজ্য: ধারাবাহিক প্রাচীরের বেধ বজায় রাখুন .
-
সমস্যা: প্রাচীরের বেধের আকস্মিক পরিবর্তনগুলি এমন অঞ্চলগুলি তৈরি করে যেখানে উপাদানগুলি শীতল হয় এবং বিভিন্ন হারে সঙ্কুচিত হয়। এই ডিফারেনশিয়াল কুলিং বাড়ে অভ্যন্তরীণ চাপ অতিরিক্ত পরিমাণে উপাদানগুলির মধ্যে এবং সমালোচনামূলকভাবে সাবস্ট্রেটের সাথে ইন্টারফেসে। এই স্ট্রেসগুলি ওয়ার্পিং হিসাবে প্রকাশ করতে পারে, ডুবানো চিহ্নগুলি বা সবচেয়ে ক্ষতিকারকভাবে ওভারমোল্ডিংয়ের জন্য প্রকাশ করতে পারে, ডিলেমিনেশন এবং বন্ড ব্যর্থতা সময়ের সাথে সাথে।
-
সমাধান: যতটা সম্ভব প্রাচীরের বেধের সাথে ওভারমোল্ড স্তরটি ডিজাইন করুন। যদি অংশের জ্যামিতির কারণে বেধের বিভিন্নতা অনিবার্য হয় তবে ধীরে ধীরে ট্রানজিশনগুলি প্রয়োগ করুন (উদাঃ, তীক্ষ্ণ পদক্ষেপের পরিবর্তে দীর্ঘ, মৃদু টেপার ব্যবহার করে)। এটি আরও শীতল হওয়ার অনুমতি দেয় এবং বন্ড লাইনে স্ট্রেস ঘনত্বকে হ্রাস করে।
2। ব্যাসার্ধ এবং ফিললেটস: স্ট্রেস হ্রাস করতে এবং উপাদান প্রবাহকে উন্নত করতে রেডিয়িকে অন্তর্ভুক্ত করা
তীক্ষ্ণ কোণগুলি প্লাস্টিকের অংশগুলিতে কুখ্যাত স্ট্রেস ঘনকীয়। অতিরিক্ত পরিমাণে, তারা অখণ্ডতা বন্ধনের জন্য দ্বৈত হুমকি তৈরি করে।
-
স্ট্রেস ঘনত্ব: অভ্যন্তরীণ তীক্ষ্ণ কোণগুলি (যেখানে ওভারমোল্ড উপাদানগুলি স্তরটি পূরণ করে) স্থানীয়করণ স্ট্রেস পয়েন্টগুলি তৈরি করে, বন্ডকে লোড বা তাপমাত্রার পরিবর্তনের অধীনে ক্র্যাকিং বা খোসা ছাড়ানোর জন্য দুর্বল করে তোলে। বাহ্যিক ধারালো কোণগুলিও দুর্বল পয়েন্ট হতে পারে।
-
দুর্বল উপাদান প্রবাহ: গলিত প্লাস্টিকটি সুচারুভাবে প্রবাহিত করতে পছন্দ করে। তীক্ষ্ণ কোণগুলি প্রতিরোধ তৈরি করে, সম্ভাব্যভাবে অসম্পূর্ণ ফিলিং, ভয়েডস বা দুর্বল অঞ্চলগুলির দিকে পরিচালিত করে যেখানে উপাদানটি পুরোপুরি ভেজা এবং স্তরটিকে আবদ্ধ করতে লড়াই করে।
-
সমাধান: উদার অন্তর্ভুক্ত রেডি (বৃত্তাকার বাহ্যিক কোণ) এবং ফিললেটস (গোলাকার অভ্যন্তরীণ কোণ) ওভারমোল্ড ডিজাইনের মধ্যে এবং সাবস্ট্রেটে যেখানে ওভারমোল্ড এটির সাথে যোগাযোগ করবে সেখানে সমস্ত ট্রানজিশন এবং ছেদগুলিতে।
-
সুবিধা: রেডি এবং ফিললেটগুলি মসৃণ উপাদান প্রবাহের জন্য অনুমতি দেয়, স্ট্রেস ঘনত্ব হ্রাস করে, অংশ শক্তি উন্নত করে এবং ছাঁচনির্মাণযোগ্যতা বাড়ায়, এগুলি সবই আরও দৃ bond ় বন্ধনে অবদান রাখে। রেডির জন্য লক্ষ্য যা প্রাচীরের বেধ কমপক্ষে 0.5 থেকে 1.0 গুণ।
-
3। পাঁজর এবং গুসেটস: ওয়ারপিং এবং ডিফ্লেশন প্রতিরোধের জন্য সমর্থন বৈশিষ্ট্য যুক্ত করা
প্রাথমিকভাবে প্লাস্টিকের অংশগুলিতে কঠোরতা এবং শক্তি যুক্ত করার জন্য পরিচিত, সঠিকভাবে ডিজাইন করা পাঁজর এবং গুসেটগুলি অংশটির বিকৃতি রোধ করে অতিরিক্ত পরিমাণে বন্ড অখণ্ডতা সমর্থন করতে পারে।
-
ওয়ারপেজ প্রতিরোধ: ওভারমোল্ডেড উপাদানের বৃহত, সমতল অঞ্চলগুলি শীতল হওয়ার সাথে সাথে ওয়ার্পিংয়ের ঝুঁকিতে রয়েছে। যদি ওভারমোল্ডটি সাবস্ট্রেট থেকে দূরে সরে যায় তবে বন্ড অনিবার্যভাবে ব্যর্থ হবে। পাঁজর পাতলা, অংশের অ-কসমেটিক দিকে যুক্ত দেয়াল যুক্ত করা দেয়ালগুলি। এগুলি উল্লেখযোগ্য ভর যোগ না করে বা অতিরিক্ত প্রাচীরের বেধের প্রয়োজন ছাড়াই অনড়তা বৃদ্ধি করে।
-
হ্রাস হ্রাস: গুসেটস ত্রিভুজাকার সমর্থন কাঠামোগুলি প্রায়শই একটি প্রাচীর এবং বসের সংযোগস্থলে বা পাঁজরের গোড়ায় রাখা হয়। তারা ডিফ্লেকশন প্রতিরোধ করে এবং কোণগুলিকে শক্তিশালী করে।
-
পরোক্ষ বন্ড সুরক্ষা: ওভারমোল্ডড অংশের সামগ্রিক আকৃতি এবং মাত্রিক স্থিতিশীলতা বজায় রেখে, পাঁজর এবং গাসেটগুলি নিশ্চিত করে যে সাবস্ট্রেট এবং ওভারমোল্ড উপাদানগুলি তাদের উদ্দেশ্যযুক্ত কনফিগারেশনে রয়ে গেছে, চাপগুলি প্রতিরোধ করতে পারে যা তাদের আলাদা করতে পারে। তারা প্রাথমিক বন্ধন প্রক্রিয়া (যান্ত্রিক বা রাসায়নিক) এর অখণ্ডতা বজায় রাখতে সহায়তা করে।
ডিজাইনের টিপ: ওভারমোল্ডড অংশগুলির জন্য পাঁজর ডিজাইন করার সময়, কসমেটিক দিকের সিঙ্কের চিহ্নগুলি এড়াতে তাদের বেধের একটি শতাংশ (সাধারণত 40-60%) নামমাত্র প্রাচীরের বেধের শতাংশ (সাধারণত 40-60%) তা নিশ্চিত করুন। এছাড়াও, নিশ্চিত করুন যে তাদের কাছে সহজ ছাঁচ ইজেকশন জন্য সঠিক খসড়া কোণ রয়েছে।
কেস স্টাডিজ: সফল ওভারমোল্ডিং অ্যাপ্লিকেশনগুলি
রিয়েল-ওয়ার্ল্ড পণ্যগুলিতে কীভাবে অতিরিক্ত প্রয়োগ করা নীতিগুলি প্রয়োগ করা হয় তা দেখা তার শক্তি এবং দৃ ust ় বন্ড অর্জনে বহুমুখিতা বোঝার সর্বোত্তম উপায়। ব্যবহারকারীর অভিজ্ঞতা বাড়ানো থেকে শুরু করে সমালোচনামূলক কার্যকারিতা নিশ্চিত করা পর্যন্ত, ওভারমোল্ডিং বিভিন্ন শিল্প জুড়ে একটি মূল সক্ষমকারী।
1। মেডিকেল ডিভাইস: মেডিকেল অ্যাপ্লিকেশনগুলিতে ওভারমোল্ডিংয়ের উদাহরণ
মেডিকেল ডিভাইস শিল্প চরম নির্ভুলতা, বায়োম্পোপ্যাটিবিলিটি এবং প্রায়শই জীবাণুমুক্তকরণ প্রতিরোধ করার ক্ষমতা দাবি করে। নিরাপদ, আরামদায়ক এবং অত্যন্ত কার্যকরী চিকিত্সা পণ্য তৈরির জন্য ওভারমোল্ডিং গুরুত্বপূর্ণ।
-
অস্ত্রোপচারের হাতের সরঞ্জাম এবং হ্যান্ডলগুলি: স্ক্যাল্পেল থেকে শুরু করে এন্ডোস্কোপিক সরঞ্জামগুলিতে অনেকগুলি অস্ত্রোপচার যন্ত্র বৈশিষ্ট্যগুলি ওভারমোল্ডড গ্রিপস বৈশিষ্ট্যযুক্ত।
-
বন্ধন সাফল্য: একটি অনমনীয় প্লাস্টিক (উঁকি বা এবিএসের মতো) স্ট্রাকচারাল কোর গঠন করে, যখন একটি নরম, প্রায়শই মেডিকেল-গ্রেড টিপিই (থার্মোপ্লাস্টিক ইলাস্টোমার) গ্রিপ অঞ্চলে ওভারমোল্ড করা হয়। বন্ডটি নিশ্চিত করে যে সমালোচনামূলক পদ্ধতিগুলির সময় গ্রিপটি পিছলে না যায়, সার্জন নিয়ন্ত্রণ এবং রোগীর সুরক্ষা বাড়ায়।
-
কৌশলগুলি ব্যবহৃত: যান্ত্রিক ইন্টারলকিং (উদাঃ, ছোট টেক্সচারযুক্ত বৈশিষ্ট্যগুলি বা অনমনীয় হ্যান্ডেলটিতে আন্ডারকাটগুলি) প্রায়শই মিলিত হয় রাসায়নিকভাবে সামঞ্জস্যপূর্ণ মেডিকেল-গ্রেড টিপিই সাবস্ট্রেটের দৃ strong ় আনুগত্যের জন্য বিশেষভাবে তৈরি করা হয়েছে। টিপিইর পছন্দটি জীবাণুমুক্ততা এবং জীবাণুমুক্ত চক্রের প্রতিরোধের বিষয়টি নিশ্চিত করে।
-
-
তরল বিতরণ সিস্টেম (উদাঃ, চতুর্থ ড্রিপ সেট, ক্যাথেটার): ওভারমোল্ডিং সুরক্ষিত সংযোগ তৈরি করতে এবং তরল পথগুলিতে ফাঁস প্রতিরোধ করতে ব্যবহৃত হয়।
-
বন্ধন সাফল্য: একটি অনমনীয় সংযোগকারী (উদাঃ, পিসি বা এবিএস) একটি লিক-প্রুফ সিল বা একটি নরম, রোগী-বান্ধব ইন্টারফেস তৈরি করতে একটি নমনীয়, বায়োম্পোপ্যাটিভ টিপিই বা সিলিকন দিয়ে ওভারমোল্ড করা যেতে পারে। এটি আঠালোগুলির প্রয়োজনীয়তা দূর করে এবং সমাবেশের পদক্ষেপগুলি হ্রাস করে।
-
কৌশলগুলি ব্যবহৃত: রাসায়নিক বন্ধন হারমেটিক সিল নিশ্চিত করার জন্য এখানে সর্বজনীন। বিশেষায়িত সিলিকন বা টিপিই গ্রেডগুলি মেডিকেল প্লাস্টিকগুলিতে তাদের অভ্যন্তরীণ আনুগত্যের বৈশিষ্ট্যগুলির জন্য বেছে নেওয়া হয়, প্রায়শই মিলিত হয় পৃষ্ঠ সক্রিয়করণ (উদাঃ, প্লাজমা চিকিত্সা) অনুকূল আণবিক ফিউশন জন্য অনমনীয় সাবস্ট্রেটের উপর।
-
2। স্বয়ংচালিত উপাদান: স্বয়ংচালিত শিল্পে ওভারমোল্ডিং সলিউশন
স্থায়িত্ব, শব্দ হ্রাস এবং একটি প্রিমিয়াম অনুভূতির লক্ষ্যে স্বয়ংচালিত খাতটি কার্যকরী এবং নান্দনিক উন্নতির জন্য উভয়কেই বাড়িয়ে তোলে।
-
অভ্যন্তর ট্রিম এবং বোতাম: স্বয়ংচালিত অভ্যন্তরীণগুলি প্রায়শই ড্যাশবোর্ড বোতাম, শিফটার নোবস এবং ডোর হ্যান্ডেল গ্রিপগুলির মতো বৈশিষ্ট্যগুলির জন্য ওভারমোল্ডিং ব্যবহার করে।
-
বন্ধন সাফল্য: একটি অনমনীয় এবিএস বা পিসি সাবস্ট্রেট বেসটি গঠন করে, একটি নরম-টাচ টিপিই দিয়ে ওভারমোল্ড করা হয়। এটি একটি স্পর্শকাতর, আরামদায়ক অনুভূতি এবং উন্নত আর্গোনমিক্স সরবরাহ করে, যখন বন্ডটি নরম-স্পর্শ স্তরকে খোসা থেকে বাধা দেয়, এমনকি বছরের পর বছর ব্যবহারের এবং তাপমাত্রার চূড়ান্ততার সংস্পর্শের পরেও।
-
কৌশলগুলি ব্যবহৃত: ফোকাস উপাদান সামঞ্জস্যতা টিপিই এবং নির্বাচিত অনমনীয় প্লাস্টিকের মধ্যে (উদাঃ, এবিএস/পিসির জন্য নির্দিষ্ট টিপিই গ্রেড)। যান্ত্রিক ইন্টারলকিং সাবস্ট্রেটের সূক্ষ্ম টেক্সচার বা বৈশিষ্ট্যগুলির মাধ্যমে শিয়ার বাহিনীর বিরুদ্ধে বন্ডকে আরও শক্তিশালী করে।
-
-
গ্যাসকেট এবং সীল: ওভারমোল্ডিং ক্রমবর্ধমান প্লাস্টিকের হাউজিং বা উপাদানগুলিতে সংহত সিলগুলি তৈরি করতে ব্যবহৃত হয়।
-
বন্ধন সাফল্য: একত্রিত হওয়া দরকার এমন একটি পৃথক ও-রিং বা গ্যাসকেটের পরিবর্তে, একটি নমনীয় উপাদান (যেমন টিপিই বা একটি বিশেষ রাবারের মতো) সরাসরি একটি অনমনীয় প্লাস্টিকের আবাসন (যেমন, ইঞ্জিন কভার, সেন্সর হাউজিং) এর উপর চাপ দেওয়া হয়। এটি একটি অত্যন্ত কার্যকর এবং নির্ভরযোগ্য সীল তৈরি করে, তরল প্রবেশ বা ধূলিকণা প্রতিরোধের জন্য গুরুত্বপূর্ণ।
-
কৌশলগুলি ব্যবহৃত: প্রাথমিকভাবে নির্ভর করে রাসায়নিক বন্ধন এবং সুনির্দিষ্ট ছাঁচ নকশা । ওভারমোল্ড উপাদানগুলি তার সিলিং বৈশিষ্ট্য এবং রাসায়নিকভাবে অনমনীয় উপাদানটি মেনে চলার ক্ষমতাগুলির জন্য বেছে নেওয়া হয়, প্রায়শই সাবধানতার সাথে প্রক্রিয়া প্যারামিটার নিয়ন্ত্রণ (উদাঃ, ইনজেকশন চাপ) অবিচ্ছিন্ন সিলের জন্য সম্পূর্ণ ফিলিং এবং অন্তরঙ্গ যোগাযোগ নিশ্চিত করতে।
-
3। গ্রাহক ইলেকট্রনিক্স: বৈদ্যুতিন ডিভাইস এবং ঘেরগুলিতে অ্যাপ্লিকেশন
ভোক্তা ইলেকট্রনিক্স উন্নত স্থায়িত্ব, জল প্রতিরোধের এবং ব্যবহারকারীর আরামের জন্য ওভারমোল্ডিং থেকে উপকৃত হয়।
-
পরিধানযোগ্য ডিভাইসগুলি (উদাঃ, স্মার্টওয়াচস, ফিটনেস ট্র্যাকার): ব্যান্ডগুলি এবং কখনও কখনও এমনকি ডিভাইস হাউজিংয়ের কিছু অংশগুলি ওভারমোল্ড করা হয়।
-
বন্ধন সাফল্য: একটি কঠোর অভ্যন্তরীণ ফ্রেম বা সেন্সর মডিউল (প্রায়শই পিসি বা ধাতু) একটি আরামদায়ক, ত্বক-বান্ধব স্ট্র্যাপ বা জল-প্রতিরোধী ঘের তৈরি করতে একটি নমনীয় সিলিকন বা টিপিই দিয়ে ওভারমোল্ড করা হয়। বন্ডটি অবশ্যই ফ্লেক্সিং, ঘাম এবং প্রতিদিনের পরিধান সহ্য করতে হবে।
-
কৌশলগুলি ব্যবহৃত: সমালোচনামূলক ব্যবহার যান্ত্রিক ইন্টারলকিং (উদাঃ, গর্ত, পাঁজর বা অনমনীয় সন্নিবেশের উপর বিশেষভাবে ডিজাইন করা অ্যাঙ্কর পয়েন্ট) এর সাথে মিলিত রাসায়নিক বন্ধন প্লাস্টিক বা ধাতু মেনে চলার জন্য ডিজাইন করা টিপিই বা এলএসআর (তরল সিলিকন রাবার) এর বিশেষায়িত ওভারমোল্ডিং গ্রেডের মাধ্যমে। পৃষ্ঠ প্রস্তুতি (উদাঃ, ধাতব সন্নিবেশগুলিতে প্লাজমা চিকিত্সা) সাধারণ।
-
-
পাওয়ার টুল হ্যান্ডলস এবং গ্রিপস: চিকিত্সা সরঞ্জামগুলির অনুরূপ, পাওয়ার সরঞ্জামগুলি আরও ভাল এরগনোমিক্স এবং কম্পন স্যাঁতসেঁতে দেওয়ার জন্য ওভারমোল্ডড গ্রিপ ব্যবহার করে।
-
বন্ধন সাফল্য: একটি টেকসই, প্রভাব-প্রতিরোধী প্লাস্টিকের বডি (উদাঃ, পিএ, অ্যাবস) একটি নরম টিপিই বা রাবারের সাথে ওভারমোল্ড করা হয়। বন্ডটি একটি সুরক্ষিত, আরামদায়ক গ্রিপ সরবরাহ করে যা ব্যবহারকারীর ক্লান্তি হ্রাস করে এবং পিচ্ছিল প্রতিরোধ করে, এমনকি ভেজা বা তৈলাক্ত পরিস্থিতিতেও।
-
কৌশলগুলি ব্যবহৃত: একটি সংমিশ্রণ যান্ত্রিক ইন্টারলকিং (উদাঃ, আক্রমণাত্মক টেক্সচারিং, অনমনীয় হ্যান্ডেলটিতে আন্ডারকাটস) এবং অনুকূলিত প্রক্রিয়া পরামিতি ওভারমোল্ড উপাদান সম্পূর্ণরূপে গ্রিপ বৈশিষ্ট্যগুলিকে আবদ্ধ করে তা নিশ্চিত করার জন্য। উপাদান নির্বাচন ভাল হ্যাপটিকস এবং নির্বাচিত ইঞ্জিনিয়ারিং প্লাস্টিকের কাছে দৃ ust ় আনুগত্য সহ টিপিইগুলিতে মনোনিবেশ করে
-

