
উত্পাদন গতিশীল বিশ্বে, কার্যকরীভাবে উচ্চতর এবং নান্দনিকভাবে আনন্দদায়ক উভয় পণ্যগুলির চাহিদা উল্লেখযোগ্য উদ্ভাবনকে চালিত করেছে। আধুনিক উপাদানগুলি প্রায়শই একাধিক উপকরণ একত্রিত করতে হবে - কাঠামোর জন্য একটি অনমনীয় প্লাস্টিক, গ্রিপের জন্য একটি নরম ইলাস্টোমার, বা ব্র্যান্ডিংয়ের জন্য দুটি পৃথক রঙ - একক, বিরামবিহীন নকশা ছাড়াও। যদিও traditional তিহ্যবাহী পদ্ধতিগুলি পৃথক উত্পাদন এবং সমাবেশের পদক্ষেপের উপর নির্ভর করে, এই প্রক্রিয়াটি সহজতর করার জন্য আরও উন্নত সমাধান উত্থিত হয়েছে: 2-শট ইনজেকশন ছাঁচনির্মাণ।
2-শট ইনজেকশন ছাঁচনির্মাণের পরিচিতি
2-শট ইনজেকশন ছাঁচনির্মাণ কি?
এর মূলে, 2 শট ইনজেকশন ছাঁচনির্মাণ (দ্বি-শট ছাঁচ হিসাবেও পরিচিত) একটি অত্যন্ত বিশেষায়িত উত্পাদন প্রক্রিয়া যা একক, অবিচ্ছিন্ন ছাঁচনির্মাণ চক্রের দুটি পৃথক উপকরণ থেকে একটি একক, সমাপ্ত উপাদান তৈরি করে। Traditional তিহ্যবাহী পদ্ধতির বিপরীতে যেখানে একাধিক অংশ পৃথকভাবে ছাঁচযুক্ত হয় এবং তারপরে একত্রিত হয়, 2-শট ছাঁচনির্মাণ এই পদক্ষেপগুলিকে একটি দক্ষ অপারেশনে একত্রিত করে। এই প্রক্রিয়াটি জটিল জ্যামিতি, সংহত সিল, বহু-বর্ণের নান্দনিকতা এবং মাধ্যমিক সমাবেশের প্রয়োজন ছাড়াই বর্ধিত কার্যকারিতা সহ অংশগুলি তৈরি করার ক্ষেত্রে সহায়ক।
প্রতিশব্দ: মাল্টি-শট ছাঁচনির্মাণ এবং ওভারমোল্ডিং
প্রায়শই আন্তঃবিন্যভাবে ব্যবহৃত হয়, পদগুলি মাল্টি শট ছাঁচনির্মাণ এবং ওভারমোল্ডিং স্বতন্ত্র অর্থ রয়েছে যা বোঝার জন্য গুরুত্বপূর্ণ।
-
মাল্টি শট ছাঁচনির্মাণ: এটি একটি বিস্তৃত বিভাগ যার মধ্যে 2-শট ছাঁচনির্মাণ সর্বাধিক সাধারণ রূপ। এটি এমন কোনও ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াটিকে বোঝায় যা একক অংশ তৈরি করতে একই ছাঁচের মধ্যে বিভিন্ন উপাদানের দুটি বা আরও পৃথক ইনজেকশন ব্যবহার করে। একটি 3-শট বা 4-শট প্রক্রিয়াটিও এই ছাতার অধীনে পড়বে।
-
ওভারমোল্ডিং: এটি একটি নির্দিষ্ট কৌশল যেখানে একটি দ্বিতীয় উপাদান একটি প্রাক-বিদ্যমান অংশ ("সাবস্ট্রেট") এর উপরে ইনজেকশন করা হয়। যদিও 2-শট ছাঁচনির্মাণ এক ধরণের ওভারমোল্ডিং, শব্দটি এমন প্রক্রিয়াগুলিও বর্ণনা করতে পারে যেখানে সাবস্ট্রেট অংশটি পৃথকভাবে তৈরি করা হয়েছিল এবং তারপরে ম্যানুয়ালি বা রোবোটিকভাবে ওভারমোল্ডিং পদক্ষেপের জন্য দ্বিতীয় ছাঁচে স্থাপন করা হয়। মূল পার্থক্যটি হ'ল সত্য 2-শট প্রক্রিয়াতে, উভয় উপকরণ একই মেশিন চক্রের মধ্যে ক্রমানুসারে ed ালাই করা হয়, অংশটি কখনও মেশিন ছেড়ে না দিয়ে।
বেসিক নীতি এবং প্রক্রিয়া ওভারভিউ
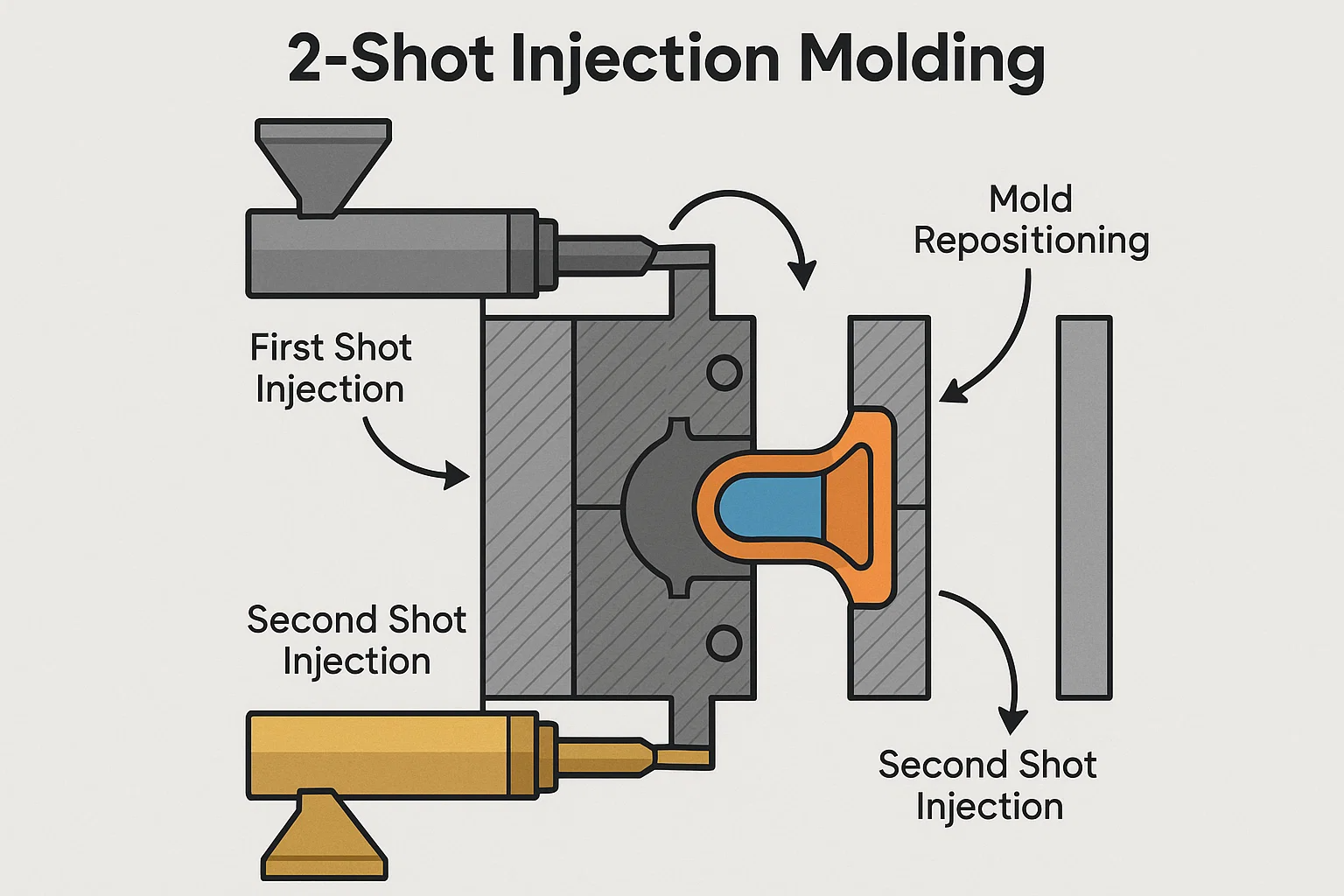
2-শট ইনজেকশন ছাঁচনির্মাণের মৌলিক নীতি হ'ল একটি বিশেষভাবে ডিজাইন করা ছাঁচে দুটি উপকরণের ক্রমিক ইনজেকশন। প্রক্রিয়াটি সাধারণত এই মূল পদক্ষেপগুলি অনুসরণ করে:
-
প্রথম শট ইনজেকশন: প্রথম উপাদান (প্রায়শই একটি অনমনীয় প্লাস্টিক) ছাঁচের প্রাথমিক গহ্বরের মধ্যে ইনজেকশন করা হয়।
-
ছাঁচ পুনরায় স্থাপন: এরপরে ছাঁচটি খোলে এবং একটি প্লেট বা কোর নতুন গঠিত প্রথম শট অংশটি দ্বিতীয় গহ্বরে ঘোরায় বা স্থানান্তর করে।
-
দ্বিতীয় শট ইনজেকশন: দ্বিতীয় উপাদান (প্রায়শই একটি নরম প্লাস্টিক বা বিভিন্ন রঙ) নতুন গহ্বরের মধ্যে ইনজেকশন দেওয়া হয়, চারপাশে প্রবাহিত হয় এবং প্রথম শট অংশের সাথে বন্ধন করে।
-
ইজেকশন: দ্বিতীয় উপাদানটি শীতল হয়ে গেলে এবং দৃ ified ় হয়ে গেলে, সমাপ্ত, মাল্টি-ম্যাটারিয়াল অংশটি ছাঁচ থেকে বের করে দেওয়া হয়।
উপকরণগুলির এই বিরামবিহীন সংহতকরণের ফলে একটি উচ্চমানের, টেকসই বন্ধন এবং একটি সমাপ্ত পণ্য যা ব্যবহারের জন্য প্রস্তুত, শ্রম এবং traditional তিহ্যবাহী সমাবেশের সাথে সম্পর্কিত ত্রুটির সম্ভাবনা দূর করে।
ইতিহাস এবং বিবর্তন
আরও পরিশীলিত প্লাস্টিকের পণ্য তৈরি করার প্রয়োজনীয়তার দ্বারা চালিত, বিংশ শতাব্দীর মাঝামাঝি সময়ে 2-শট ছাঁচনির্মাণের উত্স। প্রাথমিক পদ্ধতিগুলি প্রায়শই অপরিশোধিত এবং উভয় উপকরণ এবং যন্ত্রপাতিগুলির ক্ষমতা দ্বারা সীমাবদ্ধ ছিল। প্রক্রিয়াটির আসল বিবর্তনটি রোটারি প্লাটেন এবং কোর-ব্যাক প্রযুক্তির বৈশিষ্ট্যযুক্ত বিশেষায়িত ইনজেকশন ছাঁচনির্মাণ মেশিনগুলির বিকাশের সাথে শুরু হয়েছিল। এই অগ্রগতিগুলি, পলিমার বিজ্ঞানের চলমান উদ্ভাবনের সাথে মিলিত হয়ে সামঞ্জস্যপূর্ণ উপকরণগুলির বিস্তৃত পরিসীমা প্রবর্তন করে, একটি কুলুঙ্গি কৌশল থেকে আজ অগণিত শিল্পের জন্য একটি বহুল পরিমাণে গৃহীত, অপরিহার্য উত্পাদন সমাধানে রূপান্তর করেছে।
2-শট ইনজেকশন ছাঁচনির্মাণের সুবিধা
2-শট ইনজেকশন ছাঁচনির্মাণ নিয়োগের কৌশলগত পছন্দ নিছক প্রযুক্তিগত পরিশীলনের বাইরে; এটি এমন অনেকগুলি স্পষ্ট সুবিধা সরবরাহ করে যা কোনও পণ্যের কার্যকারিতা, ব্যয়-কার্যকারিতা এবং বাজারের আবেদনকে নাটকীয়ভাবে প্রভাবিত করতে পারে। দুটি পৃথক উত্পাদন পদক্ষেপকে একক, বিরামবিহীন প্রক্রিয়াতে সংহত করে, 2-শট ছাঁচনির্মাণ বহু-উপাদানগুলির সাথে সম্পর্কিত অনেকগুলি চ্যালেঞ্জকে সমাধান করে।
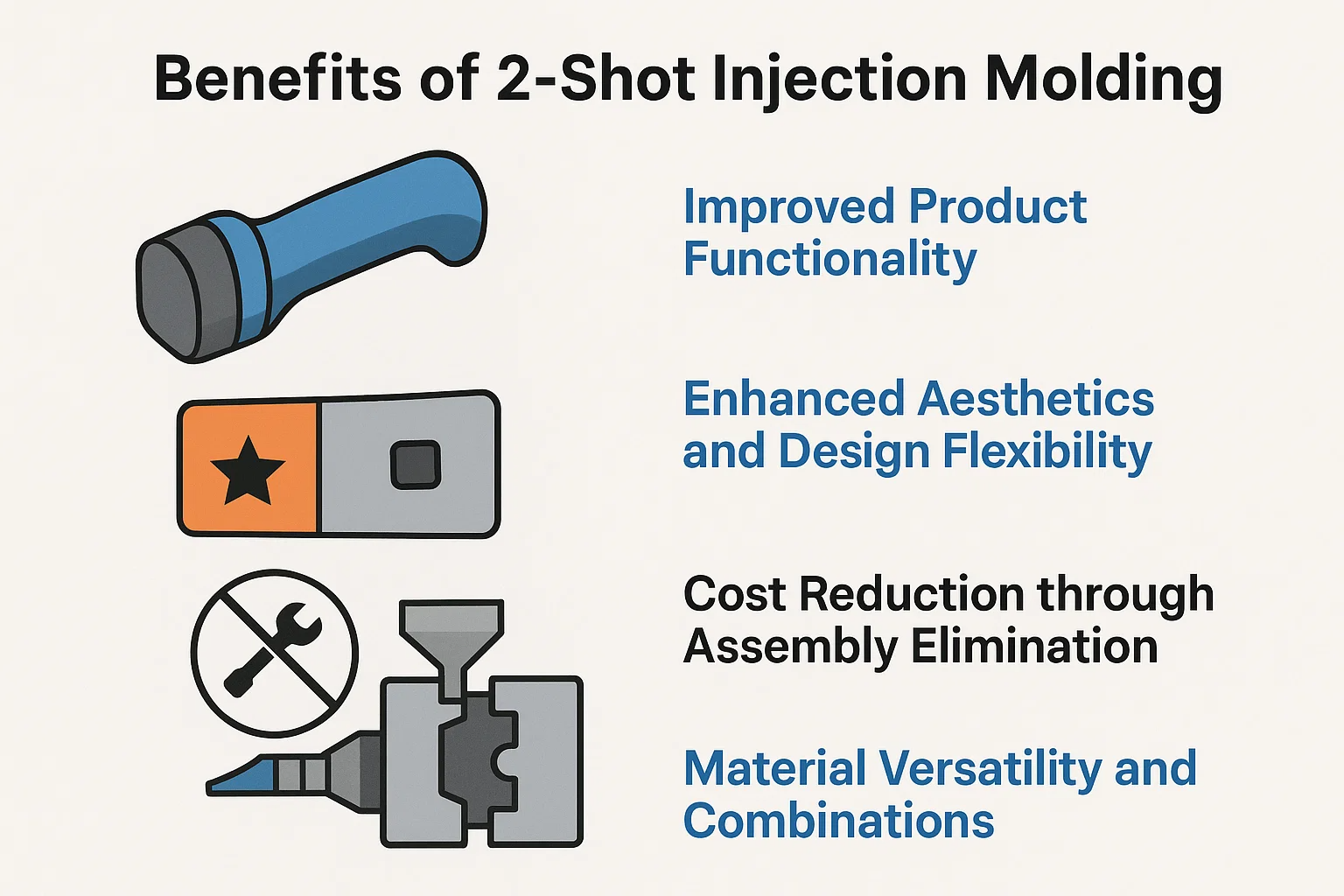
উন্নত পণ্য কার্যকারিতা
2-শট ছাঁচনির্মাণের অন্যতম উল্লেখযোগ্য সুবিধা হ'ল বিভিন্ন বৈশিষ্ট্যের সাথে উপকরণগুলির সংমিশ্রণ করে কোনও পণ্যের কার্যকারিতা বাড়ানোর ক্ষমতা। উদাহরণস্বরূপ, একটি অনমনীয় থার্মোপ্লাস্টিক কোনও পণ্যের কাঠামোগত দেহ গঠন করতে পারে, যখন একটি নরম থার্মোপ্লাস্টিক ইলাস্টোমার (টিপিই) একটি আরামদায়ক, নন-স্লিপ গ্রিপ তৈরি করতে এটিতে ওভারমোল্ড করা হয়। এই কৌশলটি পাওয়ার সরঞ্জাম, ভোক্তা ইলেকট্রনিক্স এবং চিকিত্সা যন্ত্রগুলির জন্য প্রয়োজনীয় যেখানে এরগনোমিক্স এবং স্পর্শকাতর অনুভূতি সমালোচনামূলক। তদ্ব্যতীত, প্রক্রিয়াটি সংহত সিল, গ্যাসকেট এবং জীবন্ত কব্জাগুলি তৈরি করার জন্য আদর্শ, যা সময়ের সাথে ব্যর্থ হতে পারে এমন পৃথক উপাদানগুলির প্রয়োজন ছাড়াই কোনও পণ্যের স্থায়িত্ব, জলরোধী এবং সামগ্রিক কর্মক্ষমতা উন্নত করে।
বর্ধিত নান্দনিকতা এবং ডিজাইনের নমনীয়তা
2-শট ছাঁচনির্মাণটি অতুলনীয় ডিজাইনের নমনীয়তা সরবরাহ করে, ইঞ্জিনিয়ার এবং ডিজাইনারদের আরও জটিল এবং দৃষ্টি আকর্ষণীয় পণ্যগুলি উপলব্ধি করতে দেয়। একই ছাঁচে দুটি পৃথক বর্ণের উপকরণ ইনজেকশনের মাধ্যমে, প্রক্রিয়াটি জটিল লোগো, ব্র্যান্ডিং বা রঙ-কোডেড বৈশিষ্ট্যগুলি তৈরি করতে পারে যা স্থায়ীভাবে অংশে বন্ধনযুক্ত। এটি পেইন্টিং, প্যাড প্রিন্টিং বা লেবেলিংয়ের প্রয়োজনীয়তা দূর করে, যা বিবর্ণ বা চিপ করতে পারে। একটি একক পৃষ্ঠে বিভিন্ন টেক্সচার তৈরি করার ক্ষমতা - যেমন একটি টেক্সচারযুক্ত ম্যাট গ্রিপের পাশে মসৃণ চকচকে ফিনিস - এছাড়াও পণ্যের অনুভূত গুণমান এবং নান্দনিক মানকে উন্নত করে।
সমাবেশ নির্মূলের মাধ্যমে ব্যয় হ্রাস
সম্ভবত 2-শট ছাঁচনির্মাণের জন্য সবচেয়ে আকর্ষণীয় ব্যবসায়ের কেস হ'ল মাধ্যমিক সমাবেশকে বাদ দিয়ে প্রাপ্ত যথেষ্ট ব্যয় হ্রাস। একটি দ্বি-উপাদান অংশের traditional তিহ্যবাহী উত্পাদন দুটি পৃথক টুকরো ছাঁচনির্মাণের প্রয়োজন হবে এবং তারপরে ম্যানুয়ালি বা রোবোটিকভাবে আঠালো, স্ক্রু বা অন্যান্য ফাস্টেনার ব্যবহার করে তাদের সাথে যোগ দিতে হবে। এই বহু-পদক্ষেপ প্রক্রিয়াটি উল্লেখযোগ্য শ্রম ব্যয় যুক্ত করে, অতিরিক্ত সরঞ্জামের প্রয়োজন হয় এবং সমাবেশ ত্রুটির ঝুঁকি বাড়ায়। একক ছাঁচনির্মাণ চক্রের একটি সমাপ্ত, মাল্টি-ম্যাটারিয়াল অংশ উত্পাদন করে, 2-শট ছাঁচনির্মাণ এই ব্যয়গুলিকে বাইপাস করে, যা একটি ঝুঁকির উত্পাদন লাইন এবং প্রতি ইউনিট ব্যয়কে কম করে।
উপাদান বহুমুখিতা এবং সংমিশ্রণ
2-শট ছাঁচনির্মাণগুলি উপাদানগুলির সংমিশ্রণের একটি বিশাল বিশ্বকে উন্মুক্ত করে, ইঞ্জিনিয়ারদের একটি উপাদানগুলির প্রতিটি অংশের জন্য আদর্শ বৈশিষ্ট্যগুলি নির্বাচন করতে দেয়। প্রক্রিয়াটি একটি অনমনীয় প্লাস্টিক এবং একটি নরম গ্রিপের মধ্যে সীমাবদ্ধ নয়; এটি দুটি পৃথক হার্ড প্লাস্টিক, একটি অস্বচ্ছ সহ একটি পরিষ্কার প্লাস্টিক বা থার্মোসেট উপাদান সহ একটি থার্মোপ্লাস্টিক একত্রিত করতে পারে। এই বহুমুখিতাটি একটি শক্তিশালী, অনমনীয় কোর এবং একটি টেকসই, নমনীয় বহির্মুখী বা বৈদ্যুতিক নিরোধক এবং তাপীয় পরিবাহিতা বৈশিষ্ট্য উভয়ই উপাদানগুলির সাথে অংশগুলি তৈরির অনুমতি দেয়। কীটি একটি শক্তিশালী, নির্ভরযোগ্য বন্ধন নিশ্চিত করতে রাসায়নিকভাবে এবং তাপীয়ভাবে সামঞ্জস্যপূর্ণ এমন উপকরণগুলি নির্বাচন করছে।
উত্পাদন দক্ষতা বৃদ্ধি
একক প্রক্রিয়াতে একাধিক পদক্ষেপ একীভূত করে, 2-শট ইনজেকশন ছাঁচনির্মাণ সামগ্রিক উত্পাদন দক্ষতা উল্লেখযোগ্যভাবে বৃদ্ধি করে। সময়সাপেক্ষ এবং প্রায়শই সমাবেশ, নিরাময়, বা আঠালোগুলি শুকানোর জন্য অপেক্ষা করা শ্রম-নিবিড় পদক্ষেপগুলি উত্পাদন প্রবাহ থেকে সম্পূর্ণরূপে সরানো হয়। এর ফলে কাঁচামাল থেকে একটি সমাপ্ত, বিক্রয়যোগ্য পণ্য পর্যন্ত দ্রুত চক্রের সময় হয়। প্রবাহিত প্রক্রিয়াটির জন্য কম মেশিন, কম কারখানার মেঝে স্থান এবং একটি ছোট কর্মশক্তি প্রয়োজন, এগুলি সবই আরও দক্ষ এবং লাভজনক উত্পাদন পরিচালনায় অবদান রাখে।
2-শট ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া
2-শট ছাঁচনির্মাণের জটিল যান্ত্রিকগুলি বোঝা এর দক্ষতা এবং নির্ভুলতার প্রশংসা করার মূল চাবিকাঠি। প্রক্রিয়াটি জটিল মনে হলেও এটি ইভেন্টগুলির একটি অত্যন্ত নিয়ন্ত্রিত ক্রম যা একটি একক, নিখুঁতভাবে সংহত অংশের ফলস্বরূপ। নীচে ধাপে ধাপে প্রক্রিয়াটির বিশদ ভাঙ্গন এবং এটি অর্জনের জন্য ব্যবহৃত প্রাথমিক কৌশলগুলি রয়েছে।
বিস্তারিত ধাপে ধাপে ব্যাখ্যা
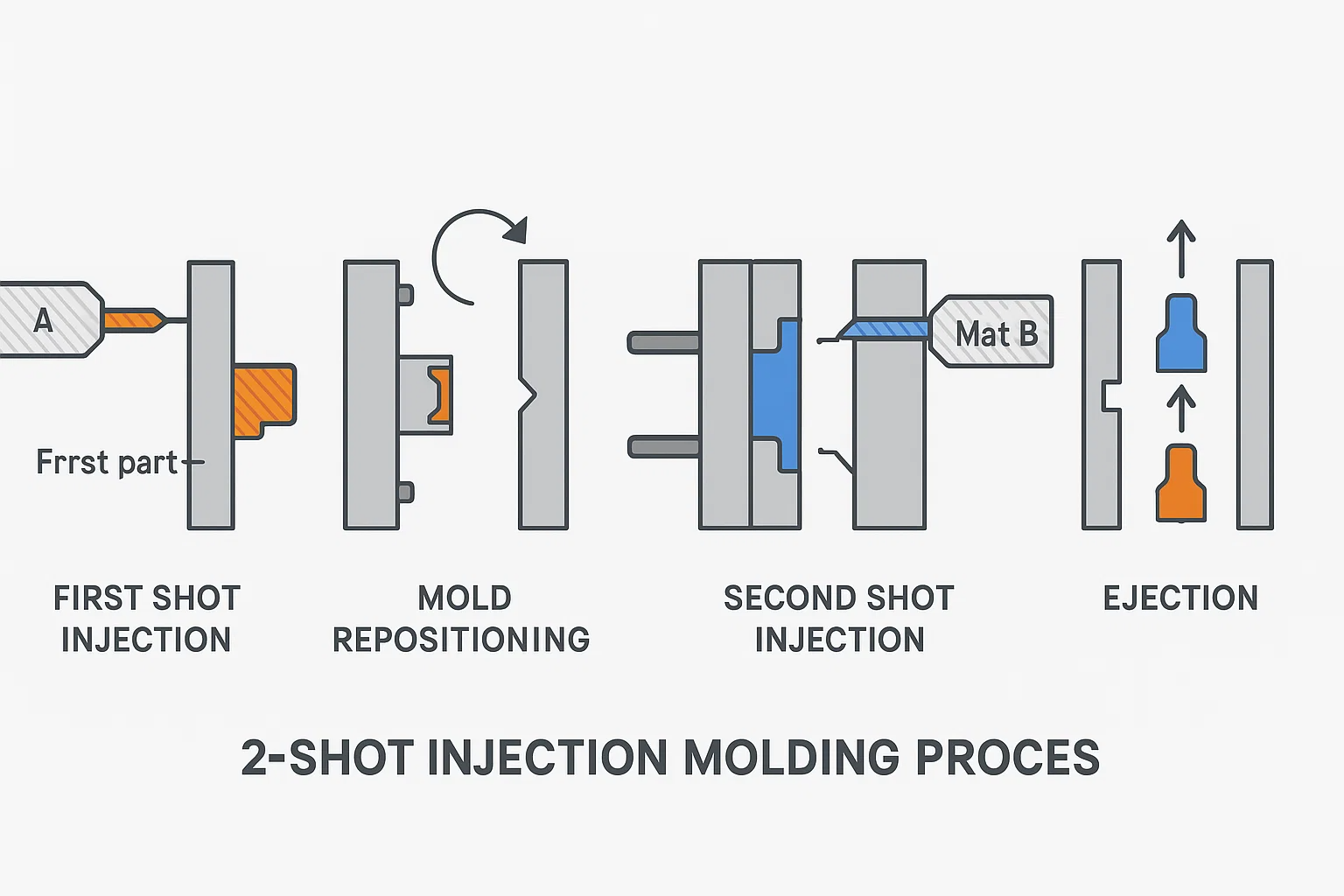
একটি 2-শট ছাঁচযুক্ত অংশের যাত্রা দুটি পৃথক ইনজেকশন ইউনিট দিয়ে শুরু হয় একটি একক, বিশেষায়িত ছাঁচে বিভিন্ন উপকরণ খাওয়ানো। প্রক্রিয়াটি সিঙ্ক্রোনাইজড চক্র হিসাবে উদ্ভাসিত হয়:
-
প্রথম শট ইনজেকশন: প্রক্রিয়াটি প্রথম উপাদানটির ইনজেকশন দিয়ে শুরু হয়, প্রায়শই একটি অনমনীয় থার্মোপ্লাস্টিক (উপাদান এ), প্রথম ছাঁচের গহ্বরের মধ্যে। এই গহ্বরটি চূড়ান্ত অংশের মূল বা স্তর তৈরি করে। একবার উপাদান ইনজেকশনের পরে এবং পর্যাপ্ত শীতল সময় কেটে গেলে প্রথম অংশটি দৃ ified ় হয়।
-
ছাঁচ পুনরায় স্থাপন: এটি চক্রের সবচেয়ে গুরুত্বপূর্ণ পর্ব। ছাঁচটি খোলে, এবং একটি যথার্থ প্রক্রিয়া প্রথম অংশটি পুনরায় স্থাপন করে। এটি সাধারণত দুটি উপায়ে একটিতে সম্পন্ন হয়: হয় ছাঁচের রোটারি প্ল্যাটেন 180 ডিগ্রি পরিণত হয়, বা একটি শাটল সিস্টেম অংশটি স্থানান্তর করে। মূলটি হ'ল প্রথম শট উপাদানটি দ্বিতীয়, খালি গহ্বরের দিকে স্থানান্তরিত করা, যা এটি গ্রহণের জন্য ডিজাইন করা হয়েছে। একই সাথে, প্রথম গহ্বরটি নতুন চক্র শুরু করার জন্য আবার প্রথম ইনজেকশন ইউনিটে উপস্থাপন করা হয়।
-
দ্বিতীয় শট ইনজেকশন: প্রথম শট অংশটি এখন দ্বিতীয় গহ্বরে সুরক্ষিতভাবে, ছাঁচটি আবার বন্ধ হয়ে যায়। দ্বিতীয় ইনজেকশন ইউনিট তারপরে দ্বিতীয় উপাদান (উপাদান বি) ইনজেকশন দেয়, প্রায়শই একটি আলাদা রঙ, একটি নরম ইলাস্টোমার বা অন্য কোনও সামঞ্জস্যপূর্ণ পলিমার, প্রথম অংশের আশেপাশের স্থানটিতে। রাসায়নিকভাবে বা যান্ত্রিকভাবে প্রথম অংশে নতুন উপাদান বন্ধনগুলি চূড়ান্ত, সংহত উপাদান তৈরি করে।
-
ইজেকশন: দ্বিতীয় উপাদান শীতল এবং দৃ ified ় হওয়ার পরে, ছাঁচটি চূড়ান্ত সময়ের জন্য খোলে। একটি ইজেকশন সিস্টেম, সাধারণত পিনগুলি, ছাঁচের বাইরে সমাপ্ত, দ্বি-বৈকল্পিক অংশকে ধাক্কা দেয়। চক্রটি সম্পূর্ণ, এবং মেশিনটি একটি নতুন শুরু করতে প্রস্তুত।
2-শট ছাঁচনির্মাণ কৌশলগুলির প্রকার
ধাপে ধাপে প্রক্রিয়াটি মৌলিকভাবে একই রকম হলেও নির্মাতারা কাঙ্ক্ষিত ফলাফল অর্জনের জন্য বিভিন্ন মেশিন এবং ছাঁচ কনফিগারেশন ব্যবহার করে। তিনটি সাধারণ কৌশল হ'ল:
-
রোটারি টেবিল ছাঁচনির্মাণ: এটি সর্বাধিক প্রচলিত এবং দক্ষ পদ্ধতি। মেশিনের প্ল্যাটেনটি একটি ঘোরানো টেবিল দিয়ে সজ্জিত যা ছাঁচটি ধারণ করে। প্রথম শটটি ছাঁচের একপাশে তৈরি করা হয়। এরপরে প্লেটটি ঘোরায়, দ্বিতীয় ইনজেকশন ইউনিটের সাথে প্রথম শট অংশটি সারিবদ্ধ করে যখন একটি নতুন প্রথম শট অংশ একই সাথে অন্যদিকে ed ালাই করা হয়। এই যুগপত উত্পাদন চক্রের সময়কে উল্লেখযোগ্যভাবে হ্রাস করে এবং উচ্চ-ভলিউম উত্পাদন জন্য আদর্শ।
-
কোর ব্যাক ছাঁচনির্মাণ: এই কৌশলটি একক ছাঁচের মধ্যে একটি স্লাইডিং কোর বা একটি অস্থাবর সন্নিবেশ ব্যবহার করে। প্রথম শটটি ইনজেকশনের পরে, মূলটি দ্বিতীয় উপাদানের জন্য স্থান তৈরি করতে পিছনে পিছলে যায়। দ্বিতীয় উপাদানটি তখন এই সদ্য গঠিত গহ্বরে ইনজেকশন দেওয়া হয়। এই পদ্ধতিটি প্রায়শই জটিল বিবরণ সহ অংশগুলির জন্য ব্যবহৃত হয় যেমন ইন্টিগ্রেটেড লিভিং কব্জাগুলি বা খুব ছোট উপাদানগুলি, যেখানে একটি ঘূর্ণমান টেবিলের যান্ত্রিক জটিলতা সম্ভব নয়।
-
স্থানান্তর ছাঁচনির্মাণ: এই পদ্ধতিতে, প্রথম শট অংশটি একটি ছাঁচে ইনজেকশন করা হয় এবং একটি রোবোটিক আর্ম বা যান্ত্রিক স্থানান্তর সিস্টেম শারীরিকভাবে একই মেশিনের একটি পৃথক, দ্বিতীয় ছাঁচে অংশটি সরিয়ে দেয়। এই কৌশলটি স্ট্যান্ডার্ড 2-শট অ্যাপ্লিকেশনগুলির জন্য কম সাধারণ তবে দুটি ছাঁচের বিভিন্ন ক্ল্যাম্পিং বাহিনী বা দুটি শট পৃথক মেশিনে তৈরি করা দরকার হলে কার্যকর হতে পারে।
2-শট ইনজেকশন ছাঁচনির্মাণে ব্যবহৃত উপকরণ
যে কোনও 2-শট ইনজেকশন ছাঁচনির্মাণ প্রকল্পের সাফল্য উপকরণগুলির যত্ন সহকারে নির্বাচনের উপর নির্ভর করে। দুটি পলিমারকে অবশ্যই চূড়ান্ত পণ্যটির কার্যকরী এবং নান্দনিক প্রয়োজনীয়তাগুলি পূরণ করতে হবে না তবে একটি শক্তিশালী, স্থায়ী বন্ধন গঠনের জন্য একে অপরের সাথে সামঞ্জস্যপূর্ণ হতে হবে। এই বিভাগটি উপাদানগুলির সংমিশ্রণের ধরণগুলি এবং সেগুলি নির্বাচনের জন্য সমালোচনামূলক মানদণ্ডগুলি অনুসন্ধান করে।
সামঞ্জস্যপূর্ণ উপাদান সংমিশ্রণ
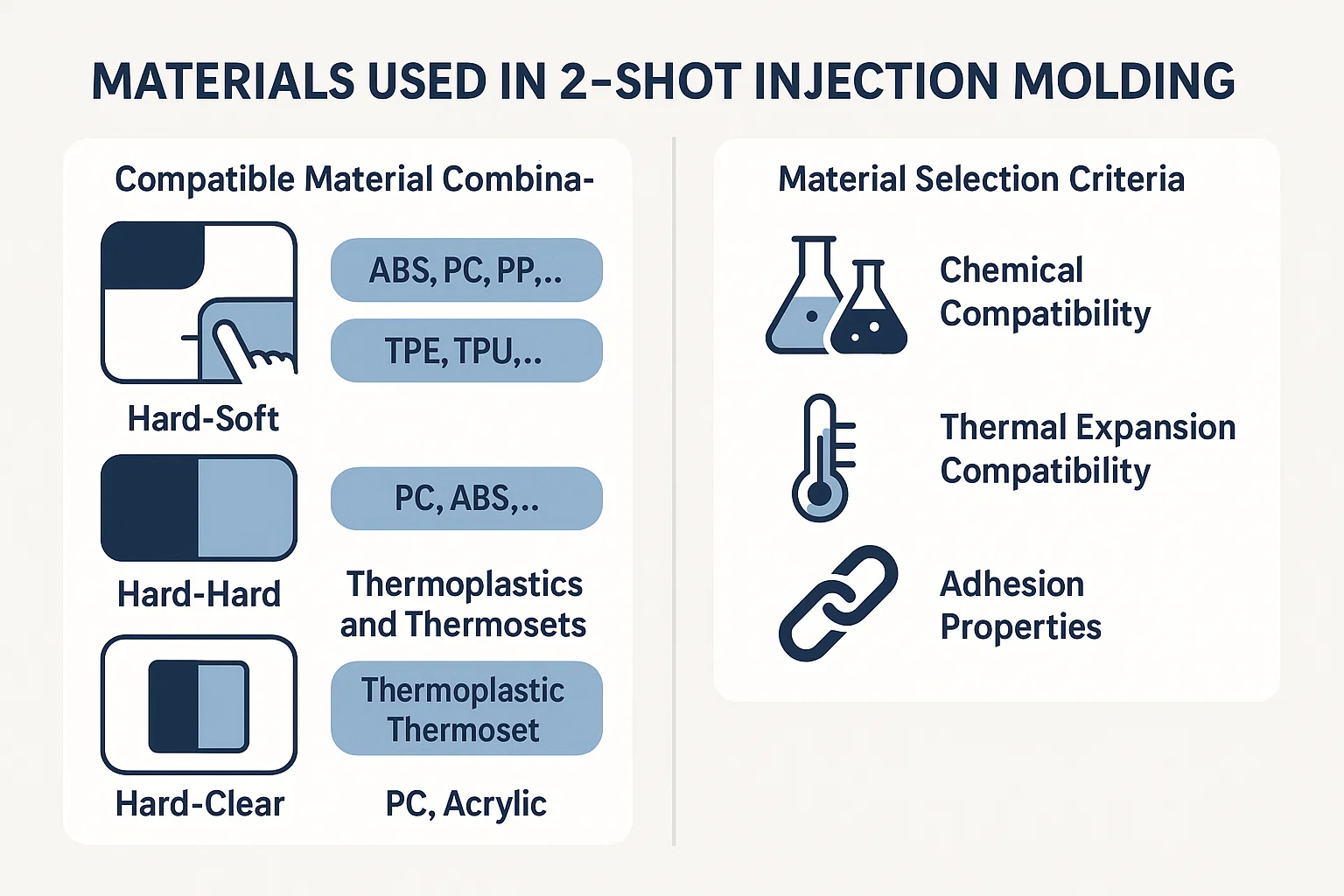
2-শট ছাঁচনির্মাণের বহুমুখিতা এটি পরিচালনা করতে পারে এমন বিস্তৃত উপাদানগুলির দ্বারা সংজ্ঞায়িত করা হয়। এই সংমিশ্রণগুলি সাধারণত ব্যবহৃত উপকরণগুলির বৈশিষ্ট্যের ভিত্তিতে শ্রেণিবদ্ধ করা হয়:
-
কঠোর নরম সংমিশ্রণ: এটি 2-শট ছাঁচনির্মাণের সর্বাধিক সাধারণ প্রয়োগ, যেখানে একটি অনমনীয় বেস উপাদান একটি নরম, নমনীয় উপাদানের সাথে মিলিত হয়। অনমনীয় উপাদান (উদাঃ, এবিএস, পলিকার্বোনেট (পিসি), নাইলন, পলিপ্রোপিলিন (পিপি) ) কাঠামোগত অখণ্ডতা সরবরাহ করে, যখন নরম উপাদান (উদাঃ, থার্মোপ্লাস্টিক ইলাস্টোমার্স (টিপিই) বা থার্মোপ্লাস্টিক পলিউরেথেনস (টিপিইউ) ) একটি অর্গনোমিক গ্রিপ, একটি জলরোধী সীল বা একটি নরম-স্পর্শ পৃষ্ঠ সরবরাহ করে। এটি পাওয়ার টুল হ্যান্ডলগুলি, টুথব্রাশ গ্রিপস এবং চিকিত্সা যন্ত্রগুলির মতো পণ্যগুলির জন্য আদর্শ।
-
হার্ড-হার্ড সংমিশ্রণ: এই সংমিশ্রণে দুটি পৃথক অনমনীয় প্লাস্টিক জড়িত। এটি নির্দিষ্ট বৈশিষ্ট্যগুলিকে একত্রিত করার জন্য করা যেতে পারে, যেমন একটি শক্তিশালী ছাঁচনির্মাণ পলিকার্বোনেট (পিসি) আরও রাসায়নিকভাবে প্রতিরোধী সহ বেস এক্রাইলোনাইট্রাইল বুটাদিন স্টাইরিন (এবিএস) বাহ্যিক এটি ব্র্যান্ডিং বা নান্দনিক উদ্দেশ্যে একই উপাদানের দুটি পৃথক রঙ যেমন একটি কালো এবং একটি নিয়ন্ত্রণ প্যানেল বোতামের জন্য এবিএসের একটি সাদা টুকরা একত্রিত করতে ব্যবহৃত হয়।
-
থার্মোপ্লাস্টিকস এবং থার্মোসেটস: যদিও কম সাধারণ, নির্দিষ্ট বিশেষায়িত অ্যাপ্লিকেশনগুলিতে থার্মোসেট বা ইলাস্টোমারের সাথে একটি থার্মোপ্লাস্টিক জুড়ি জড়িত থাকতে পারে। এটি একটি জটিল প্রক্রিয়া যা তাপমাত্রা এবং চাপের যত্ন সহকারে নিয়ন্ত্রণ প্রয়োজন, কারণ থার্মোসেটগুলি গরম করার পরে অপরিবর্তনীয়ভাবে নিরাময় করে।
-
হার্ড-ক্লিয়ার সংমিশ্রণ: এটি ইন্টিগ্রেটেড উইন্ডোজ, হালকা পাইপ বা ডিসপ্লে স্ক্রিনগুলির সাথে অংশ তৈরি করতে ব্যবহৃত হয়, যেমন ক্যামেরা লেন্সের জন্য একটি পরিষ্কার বন্দর সহ একটি স্মার্টফোন কেস। উপকরণ মত এক্রাইলিক বা পলিকার্বোনেট (পিসি) অপটিক্যাল স্পষ্টতা এবং স্থায়িত্বের কারণে প্রায়শই পরিষ্কার উপাদানগুলির জন্য ব্যবহৃত হয়।
উপাদান নির্বাচন মানদণ্ড
2-শট প্রকল্পের জন্য সঠিক উপকরণগুলি বেছে নেওয়া বেশ কয়েকটি মূল বৈশিষ্ট্যের সাবধানতার সাথে মূল্যায়ন জড়িত। বন্ডের সাফল্য এবং চূড়ান্ত অংশের অখণ্ডতা এই কারণগুলির উপর নির্ভর করে:
-
রাসায়নিক সামঞ্জস্যতা: এটি সবচেয়ে গুরুত্বপূর্ণ বিষয়। একটি শক্তিশালী, স্থায়ী বন্ধন গঠনের জন্য, দুটি পলিমার অবশ্যই রাসায়নিকভাবে সামঞ্জস্যপূর্ণ হতে হবে, তাদের অণুগুলিকে একটি আঠালো ইন্টারফেস গঠনের অনুমতি দেয়। অনুরূপ রাসায়নিক রচনাগুলি বা একই পলিমার পরিবারে (যেমন, পিসি এবং এবিএস) প্রায়শই ভাল বন্ধন সহ পলিমারগুলি। বিপরীতে, বিভিন্ন পরিবারের উপকরণগুলি (উদাঃ, পিসির মতো একটি নিরাকার পলিমার এবং পিপি -র মতো স্ফটিক পলিমার) প্রায়শই দুর্বল রাসায়নিক আনুগত্য থাকে, যার ফলে ডেলিমিনেশন হয়।
-
তাপ সম্প্রসারণের সামঞ্জস্যতা: দুটি উপকরণের তাপীয় প্রসারণ এবং তুলনামূলক সঙ্কুচিত হারের অনুরূপ সহগ থাকা উচিত। সমাপ্ত অংশটি ছাঁচে শীতল হওয়ার সাথে সাথে প্রতিটি উপাদান সঙ্কুচিত হবে। যদি তাদের সঙ্কুচিত হারগুলি মারাত্মকভাবে আলাদা হয় তবে এটি অভ্যন্তরীণ চাপ সৃষ্টি করতে পারে, যার ফলে ইন্টারফেসে ওয়ারপিং, ক্র্যাকিং বা দুর্বল বন্ধনের দিকে পরিচালিত হতে পারে। এই পার্থক্যগুলির জন্য ক্ষতিপূরণ দেওয়ার জন্য সাবধানী উপাদান নির্বাচন এবং ছাঁচ নকশা অপরিহার্য।
-
আঠালো বৈশিষ্ট্য: দুটি উপকরণের মধ্যে বন্ধন রাসায়নিক বা যান্ত্রিক হতে পারে। ক রাসায়নিক বন্ড ইন্টারফেসে গঠিত একটি সরাসরি আণবিক সংযোগ। ক যান্ত্রিক বন্ড যখন দ্বিতীয় উপাদানটি আন্ডারকাটস, পাঁজর বা প্রথম অংশে ছাঁচযুক্ত অন্যান্য বৈশিষ্ট্যগুলিতে প্রবাহিত হয়, যখন একটি শারীরিক ইন্টারলক তৈরি করে। সেরা 2-শট ডিজাইনগুলি প্রায়শই সবচেয়ে শক্তিশালী সম্ভাব্য বন্ধনও নিশ্চিত করার জন্য উভয়ই রাসায়নিক এবং যান্ত্রিক আনুগত্য উভয়ই লাভ করে। উপাদান নির্বাচন অবশ্যই বিবেচনায় নিতে হবে যে দুটি পলিমার নির্দিষ্ট প্রক্রিয়াজাতকরণের শর্তে কতটা ভালভাবে মেনে চলবে।
2-শট ছাঁচনির্মাণের জন্য ছাঁচ নকশা বিবেচনা
2-শট ইনজেকশন ছাঁচনির্মাণ প্রকল্পের সাফল্য অভ্যন্তরীণভাবে এর ছাঁচ নকশার নির্ভুলতা এবং জটিলতার সাথে আবদ্ধ। ছাঁচটি প্রক্রিয়াটির কেন্দ্রীয় উপাদান এবং এর ইঞ্জিনিয়ারিং পণ্যটির গুণমান, অখণ্ডতা এবং চূড়ান্ত নান্দনিকতার নির্দেশ দেয়। একটি 2-শট ছাঁচ ডিজাইন করা একক শট ছাঁচ ডিজাইনের চেয়ে অনেক বেশি জটিল, কারণ এটি অবশ্যই একটিতে দুটি ছাঁচ হিসাবে কাজ করতে হবে, দুটি পৃথক ইনজেকশন প্রক্রিয়া সমন্বিত করে।
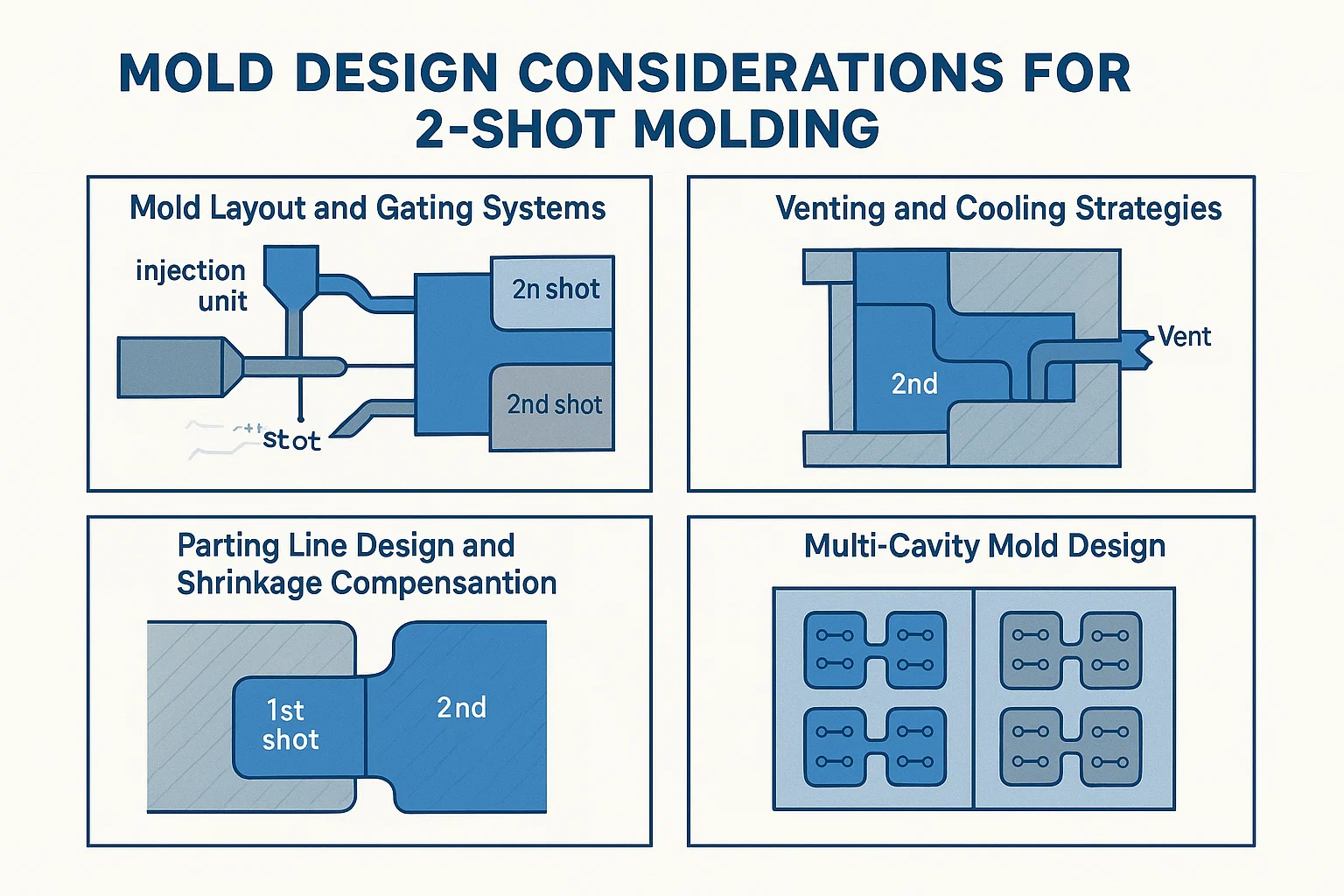
ছাঁচ লেআউট এবং গেটিং সিস্টেম
একটি 2-শট ছাঁচ অবশ্যই গহ্বরের দুটি স্বতন্ত্র সেট থাকতে হবে: একটি প্রথম শটের জন্য একটি এবং দ্বিতীয়টির জন্য একটি। দ্য গেটিং সিস্টেম - চ্যানেলগুলি যা গহ্বরগুলিতে গলিত প্লাস্টিককে নির্দেশ করে - এটি এই নকশার একটি গুরুত্বপূর্ণ অংশ। দুটি পৃথক গেটিং সিস্টেম রয়েছে, প্রতিটি নিজস্ব ইনজেকশন ইউনিট থেকে খাওয়ানো। নকশাটি অবশ্যই নিশ্চিত করতে হবে যে প্রতিটি উপাদান ক্রস-দূষণ ছাড়াই তার উদ্দেশ্যযুক্ত গহ্বরের দিকে পরিচালিত হয়েছে।
-
দ্য প্রথম শট গেট প্রাথমিক উপাদানটিকে তার গহ্বরের মধ্যে নির্দেশ দেয়।
-
দ্য দ্বিতীয় শট গেট দ্বিতীয় উপাদানটিকে প্রথম শট অংশের ওপরে বা আশেপাশে প্রবাহিত করার অনুমতি দেওয়ার জন্য অবস্থিত। প্রাক-বিদ্যমান প্রথম শটটির ক্ষতি রোধ করতে এবং দ্বিতীয় শট গহ্বরের সম্পূর্ণ এবং অভিন্ন ফিলিং নিশ্চিত করতে এই গেটিং সিস্টেমটি অবশ্যই সাবধানতার সাথে স্থাপন করা উচিত।
ভেন্টিং এবং কুলিং কৌশল
কার্যকর ভেন্টিং সমস্ত ইনজেকশন ছাঁচনির্মাণে গুরুত্বপূর্ণ, তবে এটি 2-শট ছাঁচনির্মাণে আরও সমালোচিত হয়ে ওঠে। দ্বিতীয় উপাদানটি প্রথম শট অংশের চারপাশে ইনজেকশনের কারণে, বায়ু সহজেই ছোট পকেটে আটকা পড়ে যেতে পারে, যার ফলে বার্ন মার্কস, সংক্ষিপ্ত শট বা অসম্পূর্ণ বন্ধনের মতো ত্রুটি দেখা দেয়। ছাঁচ নকশায় অবশ্যই এই বাতাসকে পালানোর অনুমতি দেওয়ার জন্য কৌশলগতভাবে স্থাপন করা ভেন্টগুলি অন্তর্ভুক্ত করতে হবে।
একটি ভাল ডিজাইন করা কুলিং সিস্টেম অংশের গুণমান বজায় রাখতে এবং চক্রের সময়কে অনুকূলকরণের জন্যও প্রয়োজনীয়। 2-শট ছাঁচে, শীতল চ্যানেলগুলি অবশ্যই দ্বিতীয় শট ইনজেকশন দেওয়ার আগে প্রথম শট অংশটি পর্যাপ্ত পরিমাণে শীতল করার জন্য ডিজাইন করা উচিত। যদি প্রথম অংশটি খুব গরম হয় তবে দ্বিতীয় শটটি এটিকে ওয়ার্প বা গলে যেতে পারে। যথাযথ কুলিং ছাঁচ জুড়ে অভিন্ন তাপমাত্রা নিশ্চিত করে, যা মাত্রিক স্থিতিশীলতার জন্য এবং ওয়ার্পিংয়ের মতো ত্রুটিগুলি প্রতিরোধের জন্য গুরুত্বপূর্ণ।
বিভাজন লাইন ডিজাইন এবং সঙ্কুচিত ক্ষতিপূরণ
দ্য বিভাজন লাইন যেখানে ছাঁচের দুটি অংশ মিলিত হয়। 2-শট ছাঁচনির্মাণের জন্য, এই লাইনটি অবশ্যই দুটি পৃথক পর্যায়ে একটি শক্ত সিল নিশ্চিত করার জন্য সাবধানতার সাথে ডিজাইন করা উচিত। দ্বিতীয় উপাদানটি অযাচিত অঞ্চলে প্রবাহিত হতে রোধ করতে দ্বিতীয় শট গহ্বরের জন্য বিভাজন রেখাটি অবশ্যই প্রথম শট অংশের বিপরীতে সিল করতে হবে। ফ্ল্যাশিং এড়াতে এর ব্যতিক্রমী নির্ভুলতা প্রয়োজন (ছাঁচের বাইরে উপাদানগুলি ফাঁস হওয়া)।
সঙ্কুচিত ক্ষতিপূরণ আরেকটি উল্লেখযোগ্য চ্যালেঞ্জ। সমস্ত প্লাস্টিকগুলি শীতল হওয়ার সাথে সাথে সঙ্কুচিত হয়ে যায় তবে 2-শট অংশে ব্যবহৃত দুটি পৃথক উপাদানের বিভিন্ন সঙ্কুচিত হার থাকবে। ছাঁচ ডিজাইনারকে অবশ্যই এই ডিফারেনশিয়াল সংকোচনের জন্য অ্যাকাউন্ট করতে হবে। যদি সঠিকভাবে ক্ষতিপূরণ না দেওয়া হয় তবে চূড়ান্ত অংশটি ওয়ার্পিং, অভ্যন্তরীণ চাপ বা ডিলিমিনেশন অভিজ্ঞতা অর্জন করতে পারে, যার ফলে একটি দুর্বল বন্ধন এবং একটি ত্রুটিযুক্ত পণ্য হতে পারে।
মাল্টি-গহ্বর ছাঁচ ডিজাইন
উচ্চ-ভলিউম উত্পাদনের জন্য, 2-শট ছাঁচগুলি প্রতি চক্রের জন্য বেশ কয়েকটি অংশ উত্পাদন করতে একাধিক গহ্বরের সাথে ডিজাইন করা যেতে পারে। এটি দক্ষতা উল্লেখযোগ্যভাবে বৃদ্ধি করে তবে ছাঁচ নকশায় জটিলতার একটি স্তর যুক্ত করে। উভয় শটের জন্য রানার সিস্টেমগুলি অবশ্যই সমস্ত গহ্বরগুলি সমান এবং একই সাথে পূরণ করা হয়েছে তা নিশ্চিত করার জন্য সাবধানতার সাথে ভারসাম্যপূর্ণ হতে হবে। এটি একটি গহ্বর থেকে পরের দিকে অংশ মানের বিভিন্নতা রোধ করে। যদিও একটি মাল্টি-গ্যাভিটি 2-শট ছাঁচের প্রাথমিক ব্যয় অনেক বেশি থাকে, উত্পাদন সময় এবং শ্রমের দীর্ঘমেয়াদী সঞ্চয় এটিকে ভর উত্পাদন জন্য একটি ব্যয়বহুল সমাধান করে তোলে।
2-শট ইনজেকশন ছাঁচনির্মাণের অ্যাপ্লিকেশন
কার্যকারিতা, নান্দনিকতা এবং 2-শট ইনজেকশন ছাঁচনির্মাণ দ্বারা প্রদত্ত দক্ষতার অনন্য সংমিশ্রণ এটি শিল্পের বিস্তৃত বর্ণালী জুড়ে একটি পছন্দসই উত্পাদন পদ্ধতি হিসাবে তৈরি করে। একটি চক্রের একটি একক, বহু-উপাদানগত অংশ তৈরি করার ক্ষমতা জটিল নকশা এবং সমাবেশ চ্যালেঞ্জগুলি সমাধান করেছে, যার ফলে নিম্নলিখিত খাতগুলিতে পণ্যের গুণমান এবং কর্মক্ষমতা বাড়ানো হয়েছে।
স্বয়ংচালিত শিল্প
স্বয়ংচালিত খাতটি অভ্যন্তরীণ এবং বাহ্যিক উভয় উপাদানগুলির জন্য 2-শট ছাঁচনির্মাণের উপর ভারী নির্ভর করে। এটি এমন অংশ তৈরি করতে ব্যবহৃত হয় যা উভয়ই টেকসই এবং স্পর্শকাতর।
-
অভ্যন্তর উপাদান: যানবাহনের অভ্যন্তরগুলিতে 2-শট ছাঁচযুক্ত অংশগুলি খুঁজে পাওয়া সাধারণ ড্যাশবোর্ড বোতাম , এয়ার ভেন্টস এবং গিয়ার শিফট নোবস। একটি শক্ত প্লাস্টিক কঠোর কাঠামো এবং মাউন্টিং পয়েন্টগুলি সরবরাহ করে, যখন একটি নরম-টাচ ইলাস্টোমার একটি প্রিমিয়াম অনুভূতি এবং আর্গোনমিক গ্রিপ তৈরি করে, শব্দ এবং কম্পন হ্রাস করে।
-
বাহ্যিক উপাদান: বাহ্যিক অংশগুলির জন্য, 2-শট ছাঁচনির্মাণের জন্য ব্যবহৃত হয় হেডলাইট এবং টাইলাইট হাউজিংস সংহত, জল-টাইট সিল সহ। এটি জটিল সাইড মিরর অ্যাসেমব্লি বা জটিল গ্রিল ডিজাইন তৈরি করতে ব্যবহৃত হয় যা দুটি ভিন্ন রঙ বা সমাপ্তি একত্রিত করে।
চিকিত্সা ডিভাইস
চিকিত্সা ক্ষেত্রে, নির্ভুলতা, স্বাস্থ্যবিধি এবং নির্ভরযোগ্যতা সর্বজনীন। উচ্চ-মানের, জীবাণুমুক্ত এবং কার্যকরী ডিভাইসগুলি উত্পাদন করার জন্য 2-শট ছাঁচনির্মাণ প্রয়োজনীয়।
-
অস্ত্রোপচার যন্ত্র: অনেক অস্ত্রোপচার সরঞ্জাম এবং যন্ত্রগুলির হ্যান্ডলগুলি 2-শট ছাঁচযুক্ত। একটি অনমনীয় পলিমার একটি শক্তিশালী, অটোক্ল্যাভেবল কোর সরবরাহ করে, যখন একটি নরম-স্পর্শ, এরগোনমিক গ্রিপ একটি সার্জনের নিয়ন্ত্রণ উন্নত করে এবং হাতের ক্লান্তি হ্রাস করে।
-
ড্রাগ ডেলিভারি সিস্টেম: সিরিঞ্জস , ইনহেলার এবং অন্যান্য ড্রাগ বিতরণ ডিভাইসগুলি প্রায়শই তৈরি করতে 2-শট ছাঁচনির্মাণ ব্যবহার করে সংহত সিল এবং গ্যাসকেট , বিষয়বস্তুগুলি জীবাণুমুক্ত থাকার বিষয়টি নিশ্চিত করে এবং ডিভাইসটি ফাঁস ছাড়াই সঠিকভাবে কাজ করে।
গ্রাহক পণ্য
গৃহস্থালীর গ্যাজেটগুলি থেকে ব্যক্তিগত ইলেকট্রনিক্স পর্যন্ত, 2-শট ছাঁচনির্মাণ উন্নত এরগনোমিক্স এবং স্থায়িত্বের মাধ্যমে ব্যবহারকারীর অভিজ্ঞতা বাড়ায়।
-
পাওয়ার সরঞ্জাম: এটি একটি ক্লাসিক অ্যাপ্লিকেশন। পাওয়ার সরঞ্জাম হ্যান্ডলগুলি একটি অনমনীয় কাঠামোগত দেহ বৈশিষ্ট্যযুক্ত, সাধারণত তৈরি নাইলন বা পিসি , একটি দিয়ে ওভারমোল্ডড টিপিই বা টিপিইউ গ্রিপ এটি একটি আরামদায়ক, নন-স্লিপ পৃষ্ঠ সরবরাহ করে যা প্রভাব এবং রাসায়নিকগুলির বিরুদ্ধে প্রতিরোধী।
-
মোবাইল ফোন কেস: অনেকগুলি উচ্চ-শেষ ফোনের কেসগুলি 2-শট ছাঁচযুক্ত, একটি শক-শোষণকারী টিপিইউ বাম্পার দিয়ে ড্রপগুলি থেকে রক্ষা করার জন্য কাঠামোগত সুরক্ষার জন্য একটি অনমনীয় পলিকার্বোনেট কঙ্কালের সংমিশ্রণ করে।
ইলেকট্রনিক্স
ইলেক্ট্রনিক্সের জন্য প্রায়শই সংহত সিলিং বা জটিল স্পর্শকাতর বৈশিষ্ট্যগুলির সাথে নির্ভুল অংশগুলির প্রয়োজন হয়।
-
সংযোগকারী: 2-শট ছাঁচনির্মাণ তৈরি করতে ব্যবহৃত হয় সিলযুক্ত সংযোগকারী এবং কেবলগুলিতে সংহত স্ট্রেন ত্রাণ, এগুলি জলরোধী এবং আরও টেকসই করে তোলে।
-
বোতাম: এটি তৈরির জন্য একটি মূল প্রক্রিয়া রিমোট কন্ট্রোল বোতাম এবং কীবোর্ড কী । একটি অনমনীয় অভ্যন্তরীণ কোর একটি দৃ feel ় অনুভূতি সরবরাহ করে, যখন একটি নরম বা পরিষ্কার উপাদান শীর্ষ পৃষ্ঠের জন্য ব্যবহৃত হয়, স্পর্শকাতর অনুভূতি বা ব্যাকলাইট করার অনুমতি দেয়।
প্যাকেজিং
প্যাকেজিং শিল্পে, 2-শট ছাঁচনির্মাণ কার্যকরী এবং আবেদনকারী পাত্রে এবং বন্ধগুলি তৈরি করতে ব্যবহৃত হয়।
-
বন্ধ: অনেকগুলি বোতল ক্যাপ এবং ক্লোজারগুলি একটি দিয়ে 2-শট ছাঁচযুক্ত ইন্টিগ্রেটেড সিল । একটি শক্ত প্লাস্টিক ক্যাপ তৈরি করে, যখন অভ্যন্তরের একটি নরম-টাচ ইলাস্টোমার পৃথক গ্যাসকেট বা লাইনারের প্রয়োজন ছাড়াই একটি এয়ারটাইট সিল তৈরি করে।
-
পাত্রে: এটি বিশেষায়িত পাত্রে ব্যবহৃত হয় যার জন্য একটি অনমনীয় কাঠামো এবং একটি নমনীয়, স্ন্যাপ-অন id াকনা বা সিল উভয়ের প্রয়োজন।
2-শট ইনজেকশন ছাঁচনির্মাণের সুবিধা এবং অসুবিধাগুলি
যে কোনও উন্নত উত্পাদন প্রযুক্তির মতো, 2-শট ইনজেকশন ছাঁচনির্মাণ সুবিধা এবং ত্রুটিগুলির একটি অনন্য সেট সরবরাহ করে। প্রক্রিয়াটি কোনও নির্দিষ্ট পণ্যের জন্য সঠিক ফিট কিনা তা নির্ধারণের জন্য এই ট্রেড-অফগুলির একটি পরিষ্কার বোঝা অপরিহার্য।
সুবিধা
-
হ্রাস সমাবেশ ব্যয়: সবচেয়ে বড় সুবিধাগুলির মধ্যে একটি হ'ল মাধ্যমিক সমাবেশকে নির্মূল করা। একটি একক ছাঁচনির্মাণ চক্রের একটি সমাপ্ত, বহু-পদার্থের অংশ উত্পাদন করে, প্রক্রিয়াটি ম্যানুয়াল শ্রম, আঠালো, স্ক্রু বা অন্যান্য ফাস্টেনারগুলির প্রয়োজনীয়তা সরিয়ে দেয়, যা উল্লেখযোগ্য ব্যয় এবং সময় সাশ্রয় করে।
-
উন্নত পণ্যের গুণমান: 2-শট ছাঁচনির্মাণের সংহত প্রকৃতির ফলাফল একটি উচ্চতর পণ্য। দুটি উপকরণের মধ্যে তৈরি আণবিক বা যান্ত্রিক বন্ধন প্রচলিত একত্রিত জয়েন্টের চেয়ে শক্তিশালী এবং আরও টেকসই, যা সময়ের সাথে সাথে অংশগুলি আলগা হয়ে যাওয়ার বা ঝাঁকুনির ঝুঁকি দূর করে।
-
বর্ধিত নকশার সম্ভাবনা: প্রক্রিয়াটি সৃজনশীল এবং জটিল ডিজাইনের জন্য অনুমতি দেয় যা একক শট ছাঁচনির্মাণের সাথে সম্ভাব্য নয়। ডিজাইনাররা বিভিন্ন রঙ, টেক্সচার এবং উপাদান বৈশিষ্ট্যগুলি (উদাঃ, নরম-টাচ সহ একটি অনমনীয় কাঠামোগত দেহ, অর্গনোমিক গ্রিপ) একটি একক, বিরামবিহীন উপাদানগুলির সাথে একত্রিত করতে পারে।
-
আরও ভাল গ্রিপ এবং এরগনোমিক্স: ভোক্তা, চিকিত্সা এবং শিল্প পণ্যগুলির জন্য, একটি শক্ত প্লাস্টিকের পৃষ্ঠের উপর একটি নরম, স্পর্শকাতর ইলাস্টোমারকে বাড়িয়ে তোলার ক্ষমতা একটি মূল সুবিধা। এটি ব্যবহারকারীর গ্রিপকে উন্নত করে, স্বাচ্ছন্দ্য বাড়ায় এবং একক উপাদান দিয়ে অর্জনযোগ্য নয় এমন একটি স্তর সরবরাহ করতে পারে।
অসুবিধাগুলি
-
উচ্চ প্রাথমিক ছাঁচের ব্যয়: সর্বাধিক উল্লেখযোগ্য অসুবিধা হ'ল ছাঁচের উচ্চ অগ্রণী ব্যয়। একটি 2-শট ছাঁচ একটি স্ট্যান্ডার্ড ছাঁচের চেয়ে অনেক জটিল, যার মধ্যে দ্বৈত গহ্বর, একটি ঘোরানো প্লেট বা কোর ব্যাক মেকানিজম এবং জটিল কুলিং এবং গেটিং সিস্টেমগুলি রয়েছে, এগুলি সমস্তই তার নকশা এবং উত্পাদন ব্যয়কে যথেষ্ট পরিমাণে বাড়িয়ে তোলে।
-
জটিল ছাঁচ নকশা: একটি 2-শট ছাঁচের নকশা এবং প্রকৌশল জন্য বিশেষ দক্ষতার প্রয়োজন। এটি একটি চ্যালেঞ্জিং প্রক্রিয়া যা অবশ্যই তাদের সঙ্কুচিত হার, রাসায়নিক সামঞ্জস্যতা এবং প্রসেসিং তাপমাত্রা সহ দুটি পৃথক উপকরণের অনন্য বৈশিষ্ট্যের জন্য অ্যাকাউন্ট করতে হবে। এই জটিলতা নকশা এবং প্রোটোটাইপিং পর্যায়গুলি প্রসারিত করতে পারে।
-
দীর্ঘ চক্রের সময় (সম্ভাব্য): পৃথক ছাঁচনির্মাণ এবং সমাবেশের চেয়ে আরও দক্ষ হলেও, 2-শট অংশের চক্রের সময়টি একক শট অংশের চেয়ে কিছুটা দীর্ঘ হতে পারে। মেশিনটি অবশ্যই দুটি পৃথক ইনজেকশন এবং শীতল পর্যায়গুলি সম্পূর্ণ করতে হবে, যা সামগ্রিক উত্পাদন সময়কে বিশেষত কম জটিল অংশগুলির জন্য যুক্ত করতে পারে।
-
উপাদান সামঞ্জস্যতা চ্যালেঞ্জ: ডিজাইনারের উপকরণগুলির পছন্দগুলি রাসায়নিকভাবে এবং তাপীয়ভাবে সামঞ্জস্যপূর্ণ সংমিশ্রণের মধ্যে সীমাবদ্ধ। সমস্ত পলিমার একটি শক্তিশালী বন্ধন গঠন করতে পারে না এবং বেমানান উপকরণগুলি ব্যবহার করে ডিলিমিনেশন, ওয়ারপিং এবং দুর্বল পণ্য হতে পারে।
2-শট ইনজেকশন ছাঁচনির্মাণের ব্যয় বিশ্লেষণ
2-শট ইনজেকশন ছাঁচনির্মাণ ব্যবহারের সিদ্ধান্তটি প্রায়শই কৌশলগত হয়, উল্লেখযোগ্য দীর্ঘমেয়াদী সঞ্চয় এবং পণ্য সুবিধার তুলনায় উচ্চতর প্রাথমিক বিনিয়োগের ভারসাম্য বজায় রাখে। একটি পুঙ্খানুপুঙ্খ ব্যয় বিশ্লেষণ অবশ্যই প্রাথমিক সরঞ্জাম নয়, উত্পাদনের সমস্ত পর্যায় বিবেচনা করতে হবে।
ব্যয়কে প্রভাবিত করে এমন উপাদানগুলি
-
ছাঁচ জটিলতা: 2-শট ছাঁচনির্মাণের ব্যয় চালানোর সর্বাধিক উল্লেখযোগ্য ফ্যাক্টর হ'ল ছাঁচটি নিজেই। একটি 2-শট ছাঁচ ইঞ্জিনিয়ারিংয়ের একটি অত্যন্ত জটিল টুকরো, এতে দুটি সেট গহ্বর, একটি ঘোরানো প্লেট বা শাটল সিস্টেম এবং জটিল শীতলকরণ এবং গেটিং চ্যানেলগুলি বৈশিষ্ট্যযুক্ত। এর জন্য বিশেষায়িত নকশার দক্ষতা এবং নির্ভুলতা মেশিনিংয়ের প্রয়োজন, প্রাথমিক ছাঁচের ব্যয়টি প্রচলিত একক শট ছাঁচের চেয়ে যথেষ্ট পরিমাণে বেশি করে তোলে।
-
উপাদান ব্যয়: দুটি পৃথক উপকরণ ব্যবহার করে সামগ্রিক ব্যয়কে প্রভাবিত করতে পারে, বিশেষত যদি কোনওটি নরম-টাচ গ্রিপ বা উচ্চ-পারফরম্যান্স ইঞ্জিনিয়ারিং পলিমারের জন্য প্রিমিয়াম থার্মোপ্লাস্টিক ইলাস্টোমার (টিপিই) হয়। এই উপকরণগুলির প্রতি পাউন্ড ব্যয় একটি স্ট্যান্ডার্ড একক শট রজনের চেয়ে বেশি হতে পারে।
-
উত্পাদন ভলিউম: 2-শট ছাঁচনির্মাণ একটি প্রক্রিয়া জন্য ডিজাইন করা উচ্চ-ভলিউম উত্পাদন । উচ্চ সামনের সরঞ্জামের ব্যয়টি কয়েক হাজার বা এমনকি কয়েক মিলিয়ন অংশেরও বেশি দক্ষতার সাথে সংযুক্ত করা হয়। স্বল্প-ভলিউম উত্পাদনের জন্য, প্রতি অংশ ব্যয়টি নিষিদ্ধভাবে বেশি থাকে, যা traditional তিহ্যবাহী ছাঁচনির্মাণ এবং সমাবেশকে আরও ব্যয়বহুল পছন্দ করে তোলে।
-
চক্র সময়: যদিও একটি 2-শট চক্র একক শট চক্রের চেয়ে দীর্ঘ, তবে এর দক্ষতা এক সাথে একটি সমাপ্ত পণ্য উত্পাদন করার মধ্যে রয়েছে। চক্রের সময়টি প্রতি অংশে ব্যয় নির্ধারণের জন্য একটি গুরুত্বপূর্ণ কারণ, কারণ এটি মেশিনের থ্রুপুটকে নির্দেশ করে। ভারসাম্য চক্রের সময় সহ একটি সু-নকশিত 2-শট ছাঁচটি বহু-পদক্ষেপ সমাবেশ প্রক্রিয়াটির চেয়ে অনেক বেশি সাশ্রয়ী হতে পারে।
ব্যয়-বেনিফিট বিশ্লেষণ: কখন 2-শট ছাঁচনির্মাণ চয়ন করবেন
2-শট ছাঁচনির্মাণের সিদ্ধান্ত নেওয়ার সিদ্ধান্তটি একটির উপর ভিত্তি করে হওয়া উচিত মালিকানার মোট ব্যয় গণনা। মাধ্যমিক সমাবেশ অপসারণ থেকে সঞ্চয়গুলি উচ্চতর সামনের সরঞ্জামের ব্যয়কে ছাড়িয়ে গেলে আপনার 2-শট ছাঁচনির্মাণ চয়ন করা উচিত।
আপনার পণ্য যখন 2-শট ছাঁচনির্মাণ বিবেচনা করুন:
-
জটিল সমাবেশ প্রয়োজন: যদি আপনার পণ্যটি অন্যথায় ম্যানুয়ালি আঠালো, স্ক্রুযুক্ত বা ছাঁচনির্মাণের পরে সিল করা প্রয়োজন হয় তবে সমাবেশের শ্রম এবং উপাদান ব্যয় সম্ভবত 2-শট প্রক্রিয়াটিকে ন্যায়সঙ্গত করবে।
-
উচ্চতর গুণমান এবং নান্দনিকতার দাবি করে: এমন পণ্যগুলির জন্য যেখানে পুরোপুরি সংহত বন্ড, একটি অর্গনোমিক গ্রিপ বা একটি দ্বি-বর্ণের নান্দনিক ব্র্যান্ড পরিচয় এবং গ্রাহকের সন্তুষ্টির জন্য গুরুত্বপূর্ণ, 2-শট ছাঁচনির্মাণই আদর্শ পছন্দ।
-
একটি উচ্চ-ভলিউম পণ্য: থাম্বের একটি নিয়ম হিসাবে, যদি উত্পাদন পরিমাণগুলি যথেষ্ট পরিমাণে থাকে তবে ছাঁচের ব্যয়টি প্রচুর পরিমাণে ইউনিট জুড়ে ছড়িয়ে যেতে পারে, প্রতি অংশে ব্যয়কে একত্রিত বিকল্পের তুলনায় উল্লেখযোগ্যভাবে কম করে তোলে।
প্রাথমিক ব্যয় একটি বাধা, তবে সঠিক প্রয়োগের জন্য, দীর্ঘমেয়াদী ব্যয় হ্রাস, একটি উচ্চমানের পণ্য সহ, 2-শট ছাঁচনির্মাণকে একটি দুর্দান্ত বিনিয়োগ করে।
2-শট ইনজেকশন ছাঁচনির্মাণে গুণমান নিয়ন্ত্রণ
2-শট ইনজেকশন ছাঁচনির্মাণের জটিলতা দেওয়া, চূড়ান্ত পণ্যটি কার্যকরী এবং নান্দনিক স্পেসিফিকেশন উভয়ই পূরণ করে তা নিশ্চিত করার জন্য কঠোর মানের নিয়ন্ত্রণ প্রয়োজনীয়। সাধারণ ত্রুটিগুলি পর্যবেক্ষণ করা এবং প্রতিরোধ করা প্রক্রিয়াটির মূল অংশ।
সাধারণ ত্রুটি এবং কীভাবে তাদের প্রতিরোধ করা যায়
-
ডিলিমিনেশন: এটি তাদের ইন্টারফেসে দুটি উপকরণ পৃথকীকরণ। এটি প্রায়শই অপর্যাপ্ত রাসায়নিক বা তাপীয় সামঞ্জস্যতার কারণে বা কম গলে তাপমাত্রা বা অপর্যাপ্ত চাপের মতো ভুল প্রক্রিয়া পরামিতি দ্বারা সৃষ্ট হয়। প্রতিরোধের মধ্যে সামঞ্জস্যপূর্ণ উপকরণ নির্বাচন করা, ইনজেকশন তাপমাত্রা অনুকূল করা এবং দ্বিতীয় শটের গলে যাওয়া নিশ্চিত করা প্রথম শটের পৃষ্ঠের সাথে একটি দৃ bond ় বন্ধন তৈরি করতে যথেষ্ট গরম।
-
ওয়ার্পিং: অংশটির একটি বিকৃতি বা মোচড়ানো, সাধারণত অসম শীতল হওয়ার কারণে বা দুটি উপকরণের সঙ্কুচিত হারের মধ্যে একটি উল্লেখযোগ্য পার্থক্য দ্বারা সৃষ্ট। ওয়ারপিং প্রতিরোধের জন্য, ডিজাইনারদের অবশ্যই একই তাপীয় বৈশিষ্ট্যযুক্ত উপকরণগুলি বেছে নিতে হবে এবং অংশের সমস্ত বিভাগকে সমানভাবে শীতল করতে ছাঁচের শীতল ব্যবস্থাটি ভারসাম্যপূর্ণ তা নিশ্চিত করতে হবে।
-
সিঙ্ক চিহ্ন: এগুলি অংশের পৃষ্ঠের উপর ছোট হতাশা। 2-শট ছাঁচনির্মাণে, এগুলি প্রায়শই এমন অঞ্চলে ঘটে যেখানে দ্বিতীয় উপাদানটি ঘন হয় এবং এটি শীতল হওয়ার সাথে সাথে সঙ্কুচিত হয়, প্রথম উপাদানটিতে টানছে। এগুলি প্যাকিং চাপ বাড়িয়ে, হোল্ড সময় বাড়িয়ে এবং বড়, পুরু বিভাগগুলি এড়াতে সাবধানে অংশটি ডিজাইন করে প্রতিরোধ করা যেতে পারে।
-
দুর্বল বন্ধন: এটি একটি বন্ডের জন্য একটি সাধারণ শব্দ যা চাপের মধ্যে ব্যর্থ হয়। এটি প্রথম শট অংশের পৃষ্ঠের (যেমন, ছাঁচ রিলিজ এজেন্ট থেকে) দূষণের কারণে হতে পারে, অনুপযুক্ত গলে তাপমাত্রা বা দ্বিতীয় উপাদানটির প্রথমটির সাথে ফিউজ করার জন্য অপর্যাপ্ত সময়। প্রতিরোধের মধ্যে একটি পরিষ্কার উত্পাদন পরিবেশ বজায় রাখা, সর্বোত্তম প্রক্রিয়া পরামিতিগুলি নিশ্চিত করা এবং কখনও কখনও বন্ড শক্তি যাচাই করতে ধ্বংসাত্মক পরীক্ষা ব্যবহার করা জড়িত।
পরিদর্শন কৌশল এবং সরঞ্জাম
-
ভিজ্যুয়াল পরিদর্শন: প্রতিরক্ষা প্রথম লাইন হিসাবে, প্রশিক্ষিত প্রযুক্তিবিদরা প্রসাধনী ত্রুটির জন্য প্রতিটি অংশ দৃশ্যত পরিদর্শন করে। এর মধ্যে রঙের বিভিন্নতা, সিঙ্ক চিহ্ন, ফ্ল্যাশ (অতিরিক্ত উপাদান), বা ডিলিমিনেশনের কোনও লক্ষণ অন্তর্ভুক্ত রয়েছে।
-
সিএমএম (সমন্বয় পরিমাপ মেশিন): মাত্রিক নির্ভুলতার জন্য, একটি সিএমএম ব্যবহৃত হয়। এই নির্ভুলতা মেশিনটি কোনও অংশের জ্যামিতির অত্যন্ত নির্ভুল পরিমাপ নিতে একটি তদন্ত ব্যবহার করে, নিশ্চিত করে যে সমস্ত বৈশিষ্ট্য নির্দিষ্ট সহনশীলতার মধ্যে রয়েছে। এটি 2-শট অংশের জন্য বিশেষত গুরুত্বপূর্ণ যেখানে দুটি উপকরণ অবশ্যই পুরোপুরি সংহত করতে হবে।
-
ধ্বংসাত্মক পরীক্ষা: দুটি উপকরণের মধ্যে বন্ড শক্তি সরাসরি যাচাই করতে, অংশগুলির একটি ছোট নমুনা ধ্বংসাত্মক পরীক্ষার শিকার হয়। এর মধ্যে একটি টেনসিল পরীক্ষায় দুটি উপকরণ আলাদা করে, অংশটি মোচড়াতে বা প্রভাব পরীক্ষায় জড়িত থাকতে পারে। এই পদ্ধতিটি নিশ্চিত করে যে বন্ডটি পণ্যের কার্যকারিতা এবং স্থায়িত্বের প্রয়োজনীয়তাগুলি পূরণ করতে যথেষ্ট শক্তিশালী।
2-শট ইনজেকশন ছাঁচনির্মাণে ভবিষ্যতের প্রবণতা
2-শট ইনজেকশন ছাঁচনির্মাণ শিল্পটি একটি ধ্রুবক বিবর্তনের অবস্থায় রয়েছে, প্রযুক্তিগত অগ্রগতি এবং আরও জটিল, দক্ষ এবং টেকসই উত্পাদন জন্য ক্রমবর্ধমান চাহিদা দ্বারা চালিত। প্রক্রিয়াটির ভবিষ্যতটি বেশ কয়েকটি মূল প্রবণতা দ্বারা রুপান্তরিত হবে যা এর ক্ষমতা এবং বুদ্ধি বাড়ানোর প্রতিশ্রুতি দেয়।
উপকরণগুলিতে অগ্রগতি
নতুন পলিমারগুলির বিকাশ একটি সমালোচনামূলক প্রবণতা। নির্মাতারা এবং উপাদান বিজ্ঞানীরা এমন বিশেষায়িত উপকরণ তৈরিতে মনোনিবেশ করছেন যা বর্ধিত সম্পত্তি এবং নতুন কার্যকারিতা সরবরাহ করে। এটি অন্তর্ভুক্ত বায়ো-ভিত্তিক এবং পুনর্ব্যবহারযোগ্য পলিমার স্থায়িত্বের উদ্বেগগুলির পাশাপাশি উচ্চতর বৈশিষ্ট্য সহ নতুন ইলাস্টোমার এবং ইঞ্জিনিয়ারিং প্লাস্টিকগুলি সমাধান করার জন্য। এই উপকরণগুলি শক্তিশালী রাসায়নিক বন্ড, উচ্চতর তাপমাত্রা প্রতিরোধের এবং আরও সুনির্দিষ্ট স্পর্শকাতর (হ্যাপটিক) প্রতিক্রিয়া সরবরাহ করবে, 2-শট ছাঁচনির্মাণের অ্যাপ্লিকেশনগুলিকে আরও প্রসারিত করবে।
অটোমেশন এবং রোবোটিক্স
অটোমেশন ইতিমধ্যে 2-শট ছাঁচনির্মাণের সাথে অবিচ্ছেদ্য, তবে এটি আরও পরিশীলিত হয়ে উঠছে। উদ্ভাবনের পরবর্তী তরঙ্গটি দেখতে পাবে রোবট এবং সহযোগী রোবট (কোবটস) সাধারণ অংশ অপসারণের বাইরে আরও জটিল জটিল কাজ সম্পাদন করবে। এটি অন্তর্ভুক্ত ইন-মোল্ড অ্যাসেম্বলি সন্নিবেশ, স্বয়ংক্রিয় মানের চেক এবং জটিল অংশ হ্যান্ডলিংয়ের। এই বর্ধিত অটোমেশন শ্রম ব্যয় হ্রাস করবে, উত্পাদন ধারাবাহিকতা উন্নত করবে এবং লাইট-আউট উত্পাদন করার অনুমতি দেবে, যেখানে মেশিনগুলি মানব তদারকি ছাড়াই কাজ করতে পারে।
সিমুলেশন এবং অপ্টিমাইজেশন সফ্টওয়্যার
উন্নত সফ্টওয়্যার ব্যবহার ছাঁচ নকশা প্রক্রিয়াতে বিপ্লব করছে। ইঞ্জিনিয়াররা এখন শক্তিশালী ব্যবহার করে সিমুলেশন সফ্টওয়্যার পুরো 2-শট ছাঁচনির্মাণ চক্রটি মডেল করতে। এটি তাদের ছাঁচ তৈরির আগে ওয়ারপিং, দুর্বল বন্ধন বা অসম ফিলিংয়ের মতো সাধারণ ত্রুটিগুলি পূর্বাভাস দিতে এবং প্রতিরোধ করতে দেয়। কার্যত ছাঁচ ডিজাইন এবং প্রক্রিয়া পরামিতিগুলি অনুকূলকরণের মাধ্যমে, নির্মাতারা ব্যয়বহুল শারীরিক প্রোটোটাইপগুলির প্রয়োজনীয়তা উল্লেখযোগ্যভাবে হ্রাস করতে পারে, যা দ্রুত পণ্য বিকাশের চক্র এবং উচ্চতর প্রথমবারের সাফল্যের হারের দিকে পরিচালিত করে।
শিল্প 4.0 ইন্টিগ্রেশন
2-শট ছাঁচনির্মাণের সংহতকরণ স্মার্ট কারখানা বাস্তুতন্ত্র (শিল্প 4.0) একটি প্রধান প্রবণতা। মেশিনগুলি সেন্সর দিয়ে সজ্জিত করা হচ্ছে যা তাপমাত্রা, চাপ এবং অন্যান্য সমালোচনামূলক প্রক্রিয়া ভেরিয়েবলগুলিতে রিয়েল-টাইম ডেটা সংগ্রহ করে। এরপরে এই ডেটা বিশ্লেষণের জন্য একটি কেন্দ্রীয় সিস্টেমে খাওয়ানো হয়, ভবিষ্যদ্বাণীমূলক রক্ষণাবেক্ষণ, অনুকূলিত শক্তি ব্যবহার এবং স্বয়ংক্রিয় প্রক্রিয়া সমন্বয়গুলির জন্য অনুমতি দেয়। সংযোগ এবং ডেটা বিশ্লেষণের এই স্তরটি ধারাবাহিক পণ্যের গুণমান এবং সর্বাধিক অপারেশনাল দক্ষতা নিশ্চিত করে প্র্যাকটিভ ম্যানুফ্যাকচারিং থেকে প্রতিক্রিয়াশীল থেকে একটি স্থানান্তর সক্ষম করে

