
ভূমিকা
আধুনিক উত্পাদন জটিল জগতে, পণ্য নকশা প্রায়শই একাধিক উপকরণ বা উপাদানগুলির একক, সম্মিলিত ইউনিটে সংহতকরণের দাবি করে। এটি কেবল কার্যকারিতা এবং নান্দনিকতা বাড়ায় না তবে সমাবেশকে সহজতর করতে এবং সামগ্রিক উত্পাদন ব্যয় হ্রাস করতে পারে। প্লাস্টিকের অংশগুলির ক্ষেত্রে, তিনটি উন্নত ইনজেকশন ছাঁচনির্মাণ কৌশলগুলি এই সংহতকরণ অর্জনের দক্ষতার জন্য দাঁড়িয়ে: ছাঁচনির্মাণ .োকান , ওভারমোল্ডিং , এবং সহ-ছাঁচনির্মাণ .
তিনটি প্রক্রিয়া ইনজেকশন ছাঁচনির্মাণের মৌলিক নীতিগুলি লাভ করে, তবে তারা তাদের পদ্ধতি, উপাদান সংমিশ্রণ, অ্যাপ্লিকেশন এবং তারা যে সুবিধাগুলি দেয় সেগুলিতে উল্লেখযোগ্যভাবে পৃথক হয়। ইঞ্জিনিয়ার, ডিজাইনার এবং নির্মাতাদের জন্য তাদের নির্দিষ্ট প্রকল্পের প্রয়োজনীয়তার জন্য সর্বোত্তম প্রক্রিয়াটি নির্বাচন করতে এই পার্থক্যগুলি বোঝা গুরুত্বপূর্ণ। সঠিক কৌশলটি বেছে নেওয়ার ক্ষেত্রে একটি মিসটপ উপাদানগুলির অসঙ্গতি সমস্যা, বর্ধিত ব্যয়, আপোসযুক্ত অংশের কার্যকারিতা বা জটিল মাধ্যমিক ক্রিয়াকলাপের দিকে পরিচালিত করতে পারে।
এই বিস্তৃত গাইড এই প্রতিটি পরিশীলিত ছাঁচনির্মাণ প্রক্রিয়াগুলি তাদের অনন্য বৈশিষ্ট্যগুলি ব্যাখ্যা করে, সাধারণত নিযুক্ত উপকরণগুলির বিবরণ দেয়, শিল্পগুলিতে তাদের বিভিন্ন অ্যাপ্লিকেশনগুলি অন্বেষণ করে এবং তাদের নিজ নিজ সুবিধা এবং অসুবিধাগুলির রূপরেখা দেয়।

ছাঁচনির্মাণ .োকান
সন্নিবেশ ছাঁচনির্মাণ একটি অত্যন্ত বহুমুখী ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া যেখানে সন্নিবেশ হিসাবে পরিচিত প্রাক-গঠিত উপাদানগুলি একটি ছাঁচ গহ্বরের মধ্যে স্থাপন করা হয় এবং তারপরে প্লাস্টিকের উপাদানগুলি তাদের চারপাশে ইনজেকশন দেওয়া হয়। গলিত প্লাস্টিক প্রবাহিত হয় এবং দৃ ifys ়তা, এনক্যাপসুলেটিং বা সন্নিবেশের সাথে বন্ধন করে, কার্যকরভাবে একটি একক, সংহত অংশ তৈরি করে। সন্নিবেশ চূড়ান্ত ছাঁচযুক্ত পণ্যের একটি অবিচ্ছেদ্য, কার্যকরী বা কাঠামোগত উপাদান হয়ে যায়।
প্রক্রিয়া ওভারভিউ
সন্নিবেশ ছাঁচনির্মাণ প্রক্রিয়াটি সাধারণত নিম্নলিখিত পদক্ষেপগুলি জড়িত:
-
প্রস্তুতি সন্নিবেশ: সন্নিবেশগুলি, যা ধাতু, সিরামিক বা এমনকি প্রাক-ছাঁচযুক্ত প্লাস্টিকের অংশগুলির মতো বিভিন্ন উপকরণ দিয়ে তৈরি করা যেতে পারে, প্রস্তুত করা হয়। এর মধ্যে পরিষ্কার করা, প্রাক-উত্তাপ, বা বর্ধিত বন্ধনের প্রয়োজন হলে একটি আঠালো/প্রাইমার প্রয়োগ করা অন্তর্ভুক্ত থাকতে পারে।
-
সন্নিবেশ স্থাপন: প্রস্তুত সন্নিবেশগুলি ছাঁচের গহ্বরের মধ্যে যথাযথভাবে অবস্থিত। এটি স্বল্প-ভলিউম উত্পাদনের জন্য বা উচ্চ-ভলিউম সেটিংসে আরও সাধারণভাবে করা যেতে পারে, সঠিক এবং পুনরাবৃত্তিযোগ্য স্থান নির্ধারণের জন্য স্বয়ংক্রিয়ভাবে রোবোটিক অস্ত্র, পিক-অ্যান্ড-প্লেস ইউনিট বা বিশেষায়িত ফিডিং সিস্টেমগুলি ব্যবহার করে।
-
ছাঁচ ক্ল্যাম্পিং: সন্নিবেশগুলি একবারে থাকলে, ছাঁচের অর্ধেকগুলি নিরাপদে একসাথে ক্ল্যাম্প করা হয়।
-
উপাদান ইনজেকশন: গলিত প্লাস্টিক (থার্মোপ্লাস্টিক বা থার্মোসেট) ছাঁচের গহ্বরের মধ্যে উচ্চ চাপের মধ্যে ইনজেকশন করা হয়, চারপাশে প্রবাহিত হয় এবং সন্নিবেশগুলি এনস্যাপুলেট করে। উপাদানটি সমস্ত ভয়েডগুলি পূরণ করে, সন্নিবেশ সহ একটি শক্তিশালী বন্ড বা যান্ত্রিক লক তৈরি করে।
-
শীতল এবং দৃ ification ়করণ: প্লাস্টিকের উপাদানগুলি শীতল হয়ে যায় এবং sert োকানোর চারপাশে শক্ত করে, ছাঁচের গহ্বরের আকার গ্রহণ করে।
-
ইজেকশন: ছাঁচটি খোলে, এবং সংহত সন্নিবেশ সহ সমাপ্ত অংশটি বের করে দেওয়া হয়।

উপকরণ সাধারণত ব্যবহৃত হয়
সন্নিবেশ ছাঁচনির্মাণ সন্নিবেশ এবং ওভারমোল্ডিং উপাদান উভয়ের জন্য বিস্তৃত উপকরণগুলির সাথে সামঞ্জস্যপূর্ণ:
-
সন্নিবেশের জন্য:
-
ধাতু: ব্রাস, স্টেইনলেস স্টিল, অ্যালুমিনিয়াম, তামা (উদাঃ, থ্রেডযুক্ত সন্নিবেশ, পিন, পরিচিতি, শ্যাফ্ট)। এগুলি শক্তি, পরিবাহিতা বা প্রতিরোধের পরিধান সরবরাহ করে।
-
প্লাস্টিক: অন্যান্য প্রাক-ছাঁচযুক্ত প্লাস্টিকের উপাদানগুলি (উদাঃ, ফিল্টার, লেন্স, গিয়ারস)।
-
সিরামিকস: নির্দিষ্ট বৈদ্যুতিক বা তাপীয় বৈশিষ্ট্যের জন্য।
-
গ্লাস: লেন্স বা অপটিক্যাল উপাদানগুলির জন্য।
-
বৈদ্যুতিন উপাদান: পিসিবি, সেন্সর, সংযোগকারী।
-
-
Ed ালাইযুক্ত উপাদানের জন্য (প্লাস্টিক):
-
থার্মোপ্লাস্টিকস: এবিএস, পিসি, নাইলন (পিএ), পিবিটি, পিপি, পিই, পিক, পিএসইউ। পছন্দটি প্রয়োজনীয় শক্তি, তাপমাত্রা প্রতিরোধের, রাসায়নিক প্রতিরোধের এবং নান্দনিক বৈশিষ্ট্যের উপর নির্ভর করে।
-
থার্মোসেটস: কম সাধারণ তবে নির্দিষ্ট উচ্চ-পারফরম্যান্স অ্যাপ্লিকেশনগুলির জন্য ব্যবহৃত হয় যেখানে তাপ প্রতিরোধ ক্ষমতা বা রাসায়নিক জড়তা সমালোচনামূলক।
-
অ্যাপ্লিকেশন
সন্নিবেশ ছাঁচনির্মাণ বিভিন্ন পণ্যগুলির জন্য অসংখ্য শিল্প জুড়ে ব্যাপকভাবে ব্যবহৃত হয়:
-
বৈদ্যুতিন উপাদান: সংযোজক, সুইচ, সেন্সর, সার্কিট বোর্ড এনক্যাপসুলেশন, সোলেনয়েডস, টার্মিনাল ব্লকগুলি প্রায়শই ধাতব পিনগুলি সংহত করে বা প্লাস্টিকের হাউজিংগুলিতে নিয়ে যায়।
-
মেডিকেল ডিভাইস: সার্জিকাল ইনস্ট্রুমেন্টস (প্লাস্টিকের হ্যান্ডলগুলিতে ধাতব ব্লেড বা টিপস সংহত করা), ডায়াগনস্টিক সরঞ্জাম উপাদান, তরল সংযোগকারী, বৈদ্যুতিন চিকিত্সা ডিভাইসের জন্য হাউজিং।
-
স্বয়ংচালিত অংশ: বুশিংস, বিয়ারিংস, গিয়ারস, বৈদ্যুতিন হাউজিংস, সুইচ, ড্যাশবোর্ড উপাদানগুলি, প্রায়শই স্থায়িত্ব বা কার্যকারিতার জন্য ধাতব সন্নিবেশগুলিকে একীভূত করে।
-
গ্রাহক ইলেকট্রনিক্স: হ্যান্ডহেল্ড ডিভাইসের জন্য বোতাম, গিঁট, হ্যান্ডলগুলি, হাউজিংস, ধাতব পরিচিতি বা কাঠামোগত উপাদানগুলিকে অন্তর্ভুক্ত করে।
-
শিল্প উপাদান: ধাতব হাব সহ প্ররোচিতকারীরা, থ্রেডযুক্ত সন্নিবেশ, পরিস্রাবণ সিস্টেম সহ নোবগুলি নিয়ন্ত্রণ করুন।
সুবিধা
-
উন্নত অংশ শক্তি এবং স্থায়িত্ব: ধাতু সন্নিবেশগুলি কাঠামোগত অখণ্ডতা, পরিধান প্রতিরোধ এবং প্লাস্টিকের অংশগুলির থ্রেড শক্তি উল্লেখযোগ্যভাবে বাড়িয়ে তোলে।
-
সংসদ সময় এবং ব্যয় হ্রাস: একক ছাঁচনির্মাণ পদক্ষেপে একাধিক উপাদানকে সংহত করে, মাধ্যমিক সমাবেশ অপারেশনগুলি (যেমন স্ক্রুিং, গ্লুয়িং বা ওয়েল্ডিংয়ের মতো) নির্মূল বা মারাত্মকভাবে হ্রাস করা হয়, যার ফলে উল্লেখযোগ্য শ্রম এবং ব্যয় সাশ্রয় হয়।
-
বর্ধিত কার্যকারিতা: বিভিন্ন উপকরণ থেকে বৈশিষ্ট্যগুলির সংমিশ্রণের অনুমতি দেয় (উদাঃ, প্লাস্টিকের লাইটওয়েট বা ইনসুলেটিভ বৈশিষ্ট্যগুলির সাথে ধাতুর শক্তি)।
-
কমপ্যাক্ট ডিজাইন: ছোট, আরও সংহত অংশগুলি তৈরি করতে সক্ষম করে, যা ইলেকট্রনিক্স এবং চিকিত্সা ডিভাইসে মিনিয়েচারাইজেশনের জন্য গুরুত্বপূর্ণ।
-
উচ্চ-ভলিউম উত্পাদনের জন্য ব্যয়বহুল: যদিও প্রাথমিক সরঞ্জামের ব্যয়গুলি মাঝারি হতে পারে, উচ্চ-ভলিউম রানে দক্ষতা অর্জনগুলি এটিকে খুব অর্থনৈতিক করে তোলে।
অসুবিধাগুলি
-
ছাঁচনির্মাণের সময় ক্ষতির সন্নিবেশ করার সম্ভাবনা: সূক্ষ্ম বা পাতলা সন্নিবেশগুলি ইনজেকশনযুক্ত গলিত প্লাস্টিকের উচ্চ চাপ দ্বারা বাঁকানো, বিকৃত বা ক্ষতিগ্রস্থ হতে পারে।
-
সীমিত নকশার নমনীয়তা (সন্নিবেশের জন্য): সন্নিবেশের নকশাটি নিজেই ছাঁচনির্মাণ প্রক্রিয়াটি সহ্য করার জন্য যথেষ্ট শক্তিশালী হতে হবে। যে বৈশিষ্ট্যগুলি ঘূর্ণন বা পুল-আউট প্রতিরোধ করে (উদাঃ, নুরলস, আন্ডারকাটস) অবশ্যই সন্নিবেশ নকশায় অন্তর্ভুক্ত করা উচিত।
-
প্রস্তুতি এবং স্থান নির্ধারণের জটিলতা সন্নিবেশ করুন: জটিল বা খুব ছোট সন্নিবেশগুলির জন্য, ম্যানুয়াল প্লেসমেন্ট ধীর এবং ব্যয়বহুল হতে পারে। স্বয়ংক্রিয় সিস্টেমগুলির জন্য উল্লেখযোগ্য প্রাথমিক বিনিয়োগ এবং সেটআপ সময় প্রয়োজন।
-
টুলিং জটিলতা এবং ব্যয় বৃদ্ধি: ইনজেকশন চলাকালীন সন্নিবেশগুলি যথাযথভাবে ধরে রাখতে, সম্ভাব্যভাবে ছাঁচের নকশা এবং উত্পাদন ব্যয়গুলি একটি সাধারণ ইনজেকশন ছাঁচের তুলনায় তুলনামূলকভাবে ধরে রাখার জন্য ছাঁচগুলি অবশ্যই বৈশিষ্ট্যগুলির সাথে ডিজাইন করা উচিত।
-
উপাদান সামঞ্জস্যতা বিবেচনা: সন্নিবেশ এবং প্লাস্টিকের মধ্যে যথাযথ আঠালো বা যান্ত্রিক লকটি ne িলে .ালা বা বিচ্ছিন্নতা রোধ করতে অবশ্যই নিশ্চিত করা উচিত, বিশেষত চাপ বা তাপমাত্রার ওঠানামার অধীনে।
ওভারমোল্ডিং
ওভারমোল্ডিং একটি ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া যেখানে একটি উপাদান (ওভারমোল্ড উপাদান) এর একটি স্তর একটি বিদ্যমান, প্রাক-গঠিত অংশ (সাবস্ট্রেট বা প্রথম শট) এর উপর দিয়ে ed ালাই করা হয়। এই প্রক্রিয়াটি বিভিন্ন পৃষ্ঠের উপর স্বতন্ত্র উপাদান বৈশিষ্ট্যযুক্ত একটি একক, সংহত উপাদান তৈরি করে, প্রায়শই নান্দনিকতা, এরগনোমিক্স বা কার্যকারিতা বাড়ায়। সন্নিবেশ ছাঁচনির্মাণের বিপরীতে যেখানে সন্নিবেশটি একটি পৃথক উপাদান, ওভারমোল্ডিংয়ে, সাবস্ট্রেট নিজেই সাধারণত একটি প্লাস্টিকের অংশ যা ইতিমধ্যে ed ালাই করা হয়েছে।
প্রক্রিয়া ওভারভিউ
বিভিন্ন পদ্ধতির মাধ্যমে ওভারমোল্ডিং অর্জন করা যেতে পারে তবে মূল নীতিটিতে দুটি বা আরও বেশি স্বতন্ত্র ছাঁচনির্মাণ পদক্ষেপ জড়িত:
-
সাবস্ট্রেট (প্রথম শট) ছাঁচনির্মাণ: বেস অংশ, বা সাবস্ট্রেট, ইনজেকশনটি একটি অনমনীয় উপাদান (যেমন, এবিএস, পিসি, নাইলন) ব্যবহার করে ছাঁচযুক্ত। এই অংশটি শীতল এবং দৃ ify ় করার অনুমতি দেওয়া হয়।
-
সাবস্ট্রেট ট্রান্সফার:
-
দুটি শট (মাল্টি-শট) ওভারমোল্ডিং: অত্যন্ত স্বয়ংক্রিয় প্রক্রিয়াগুলিতে, স্তরটি অংশটি ছাঁচের মধ্যে থেকে যায় বা একই বিশেষায়িত মাল্টি-শট ছাঁচনির্মাণ মেশিনের মধ্যে দ্বিতীয় গহ্বরে ঘোরানো হয়। এটি উচ্চ-ভলিউম উত্পাদনের জন্য সবচেয়ে কার্যকর পদ্ধতি।
-
ওভারমোল্ডিং (ম্যানুয়াল বা রোবোটিক) sert োকান: কম জটিল জ্যামিতি বা নিম্ন ভলিউমের জন্য, সমাপ্ত সাবস্ট্রেট অংশটি ম্যানুয়ালি বা রোবোটিকভাবে একটি ছাঁচ (বা ছাঁচনির্মাণ মেশিন) থেকে দ্বিতীয় ছাঁচ (বা একই মেশিনের অন্য কোনও গহ্বর) এ স্থানান্তরিত হয় যেখানে ওভারমোল্ড উপাদান ইনজেকশন দেওয়া হবে।
-
-
ওভারমোল্ড উপাদান ইনজেকশন: দ্বিতীয়টি, প্রায়শই নরম বা আরও নমনীয়, উপাদান (যেমন, টিপিই, টিপিইউ) এর পরে দ্বিতীয় গহ্বরের মধ্যে ইনজেকশন করা হয়, প্রবাহিত হয় এবং প্রাক-কাঁচা সাবস্ট্রেটের নির্দিষ্ট অঞ্চলে বন্ধন হয়।
-
শীতল এবং দৃ ification ়করণ: ওভারমোল্ড উপাদানগুলি শীতল এবং দৃ ifys ় করে, সাবস্ট্রেটের সাথে একটি শক্তিশালী রাসায়নিক বা যান্ত্রিক বন্ধন গঠন করে।
-
ইজেকশন: সমাপ্ত, ওভারমোল্ডড অংশটি ছাঁচ থেকে বের করে দেওয়া হয়।

উপকরণ সাধারণত ব্যবহৃত হয়
যথাযথ আনুগত্য, কাঙ্ক্ষিত নান্দনিকতা এবং কার্যকরী কার্যকারিতা নিশ্চিত করার জন্য উপকরণগুলির নির্বাচন অতিরিক্ত পরিমাণে গুরুত্বপূর্ণ।
-
সাবস্ট্রেটের জন্য (প্রথম শট): সাধারণত অনমনীয় থার্মোপ্লাস্টিকগুলি যা কাঠামোগত অখণ্ডতা সরবরাহ করে। সাধারণ পছন্দগুলির মধ্যে রয়েছে:
-
এবিএস (এক্রাইলোনাইট্রাইল বুটাদিন স্টাইরিন)
-
পলিকার্বোনেট (পিসি)
-
নাইলন (পিএ)
-
পলিপ্রোপিলিন (পিপি)
-
উচ্চ ঘনত্ব পলিথিন (এইচডিপিই)
-
এক্রাইলিক (পিএমএমএ)
-
-
ওভারমোল্ডের জন্য (দ্বিতীয় শট): প্রায়শই নরম, ইলাস্টোমেরিক বা নান্দনিকভাবে স্বতন্ত্র উপকরণ যা সাবস্ট্রেটের সাথে ভালভাবে বন্ধন করে। সাধারণ পছন্দগুলির মধ্যে রয়েছে:
-
থার্মোপ্লাস্টিক ইলাস্টোমার্স (টিপিই): টিপিইউ (থার্মোপ্লাস্টিক পলিউরেথেনস), টিপিভি (থার্মোপ্লাস্টিক ভলকানাইজেটস), কপস (কোপোলিস্টার ইলাস্টোমার্স) এবং অন্যান্য সহ একটি বিস্তৃত শ্রেণি। এগুলি নরম-টাচ, গ্রিপ, সিলিং বা কম্পন স্যাঁতসেঁতে বৈশিষ্ট্য সরবরাহ করে।
-
থার্মোপ্লাস্টিক পলিউরেথেনস (টিপিইউ): দুর্দান্ত ঘর্ষণ প্রতিরোধের, স্থিতিস্থাপকতা এবং অনেক অনমনীয় প্লাস্টিকের ভাল আনুগত্য।
-
পলিপ্রোপিলিন (পিপি) বা পলিথিন (পিই) এর নরম গ্রেড: অ্যাপ্লিকেশনগুলির জন্য রাবারের মতো অনুভূতির প্রয়োজন ছাড়াই আলাদা আলাদা টেক্সচার বা রঙের প্রয়োজন।
-
অন্যান্য প্লাস্টিক: কখনও কখনও দ্বিতীয় অনমনীয় প্লাস্টিকটি নরম-স্পর্শের প্রয়োজন ছাড়াই মাল্টি-কালার বা মাল্টি-টেক্সচার প্রভাবগুলির জন্য ওভারমোল্ড করা হয়।
-
অ্যাপ্লিকেশন
পণ্যগুলিতে মান, কার্যকারিতা এবং আবেদন যুক্ত করতে বিভিন্ন শিল্প জুড়ে ওভারমোল্ডিং ব্যাপকভাবে ব্যবহৃত হয়:
-
নরম-টাচ গ্রিপস: সরঞ্জাম হ্যান্ডলগুলি (পাওয়ার টুলস, হ্যান্ড টুলস), টুথব্রাশ হ্যান্ডলগুলি, রেজার গ্রিপস, ক্রীড়া সরঞ্জাম, স্বয়ংচালিত অভ্যন্তর গ্রিপস এবং গ্রাহক ইলেকট্রনিক্স ক্যাসিং যেখানে একটি আরামদায়ক, নন-স্লিপ গ্রিপ কাঙ্ক্ষিত।
-
সিল এবং গসকেট: জল বা ধূলিকণা প্রতিরোধের জন্য ঘের, ক্যাপ বা বৈদ্যুতিন ডিভাইসে সংহত সিল তৈরি করা, পৃথক ও-রিং বা গ্যাসকেটগুলির প্রয়োজনীয়তা দূর করে।
-
এনক্যাপসুলেশন এবং সুরক্ষা: সংবেদনশীল বৈদ্যুতিন উপাদান, চিকিত্সা যন্ত্র বা প্রভাব, আর্দ্রতা বা রাসায়নিক থেকে সূক্ষ্ম প্রক্রিয়া রক্ষা করা।
-
কম্পন স্যাঁতসেঁতে: স্বয়ংচালিত অংশ, বৈদ্যুতিন ডিভাইস বা অ্যাপ্লায়েন্স উপাদানগুলিতে শক এবং কম্পনগুলি শোষণ করতে নরম উপকরণগুলি সংহত করা।
-
বর্ধিত নান্দনিকতা: উন্নত ভিজ্যুয়াল আবেদন, ব্র্যান্ডিং বা স্পর্শকাতর পার্থক্যের জন্য বহু বর্ণের বা বহু-টেক্সচারযুক্ত অংশ তৈরি করা (উদাঃ, দূরবর্তী নিয়ন্ত্রণে রঙিন বোতামগুলির বিপরীতে)।
-
মেডিকেল ডিভাইস: সার্জিকাল ইনস্ট্রুমেন্ট হ্যান্ডলগুলি, রোগীর যোগাযোগের পৃষ্ঠগুলি এবং নমনীয় নল সংযোগকারীগুলি।
সুবিধা
-
বর্ধিত নান্দনিকতা এবং এরগনোমিক্স: উন্নত স্পর্শকাতর অনুভূতি, আরামদায়ক গ্রিপস এবং মাল্টি-কালার/টেক্সচার ডিজাইন সহ অংশগুলি তৈরি করে, ব্যবহারকারীর অভিজ্ঞতা এবং পণ্যের আবেদনকে উল্লেখযোগ্যভাবে উন্নত করে।
-
উন্নত গ্রিপ এবং নন-স্লিপ বৈশিষ্ট্য: হ্যান্ডলগুলি এবং পৃষ্ঠগুলির জন্য আদর্শ যা ভিজে থাকা অবস্থায়ও সুরক্ষিত হোল্ডের প্রয়োজন।
-
সিলিং ক্ষমতা: পৃথক গ্যাসকেট বা সিলের প্রয়োজনীয়তা দূর করে, সমাবেশের পদক্ষেপগুলি হ্রাস করে এবং সম্ভাব্য ফাঁস পাথগুলি হ্রাস করে, ব্যয় সাশ্রয় এবং উন্নত কর্মক্ষমতা বাড়ে।
-
কম্পন এবং শক শোষণ: নরম ওভারমোল্ড উপাদানগুলি কার্যকরভাবে কম্পনগুলি স্যাঁতসেঁতে এবং প্রভাবকে শোষণ করতে পারে, অভ্যন্তরীণ উপাদানগুলি রক্ষা করে।
-
নকশা স্বাধীনতা: জটিল জ্যামিতি এবং কার্যকরী সংহতকরণের অনুমতি দেয় যা একক শট ছাঁচনির্মাণের সাথে কঠিন বা অসম্ভব।
-
হ্রাস সমাবেশ ব্যয়: একক প্রক্রিয়াতে একাধিক উপকরণ সংহত করে, গ্লুইং, বেঁধে দেওয়া বা গ্রিপসের ম্যানুয়াল অ্যাসেমব্লির মতো গৌণ ক্রিয়াকলাপগুলি হ্রাস বা নির্মূল করা হয়।
অসুবিধাগুলি
-
উপাদান সামঞ্জস্যতা সমস্যা: সাবস্ট্রেট এবং ওভারমোল্ড উপাদানের মধ্যে একটি দৃ bond ় বন্ধন অর্জন গুরুত্বপূর্ণ। বেমানান উপকরণগুলি ডিলিমিনেশন, ওয়ারপেজ বা দুর্বল আঠালো হতে পারে। যত্ন সহকারে উপাদান নির্বাচন এবং কখনও কখনও রাসায়নিক বন্ধন এজেন্টগুলি প্রয়োজনীয়।
-
ডিলিমিনেশনের সম্ভাবনা: যদি উপাদানগুলির সামঞ্জস্যতা বা প্রক্রিয়াজাতকরণ শর্তগুলি অনুকূলিত না করা হয় তবে ওভারমোল্ড স্তরটি সাবস্ট্রেট থেকে পৃথক হতে পারে, অংশের অখণ্ডতার সাথে আপস করে।
-
আরও জটিল সরঞ্জামকরণ: ওভারমোল্ডিং সরঞ্জামগুলি একক-শট ছাঁচের চেয়ে সহজাতভাবে আরও জটিল, বিশেষত দুটি শট সিস্টেমের জন্য, উচ্চ প্রাথমিক সরঞ্জাম ব্যয় এবং দীর্ঘতর সীসা সময়ের দিকে পরিচালিত করে।
-
দীর্ঘ চক্রের সময় (কিছু পদ্ধতির জন্য): যদিও দ্বি-শট ওভারমোল্ডিং দক্ষ, তবে অংশগুলির ম্যানুয়াল স্থানান্তর জড়িত পদ্ধতিগুলি সাধারণ ইনজেকশন ছাঁচনির্মাণের তুলনায় চক্রের সময়কে উল্লেখযোগ্যভাবে বাড়িয়ে তুলতে পারে।
-
সঙ্কুচিত পার্থক্য: স্তর এবং ওভারমোল্ড উপকরণগুলির মধ্যে বিভিন্ন সঙ্কুচিত হার চূড়ান্ত অংশে ওয়ারপেজ বা অভ্যন্তরীণ চাপের দিকে নিয়ে যেতে পারে।
-
ফ্ল্যাশ এবং দূষণের উদ্বেগ: পরিষ্কার স্থানান্তর নিশ্চিত করা এবং দ্বিতীয় গহ্বরের মধ্যে প্রথম উপাদানটির ফ্ল্যাশ প্রতিরোধের জন্য সুনির্দিষ্ট ছাঁচ নকশা এবং প্রক্রিয়া নিয়ন্ত্রণ প্রয়োজন।
সহ-ছাঁচনির্মাণ (মাল্টি-শট ছাঁচনির্মাণ)
সহ-ছাঁচনির্মাণ, প্রায়শই আন্তঃবিনতভাবে মাল্টি-শট ছাঁচনির্মাণ, দুটি শট ছাঁচনির্মাণ, বা মাল্টি-উপাদানগুলির ইনজেকশন ছাঁচনির্মাণ হিসাবে উল্লেখ করা হয়, এটি একটি উন্নত উত্পাদন প্রক্রিয়া যা একক ছাঁচনির্মাণ চক্রের মধ্যে একক ছাঁচের মধ্যে দুটি বা আরও বেশি উপকরণগুলির যুগপত বা অনুক্রমিক ইনজেকশনের জন্য অনুমতি দেয়। এই কৌশলটি অত্যন্ত সংহত, বহু-উপাদানীয় অংশ তৈরি করে, পৃথক সমাবেশের পদক্ষেপের প্রয়োজনীয়তা দূর করে এবং একক উপাদানগুলির মধ্যে বিভিন্ন উপাদান বৈশিষ্ট্য সহ জটিল নকশাগুলি সক্ষম করে।
প্রক্রিয়া ওভারভিউ
সহ-ছাঁচনির্মাণের মূলটি একাধিক ইনজেকশন ইউনিট এবং প্রায়শই একটি ঘোরানো প্লেট বা কোর দিয়ে সজ্জিত বিশেষ ইনজেকশন ছাঁচনির্মাণ মেশিনগুলি ব্যবহার করে:
-
প্রথম উপাদান ইনজেকশন: প্রথম উপাদান (উদাঃ, একটি অনমনীয় প্লাস্টিক) প্রাথমিক অংশ বা স্তরটি গঠনের জন্য ছাঁচের গহ্বরের একটি অংশে ইনজেকশন করা হয়।
-
ছাঁচ পুনর্গঠন/ঘূর্ণন:
-
প্লেট/কোর ঘোরানো: সর্বাধিক সাধারণ দুটি শট সিস্টেমে, ছাঁচ কোর (বা একাধিক গহ্বরযুক্ত একটি প্লেট) ঘোরায় আংশিক ছাঁচযুক্ত অংশটি দ্বিতীয় ইনজেকশন ইউনিটে উপস্থাপন করতে।
-
কোর-ব্যাক/স্লাইডিং কোর: কিছু সিস্টেমে, পুরো ছাঁচটি ঘোরানো ছাড়াই দ্বিতীয় উপাদানটির জন্য একটি নতুন গহ্বর তৈরি করতে একটি স্লাইডিং কোর বা কোর-ব্যাক প্রক্রিয়া স্থানান্তরিত হয়।
-
-
দ্বিতীয় উপাদান ইনজেকশন: প্রথম উপাদানটি এখনও ছাঁচের মধ্যে রয়েছে (এবং কখনও কখনও এখনও উষ্ণ), দ্বিতীয় উপাদান (উদাঃ, একটি নরম টিপিই, একটি আলাদা রঙিন প্লাস্টিক, বা একটি পৃথক কার্যকরী প্লাস্টিক) নতুন গঠিত বা উন্মুক্ত গহ্বরের মধ্যে ইনজেকশন দেওয়া হয়, প্রথম উপাদানটির সাথে বন্ধন।
-
পরবর্তী ইনজেকশন (মাল্টি শটের জন্য): তিন বা ততোধিক উপকরণের জন্য অংশগুলির জন্য, এই প্রক্রিয়াটি অতিরিক্ত ইনজেকশন ইউনিট এবং ছাঁচ পুনর্গঠনের সাথে পুনরাবৃত্তি করে।
-
শীতল এবং দৃ ification ়করণ: সমস্ত উপকরণ শীতল এবং একক ছাঁচের মধ্যে একসাথে দৃ ify ় হয়।
-
ইজেকশন: সম্পূর্ণরূপে গঠিত, মাল্টি-ম্যাটারিয়াল অংশটি ছাঁচ থেকে বের করে দেওয়া হয়।
সহ-ছাঁচনির্মাণের ধরণ
যদিও "সহ-ছাঁচনির্মাণ" একটি বিস্তৃত শব্দ, সর্বাধিক বিশিষ্ট প্রকারের মধ্যে রয়েছে:
-
দুটি শট ছাঁচনির্মাণ (2 কে ছাঁচনির্মাণ): এটি সহ-ছাঁচনির্মাণের সর্বাধিক প্রচলিত ফর্ম, একই মেশিন এবং ছাঁচের মধ্যে ক্রমানুসারে দুটি পৃথক উপকরণ জড়িত। এটি নরম-টাচ গ্রিপস, মাল্টি-কালার নান্দনিকতা বা সংহত সিল সহ অংশগুলি তৈরি করার জন্য ব্যাপকভাবে ব্যবহৃত হয়।
-
মাল্টি-উপাদানগুলির ছাঁচনির্মাণ: তিন বা ততোধিক ভিন্ন উপকরণ জড়িত দুটি শটের একটি এক্সটেনশন। এর জন্য আরও জটিল যন্ত্রপাতি এবং ছাঁচ ডিজাইন প্রয়োজন।
-
সহ-ইনজেকশন ছাঁচনির্মাণ: একটি স্বতন্ত্র প্রকার যেখানে দুটি (বা আরও বেশি) উপকরণ ইনজেকশন করা হয় একই সাথে একই গেটের মাধ্যমে প্রায়শই একটি "স্যান্ডউইচ" কাঠামো তৈরি করে। উদাহরণস্বরূপ, একটি মূল উপাদান (উদাঃ, পুনর্ব্যবহারযোগ্য প্লাস্টিক) ত্বকের উপাদান দ্বারা বেষ্টিত (যেমন, নান্দনিকতা বা নির্দিষ্ট বৈশিষ্ট্যগুলির জন্য কুমারী প্লাস্টিক)। এটি উপাদান সঞ্চয় বা অনন্য উপাদান গ্রেডিয়েন্টগুলি অর্জনের জন্য দুর্দান্ত।
-
ওভারমোল্ডিং (সহ-ছাঁচনির্মাণের একটি রূপ হিসাবে): এর স্বতন্ত্র প্রয়োগের কারণে পৃথকভাবে আলোচনা করার সময়, অংশটি অপসারণ না করে একটি মাল্টি-শট মেশিনে সঞ্চালিত হওয়ার পরে ওভারমোল্ডিং প্রযুক্তিগতভাবে সহ-ছাঁচনির্মাণের একটি রূপ।
উপকরণ সাধারণত ব্যবহৃত হয়
সহ-ছাঁচনির্মাণটি মূলত থার্মোপ্লাস্টিকস এবং থার্মোপ্লাস্টিক ইলাস্টোমারগুলির একটি বিস্তৃত অ্যারের জন্য অনুমতি দেয়:
-
থার্মোপ্লাস্টিক-থার্মোপ্লাস্টিক সংমিশ্রণ:
-
বিভিন্ন রঙ: উদাহরণস্বরূপ, বহু রঙের বোতাম বা কীক্যাপগুলির জন্য সাদা রঙের অনমনীয় অ্যাবস সহ কালো রঙের অনমনীয় অ্যাবস।
-
বিভিন্ন কঠোরতা: উদাহরণস্বরূপ, জীবন্ত কব্জা বা স্ন্যাপ-ফিট বৈশিষ্ট্যের জন্য কিছুটা আরও নমনীয় নাইলন সহ স্ট্রাকচারাল ব্যাকবোনটির জন্য অনমনীয় পলিকার্বোনেট।
-
বিভিন্ন বৈশিষ্ট্য: উদাহরণস্বরূপ, আবাসনের জন্য অস্বচ্ছ অ্যাবস সহ একটি লেন্সের জন্য একটি পরিষ্কার অ্যাক্রিলিক।
-
-
থার্মোপ্লাস্টিক-থার্মোপ্লাস্টিক ইলাস্টোমার (টিপিই) সংমিশ্রণ:
-
এটি সফট-টাচ গ্রিপস (উদাঃ, অনমনীয় পিসি বা নরম টিপিই/টিপিইউ সহ এবিএস), সংহত সিল বা কম্পন-স্যাঁতসেঁতে বৈশিষ্ট্যগুলির জন্য অত্যন্ত সাধারণ।
-
-
উপাদান সামঞ্জস্যতা: সহ-ছাঁচনির্মাণের সাফল্য দৃ strong ় আঠালোতা নিশ্চিত করতে এবং ডিলিমিনেশন প্রতিরোধের জন্য নির্বাচিত উপকরণগুলির মধ্যে রাসায়নিক এবং শারীরিক সামঞ্জস্যের উপর নির্ভর করে। গলিত তাপমাত্রা, সান্দ্রতা এবং রাসায়নিক স্নেহের মতো কারণগুলি গুরুত্বপূর্ণ বিবেচনা।
অ্যাপ্লিকেশন
সহ-ছাঁচনির্মাণটি বিভিন্ন সেক্টর জুড়ে পণ্য নকশাকে বিপ্লব করছে, অত্যন্ত কার্যকরী এবং নান্দনিকভাবে আবেদনকারী উপাদানগুলি সক্ষম করে:
-
বহু বর্ণের অংশ: কীবোর্ডস, রিমোট কন্ট্রোলস, মোটরগাড়ি অভ্যন্তর বোতাম, অ্যাপ্লায়েন্স কন্ট্রোল প্যানেল এবং খেলনা, যেখানে বিভিন্ন রঙ পেইন্টিং বা মাধ্যমিক সমাবেশ ছাড়াই সংহত করা হয়।
-
বিভিন্ন কঠোরতা/স্পর্শকাতর অঞ্চল সহ অংশগুলি: পাওয়ার সরঞ্জামটি কঠোর কোর এবং নরম-টাচ গ্রিপস সহ পরিচালনা করে, উভয় কাঠামোগত এবং অর্গনোমিক অঞ্চল সহ মেডিকেল ডিভাইস হাউজিংগুলি, স্বয়ংচালিত অভ্যন্তরীণ উপাদানগুলি শক্ত এবং নরম টেক্সচারের সংমিশ্রণ করে (যেমন, ড্যাশবোর্ডস, ডোর প্যানেল)।
-
সংহত ফাংশন সহ জটিল জ্যামিতি:
-
ইন্টিগ্রেটেড সিল এবং গ্যাসকেট: ইলেকট্রনিক্স, স্বয়ংচালিত সেন্সর বা পরিবারের সরঞ্জামগুলিতে পৃথক সিলিং উপাদানগুলি দূর করা।
-
জীবন্ত কব্জা: অনমনীয় অংশগুলির মধ্যে নমনীয় কব্জা প্রক্রিয়া তৈরি করা।
-
এনক্যাপসুলেশন: একটি শক্তিশালী বাইরের শেল দিয়ে সূক্ষ্ম অভ্যন্তরীণ ইলেকট্রনিক্স বা সেন্সরগুলি রক্ষা করা।
-
অপটিক্যাল উপাদান: অস্বচ্ছ হাউজিংগুলির সাথে পরিষ্কার লেন্সগুলির সংমিশ্রণ।
-
-
স্বয়ংচালিত শিল্প: অভ্যন্তরীণ ট্রিম, স্টিয়ারিং হুইল উপাদানগুলি, নিয়ন্ত্রণ নোবস, ওয়েথারস্ট্রিপিং এবং মিরর হাউজিংগুলি যা নান্দনিকতা, অনুভূতি এবং ফাংশনের জন্য একাধিক উপকরণকে সংহত করে।
-
মেডিকেল ডিভাইস: সার্জিকাল টুল হ্যান্ডলগুলি, ডায়াগনস্টিক সরঞ্জাম হাউজিংস, পরিধানযোগ্য মেডিকেল সেন্সরগুলি রোগীর আরাম বা সিলিংয়ের জন্য সংহত নরম উপাদানগুলির প্রয়োজন।
-
গ্রাহক ইলেকট্রনিক্স: মোবাইল ফোন ক্যাসিং, পরিধানযোগ্য ডিভাইস, হেডফোন এবং ইন্টিগ্রেটেড সফট-টাচ অঞ্চল বা মাল্টি-কালার ডিজাইন সহ গেমিং কন্ট্রোলার।
সুবিধা
-
বৃহত্তর নকশার স্বাধীনতা এবং জটিলতা: ডিজাইনারদের একক উপাদানগুলির মধ্যে অত্যন্ত জটিল জ্যামিতি এবং বিভিন্ন উপাদান বৈশিষ্ট্য সহ অংশগুলি তৈরি করার অনুমতি দেয়, উদ্ভাবনী পণ্য বৈশিষ্ট্যগুলি সক্ষম করে।
-
কার্যকরী সংহতকরণ: একাধিক ফাংশনগুলিকে একক অংশে (যেমন, কাঠামো, গ্রিপ, সিল, রঙ) একত্রিত করে, অংশের গণনা হ্রাস করে এবং উপাদানের বিলগুলি সহজ করে তোলে।
-
গৌণ অপারেশনগুলি নির্মূল: গ্লুয়িং, ওয়েল্ডিং, পেইন্টিং বা পৃথক গ্যাসকেট সংযুক্ত করার মতো পোস্ট-মোল্ডিং অ্যাসেমব্লিং পদক্ষেপের প্রয়োজনীয়তা উল্লেখযোগ্যভাবে হ্রাস বা নির্মূল করে, যার ফলে যথেষ্ট শ্রম এবং ব্যয় সাশ্রয় হয়।
-
উন্নত অংশের গুণমান এবং কর্মক্ষমতা: উপকরণগুলির মধ্যে দৃ strong ়, ধারাবাহিক বন্ধন অর্জন করে, বর্ধিত পারফরম্যান্স বৈশিষ্ট্য (যেমন, আরও ভাল সিলিং, উন্নত এরগনোমিক্স) সহ আরও টেকসই অংশগুলির দিকে পরিচালিত করে।
-
সামগ্রিক চক্রের সময় হ্রাস (বনাম পৃথক ছাঁচনির্মাণ এবং সমাবেশ): যদিও মেশিন চক্র নিজেই একক শটের চেয়ে দীর্ঘ হতে পারে, তবে সমাবেশের পদক্ষেপগুলি নির্মূল করা সামগ্রিক উত্পাদন প্রক্রিয়াটিকে আরও দ্রুত এবং আরও দক্ষ করে তোলে।
-
উচ্চ-ভলিউম উত্পাদনের জন্য ব্যয়বহুল: প্রাথমিক বিনিয়োগ বেশি, তবে হ্রাস সমাবেশ এবং উন্নত দক্ষতা থেকে দীর্ঘমেয়াদী সঞ্চয় এটি ব্যাপক উত্পাদনের জন্য খুব অর্থনৈতিক করে তোলে।
অসুবিধাগুলি
-
উচ্চ সরঞ্জামের ব্যয়: সহ-ছাঁচনির্মাণের ছাঁচগুলি ব্যতিক্রমী জটিল, সুনির্দিষ্ট মেশিনিং, প্রায়শই একাধিক গেট এবং পরিশীলিত ঘোরানো বা স্লাইডিং প্রক্রিয়া প্রয়োজন। এটি একক শট ছাঁচের তুলনায় উল্লেখযোগ্যভাবে উচ্চতর প্রাথমিক সরঞ্জাম ব্যয়কে নিয়ে যায়।
-
জটিল প্রক্রিয়া নিয়ন্ত্রণ: সর্বোত্তম বন্ধন এবং উপাদান প্রবাহ অর্জনের জন্য একাধিক ইনজেকশন ইউনিট, তাপমাত্রা, চাপ এবং ছাঁচের চলাচলের উপর সুনির্দিষ্ট নিয়ন্ত্রণ প্রয়োজন। এটি অত্যন্ত দক্ষ অপারেটর এবং উন্নত যন্ত্রপাতি দাবি করে।
-
উপাদান সামঞ্জস্যতা সীমাবদ্ধতা: রাসায়নিকভাবে ভালভাবে বন্ধন এবং সামঞ্জস্যপূর্ণ প্রক্রিয়াজাতকরণ তাপমাত্রা এবং সঙ্কুচিত হার রয়েছে এমন উপকরণ নির্বাচন করা অত্যন্ত গুরুত্বপূর্ণ এবং এটি চ্যালেঞ্জিং হতে পারে। দুর্বল সামঞ্জস্যতা ডিলিমিনেশন, ওয়ারপেজ বা স্ট্রেসের দিকে পরিচালিত করে।
-
দীর্ঘতর উন্নয়ন চক্র: সরঞ্জামকরণ এবং প্রক্রিয়া সেটআপের জটিলতার কারণে, প্রাথমিক বিকাশ এবং প্রোটোটাইপিং পর্বটি আরও বিস্তৃত হতে পারে।
-
বৃহত্তর মেশিনের পদচিহ্ন: মাল্টি-শট মেশিনগুলি সাধারণত স্ট্যান্ডার্ড ইনজেকশন ছাঁচনির্মাণ মেশিনের চেয়ে বড় এবং বেশি ব্যয়বহুল।
-
সীমিত উপাদান সংমিশ্রণ: বহুমুখী হলেও, সামঞ্জস্যের সমস্যার কারণে সমস্ত উপাদান সংমিশ্রণ সম্ভব বা ব্যবহারিক নয়।
তুলনা টেবিল
সিদ্ধান্ত গ্রহণে পার্থক্য এবং সহায়তা স্পষ্ট করতে সহায়তা করার জন্য, নীচের সারণীটি বিভিন্ন সমালোচনামূলক পরামিতিগুলিতে সন্নিবেশ ছাঁচনির্মাণ, ওভারমোল্ডিং এবং সহ-ছাঁচনির্মাণের পাশাপাশি পাশাপাশি তুলনা সরবরাহ করে।
| বৈশিষ্ট্য / প্রক্রিয়া | ছাঁচনির্মাণ .োকান | ওভারমোল্ডিং | সহ-ছাঁচনির্মাণ (মাল্টি-শট ছাঁচনির্মাণ) |
| সংজ্ঞা | প্রাক-গঠিত অ-প্লাস্টিক বা প্রাক-বিদ্যমান উপাদান (সন্নিবেশ) এর চারপাশে প্লাস্টিকের ছাঁচনির্মাণ। | বিদ্যমান প্লাস্টিকের অংশ (সাবস্ট্রেট) এর উপরে একটি দ্বিতীয় উপাদান (প্রায়শই নরম/আলাদা) ছাঁচনির্মাণ। | একটি ছাঁচনির্মাণ চক্রের মধ্যে একক অংশে দুটি বা আরও বেশি পৃথক উপকরণ ছাঁচনির্মাণ। |
| সাবস্ট্রেট/সন্নিবেশ প্রকার | প্রাক-গঠিত নন-প্লাস্টিক (ধাতু, সিরামিক, ইলেকট্রনিক্স ইত্যাদি) বা পূর্বে ছাঁচযুক্ত প্লাস্টিকের অংশটি সন্নিবেশ হিসাবে বিবেচিত। | প্রাক-ছাঁচযুক্ত প্লাস্টিকের অংশ (অনমনীয় সাবস্ট্রেট) যা দ্বিতীয় উপাদানটি ছাঁচ করে। | দুটি বা ততোধিক পৃথক উপকরণ একই মেশিনে ক্রমানুসারে/একই সাথে ছাঁচযুক্ত। |
| প্রক্রিয়া প্রবাহ | 1। স্থান সন্নিবেশ। 2। সন্নিবেশের চারপাশে প্লাস্টিকের ইনজেকশন। 3 .. ইজেকশন। | 1। সাবস্ট্রেট ছাঁচযুক্ত। 2। সাবস্ট্রেট দ্বিতীয় গহ্বর/ছাঁচ স্থানান্তরিত। 3। দ্বিতীয় উপাদান সাবস্ট্রেটে ইনজেকশন করা। 4। ইজেকশন। | 1। প্রথম উপাদান ইনজেকশন। 2। ছাঁচ পুনরায় কনফিগারগুলি (ঘোরানো/স্লাইড)। 3। দ্বিতীয় উপাদান ইনজেকশন। 4। (আরও শটগুলির জন্য পুনরাবৃত্তি)। 5 .. ইজেকশন। |
| সাধারণ উপকরণ | সন্নিবেশ: ধাতু, সিরামিক, গ্লাস, ইলেকট্রনিক্স। ছাঁচযুক্ত: থার্মোপ্লাস্টিকস (এবিএস, নাইলন, পিসি, পিপি)। | সাবস্ট্রেট: অনমনীয় থার্মোপ্লাস্টিকস (এবিএস, পিসি, নাইলন, পিপি)। ওভারমোল্ড: টিপিইএস, টিপিইউ, নরম প্লাস্টিক। | বিভিন্ন সামঞ্জস্যপূর্ণ থার্মোপ্লাস্টিক-থার্মোপ্লাস্টিক বা থার্মোপ্লাস্টিক-টিপিই সংমিশ্রণ। |
| মূল অ্যাপ্লিকেশন ফোকাস | অংশ শক্তিবৃদ্ধি, বৈদ্যুতিক পরিবাহিতা, বর্ধিত থ্রেড শক্তি, ইলেক্ট্রনিক্সকে সংহত করে। | নরম-টাচ গ্রিপস, এরগোনমিক বর্ধন, সংহত সিলগুলি, কম্পন স্যাঁতসেঁতে, নান্দনিক পার্থক্য। | মাল্টি-কালার পার্টস, ইন্টিগ্রেটেড সিলগুলি, বিভিন্ন ধরণের কঠোরতা অঞ্চল, সমাবেশ ছাড়াই জটিল কার্যকরী সংহতকরণ। |
| সুবিধা | উন্নত শক্তি, হ্রাস সমাবেশ, উচ্চ ভলিউম, কমপ্যাক্ট ডিজাইনের জন্য ব্যয়বহুল। | বর্ধিত নান্দনিকতা/এরগনোমিক্স, উন্নত গ্রিপ, ইন্টিগ্রেটেড সিলিং, কম্পন স্যাঁতসেঁতে, হ্রাস সমাবেশ। | বৃহত্তর ডিজাইনের স্বাধীনতা, কার্যকরী সংহতকরণ, মাধ্যমিক ক্রিয়াকলাপ নির্মূল, উচ্চ মানের। |
| অসুবিধাগুলি | সম্ভাব্য সন্নিবেশ ক্ষতি, সীমিত সন্নিবেশ নকশা নমনীয়তা, জটিল সন্নিবেশ স্থাপন, নির্দিষ্ট সরঞ্জামকরণ। | উপাদান সামঞ্জস্যতা চ্যালেঞ্জ, সম্ভাব্য ডিলিমিনেশন, আরও জটিল সরঞ্জামকরণ, সঙ্কুচিত পার্থক্য। | খুব উচ্চ সরঞ্জামের ব্যয়, জটিল প্রক্রিয়া নিয়ন্ত্রণ, কঠোর উপাদানগুলির সামঞ্জস্যতা, দীর্ঘ উন্নয়ন চক্র। |
| টুলিং জটিলতা | মাঝারি থেকে উচ্চ (সন্নিবেশ রাখা প্রয়োজন) | উচ্চ (দুটি গহ্বর বা ছাঁচ পরিবর্তন প্রয়োজন) | খুব উচ্চ (মাল্টি-স্টেশন ছাঁচ, ঘোরানো প্লাটেনস, একাধিক ইনজেকশন ইউনিট) |
| সাধারণ মেশিন | স্ট্যান্ডার্ড ইনজেকশন ছাঁচনির্মাণ মেশিন (প্রায়শই সন্নিবেশ স্থাপনের জন্য অটোমেশন সহ)। | স্ট্যান্ডার্ড আইএমএম (স্থানান্তরের জন্য অটোমেশন সহ) বা বিশেষায়িত 2 কে/মাল্টি-শট আইএমএম। | বিশেষায়িত 2 কে/মাল্টি-শট ইনজেকশন ছাঁচনির্মাণ মেশিন। |
| ব্যয় (প্রাথমিক) | মাঝারি থেকে উচ্চ | উচ্চ | খুব উচ্চ |
| ব্যয় (প্রতি অংশ, উচ্চ খণ্ড।) | নিম্ন থেকে মাঝারি (সমাবেশের সঞ্চয়ের কারণে) | মাঝারি (সমাবেশের সঞ্চয়ের কারণে) | কম (কোনও সমাবেশের কারণে সবচেয়ে ব্যয়বহুল) |
| প্রাথমিক বন্ড প্রকার | যান্ত্রিক ইন্টারলক, আঠালো | রাসায়নিক/যান্ত্রিক আঠালো | রাসায়নিক/যান্ত্রিক আঠালো |
ছাঁচনির্মাণ প্রক্রিয়াটি বেছে নেওয়ার সময় বিষয়গুলি বিবেচনা করা উচিত
সন্নিবেশ ছাঁচনির্মাণ, ওভারমোল্ডিং এবং সহ-ছাঁচনির্মাণের মধ্যে সর্বাধিক উপযুক্ত ছাঁচনির্মাণ প্রক্রিয়া নির্বাচন করা একটি সমালোচনামূলক সিদ্ধান্ত যা পণ্যের কর্মক্ষমতা, উত্পাদন দক্ষতা এবং সামগ্রিক ব্যয়কে প্রভাবিত করে। একটি নির্দিষ্ট কৌশল প্রতিশ্রুতিবদ্ধ হওয়ার আগে বেশ কয়েকটি মূল কারণগুলির একটি সম্পূর্ণ মূল্যায়ন অপরিহার্য।
1। অংশ নকশা এবং জটিলতা
-
জ্যামিতি এবং সংহতকরণ:
-
ছাঁচনির্মাণ .োকান: আদর্শ যখন আপনাকে পৃথক, প্রাক-গঠিত উপাদানগুলি (প্রায়শই ধাতব বা ইলেকট্রনিক্সের মতো নন-প্লাস্টিকের) প্লাস্টিকের অংশে সংহত করতে হবে। সন্নিবেশের আকারটি সুরক্ষিতভাবে ছাঁচে রাখা এবং ইনজেকশন চাপগুলি সহ্য করা যায় কিনা তা বিবেচনা করুন।
-
ওভারমোল্ডিং: একটি নরম, আরও আর্গোনমিক বা নান্দনিকভাবে পৃথক স্তর যুক্ত করার জন্য সেরা উপযুক্ত প্রাক-বিদ্যমান প্লাস্টিকের স্তর । অতিরিক্ত পরিমাণে উপাদানগুলি বায়ু আটকে না বা ভয়েড তৈরি না করে সাবস্ট্রেটের রূপগুলিতে পরিষ্কারভাবে প্রবাহিত হতে পারে কিনা তা মূল্যায়ন করুন।
-
সহ-ছাঁচ: এক প্রক্রিয়াতে সরাসরি একাধিক প্লাস্টিক-ভিত্তিক উপকরণ সংহত করার জন্য সর্বোচ্চ নকশার স্বাধীনতা সরবরাহ করে। এটি জটিল মাল্টি-কালার বৈশিষ্ট্য, সংহত সিলগুলি বা বিভিন্ন কঠোরতা অঞ্চলগুলির সাথে অংশগুলির জন্য দুর্দান্ত।
-
-
মাত্রিক সহনশীলতা: সমস্ত পদ্ধতির জন্য উপাদান সঙ্কুচিত সম্পর্কে যত্ন সহকারে বিবেচনা করা প্রয়োজন, বিশেষত বিভিন্ন উপকরণগুলির সংমিশ্রণের সময়। সহ-ছাঁচনির্মাণ, বিশেষত, একাধিক উপকরণ একই সাথে দৃ ifying ়তার কারণে সুনির্দিষ্ট নিয়ন্ত্রণের দাবি করে।
-
কার্যকরী প্রয়োজনীয়তা: উপাদানগুলির প্রতিটি অংশের কোন নির্দিষ্ট বৈশিষ্ট্য প্রয়োজন? এটি কি শক্তি, গ্রিপ, সিলিং, বৈদ্যুতিক পরিবাহিতা বা নান্দনিকতা? এটি ভারীভাবে উপাদান নির্বাচন এবং এইভাবে প্রক্রিয়াটিকে প্রভাবিত করবে।
2। উপাদান সামঞ্জস্যতা
-
আনুগত্য: এটি বিশেষত অতিরিক্ত পরিমাণে এবং সহ-ছাঁচনির্মাণের জন্য। নির্বাচিত উপকরণগুলি সময়ের সাথে ডিলিমিনেশন বা বিচ্ছেদ রোধ করতে একটি শক্তিশালী রাসায়নিক বা যান্ত্রিক বন্ধন গঠন করতে হবে। নির্দিষ্ট উপাদান গ্রেড এবং তাদের সামঞ্জস্যতা গবেষণা করুন (উদাঃ, পিসি বা নাইলনের সাথে বন্ধনের জন্য নির্দিষ্ট টিপিই গ্রেড)।
-
প্রসেসিং তাপমাত্রা: বিভিন্ন উপকরণের গলিত তাপমাত্রা সামঞ্জস্যপূর্ণ হওয়া উচিত। ওভারমোল্ডিং এবং সহ-ছাঁচনির্মাণে, দ্বিতীয় উপাদানের গলিত তাপমাত্রা এত বেশি হওয়া উচিত নয় যে এটি প্রথম উপাদানটিকে ক্ষতিগ্রস্থ করে বা বিকৃত করে (সাবস্ট্রেট)।
-
সঙ্কুচিত হার: সম্মিলিত উপকরণগুলির মধ্যে সংকোচনের হারগুলি চূড়ান্ত অংশে ওয়ারপেজ, অভ্যন্তরীণ চাপ বা দুর্বল মাত্রিক স্থিতিশীলতার দিকে নিয়ে যেতে পারে। ইঞ্জিনিয়াররা প্রায়শই এই বিষয়গুলির পূর্বাভাস এবং প্রশমিত করতে সিমুলেশন সফ্টওয়্যার ব্যবহার করেন।
3। উত্পাদন ভলিউম
-
নিম্ন থেকে মাঝারি ভলিউম:
-
ছাঁচনির্মাণ (ম্যানুয়াল প্লেসমেন্ট) সন্নিবেশ করুন: নিম্ন ভলিউমের জন্য কার্যকর হতে পারে যেখানে স্বয়ংক্রিয় সন্নিবেশ স্থাপনের ব্যয় ন্যায়সঙ্গত নয়।
-
ওভারমোল্ডিং (ম্যানুয়াল স্থানান্তর): একইভাবে, যদি অংশগুলি ম্যানুয়ালি ছাঁচগুলির মধ্যে স্থানান্তরিত হয় তবে এটি কম উত্পাদন রান অনুসারে করতে পারে, যদিও শ্রমের ব্যয় একটি কারণ হয়ে ওঠে।
-
-
উচ্চ ভলিউম:
-
স্বয়ংক্রিয় সন্নিবেশ ছাঁচনির্মাণ: দক্ষতা এবং নির্ভুলতা বজায় রাখতে উচ্চ-ভলিউম সন্নিবেশ ছাঁচনির্মাণের জন্য প্রয়োজনীয়।
-
দ্বি-শট (মাল্টি-শট) ওভারমোল্ডিং এবং সহ-ছাঁটাই: এই প্রক্রিয়াগুলি বিশেষত উচ্চ-ভলিউম, উচ্চ-দক্ষতা উত্পাদনের জন্য ডিজাইন করা হয়েছে। উল্লেখযোগ্য অগ্রণী সরঞ্জামকরণ এবং মেশিন বিনিয়োগ কয়েক মিলিয়ন অংশের উপরে একত্রিত করা হয়, যা তাদের প্রতি টুকরো প্রতি অত্যন্ত ব্যয়বহুল করে তোলে।
-
4। বাজেট
-
প্রাথমিক সরঞ্জামের ব্যয়:
-
ছাঁচনির্মাণ .োকান: সাধারণত মাঝারি থেকে উচ্চতর, যেমন ছাঁচের সন্নিবেশগুলি সুরক্ষিত করার জন্য বৈশিষ্ট্যগুলির প্রয়োজন।
-
ওভারমোল্ডিং: উচ্চ, বিশেষত বহু-গহ্বর বা ঘোরানো ছাঁচের জন্য।
-
সহ-ছাঁচ: মাল্টি-শট ছাঁচ এবং বিশেষায়িত যন্ত্রপাতিগুলির চরম জটিলতার কারণে সর্বোচ্চ।
-
-
মেশিন বিনিয়োগ: কো-মোল্ডিং এবং ইন্টিগ্রেটেড ওভারমোল্ডিংয়ের জন্য প্রয়োজনীয় মাল্টি-শট ইনজেকশন ছাঁচনির্মাণ মেশিনগুলি স্ট্যান্ডার্ড মেশিনগুলির তুলনায় উল্লেখযোগ্যভাবে বেশি ব্যয়বহুল।
-
প্রতি অংশ ব্যয়: উন্নত পদ্ধতির জন্য প্রাথমিক ব্যয় বেশি হলেও মাধ্যমিক ক্রিয়াকলাপগুলি নির্মূল (সমাবেশ, চিত্রকর্ম, সিলিং) উচ্চ-ভলিউম উত্পাদনে প্রতি অংশ ব্যয়কে মারাত্মকভাবে হ্রাস করতে পারে, যার ফলে সামগ্রিক সঞ্চয় হয়।
5। পারফরম্যান্স প্রয়োজনীয়তা
-
স্থায়িত্ব এবং জীবনকাল: অংশটির কি কঠোর পরিবেশ, বারবার ব্যবহার বা নির্দিষ্ট লোডগুলি সহ্য করা দরকার? এটি উপাদানগুলির পছন্দ এবং উপকরণগুলির মধ্যে বন্ডের অখণ্ডতাকে প্রভাবিত করে।
-
পরিবেশগত কারণগুলি: অংশটি কি রাসায়নিক, ইউভি আলো, চরম তাপমাত্রা বা আর্দ্রতার সংস্পর্শে আসবে? উপাদান নির্বাচন এবং বন্ধন ব্যবস্থা অবশ্যই এই শর্তগুলির জন্য অ্যাকাউন্ট করতে হবে।
-
নান্দনিকতা: কোনও নির্দিষ্ট চেহারা, অনুভূতি বা রঙের সংমিশ্রণটি কি পণ্যের বাজারের আপিলের জন্য সমালোচিত? ইন্টিগ্রেটেড নান্দনিক বৈশিষ্ট্যগুলি সরবরাহ করার ক্ষেত্রে ওভারমোল্ডিং এবং সহ-ছাঁচনির্মাণ এক্সেল।
-
শংসাপত্র/মান: চিকিত্সা বা স্বয়ংচালিত শিল্পের জন্য, নির্দিষ্ট উপাদান বৈশিষ্ট্য এবং উত্পাদন প্রক্রিয়াগুলি অবশ্যই কঠোর নিয়ন্ত্রক মানগুলি পূরণ করতে হবে।
6 .. পোস্ট-মোল্ডিং অপারেশন / মাধ্যমিক প্রক্রিয়া
-
এই উন্নত ছাঁচনির্মাণ কৌশলগুলি বেছে নেওয়ার জন্য প্রাথমিক ড্রাইভারগুলির মধ্যে একটি হ'ল পোস্ট-মোল্ডিং-পরবর্তী সমাবেশ হ্রাস বা নির্মূল।
-
ছাঁচনির্মাণ .োকান: ফাস্টেনার, বুশিংস ইত্যাদির সমাবেশ হ্রাস করে
-
ওভারমোল্ডিং এবং সহ-ছাঁচনির্মাণ: গ্রিপস, সিলের সমাবেশ বা বহু-বর্ণের অংশগুলির জন্য পেইন্টিং ম্যানুয়াল গ্লুয়িং মুছে ফেলতে পারে।
-
-
কেবলমাত্র ছাঁচনির্মাণ ব্যয় নয়, শ্রম, সরঞ্জাম এবং গৌণ ক্রিয়াকলাপের সাথে সম্পর্কিত মান নিয়ন্ত্রণ এছাড়াও সত্য "মালিকানার মোট ব্যয়" মূল্যায়ন করুন। উন্নত ছাঁচনির্মাণে উচ্চতর প্রাথমিক বিনিয়োগ প্রায়শই এই পরবর্তী ব্যয়গুলি হ্রাস করে নিজের জন্য অর্থ প্রদান করতে পারে।
কেস স্টাডিজ
প্রতিটি ছাঁচনির্মাণ প্রক্রিয়াটির ব্যবহারিক প্রয়োগ এবং সুবিধাগুলি চিত্রিত করার জন্য, আসুন বাস্তব-বিশ্বের উদাহরণগুলি অন্বেষণ করা যাক যেখানে ing ালাই, ওভারমোল্ডিং এবং কো-মোল্ডিংটি উদ্ভাবনী এবং দক্ষ পণ্যগুলি তৈরি করতে সফলভাবে নিযুক্ত করা হয়েছে।

Mold োকানো of োকান: বৈদ্যুতিন সংযোগকারী
চ্যালেঞ্জ: অত্যন্ত নির্ভরযোগ্য ইউএসবি-সি সংযোগকারী উত্পাদন করতে ভোক্তা ইলেকট্রনিক্সের একটি প্রস্তুতকারক প্রয়োজন। সংযোজকটির বৈদ্যুতিক পরিবাহিতা এবং কাঠামোগত অখণ্ডতার জন্য শক্তিশালী ধাতব পিনগুলির প্রয়োজন, একটি প্লাস্টিকের আবাসনগুলিতে নির্বিঘ্নে সংহত করা যা ইনসুলেশন এবং ডিভাইসগুলির সাথে একটি সুরক্ষিত ইন্টারফেস সরবরাহ করে। প্লাস্টিকের আবাসনগুলিতে পৃথক পিনের traditional তিহ্যবাহী সমাবেশটি ধীর ছিল, মিস্যালাইনমেন্টের ঝুঁকিপূর্ণ এবং ম্যানুয়াল শ্রমের কারণে ব্যয়বহুল ছিল।
সমাধান: সংস্থাটি বেছে নিয়েছে ছাঁচনির্মাণ .োকান । নির্ভুলতা-মেশিনযুক্ত ব্রাস পিনগুলি প্রাক-গঠিত হয়েছিল এবং তারপরে স্বয়ংক্রিয়ভাবে একটি মাল্টি-গহ্বর ছাঁচে স্থাপন করা হয়েছিল। গলিত তরল স্ফটিক পলিমার (এলসিপি), এর দুর্দান্ত বৈদ্যুতিক নিরোধক বৈশিষ্ট্য, মাত্রিক স্থিতিশীলতা এবং উচ্চ-তাপমাত্রার প্রতিরোধের জন্য নির্বাচিত, পিনের চারপাশে ইনজেকশন দেওয়া হয়েছিল।
ফলাফল: এই প্রক্রিয়াটি প্রতিদিন কয়েক হাজার অত্যন্ত সুসংগত, টেকসই এবং যথাযথভাবে সারিবদ্ধভাবে ইউএসবি-সি সংযোগকারীদের তৈরির অনুমতি দেয়। ব্রাস পিনগুলিতে এলসিপি এবং নুরল্ড বৈশিষ্ট্যগুলির মধ্যে শক্তিশালী যান্ত্রিক লক ব্যতিক্রমী পুল-আউট শক্তি এবং দীর্ঘমেয়াদী নির্ভরযোগ্যতা নিশ্চিত করে। সংযোগকারীটির সামগ্রিক গুণমান এবং ক্ষুদ্রাকরণকে উন্নত করার সময় ম্যানুয়াল পিন সন্নিবেশ নির্মূল উত্পাদন ব্যয় এবং সমাবেশ সময়কে উল্লেখযোগ্যভাবে হ্রাস করে।
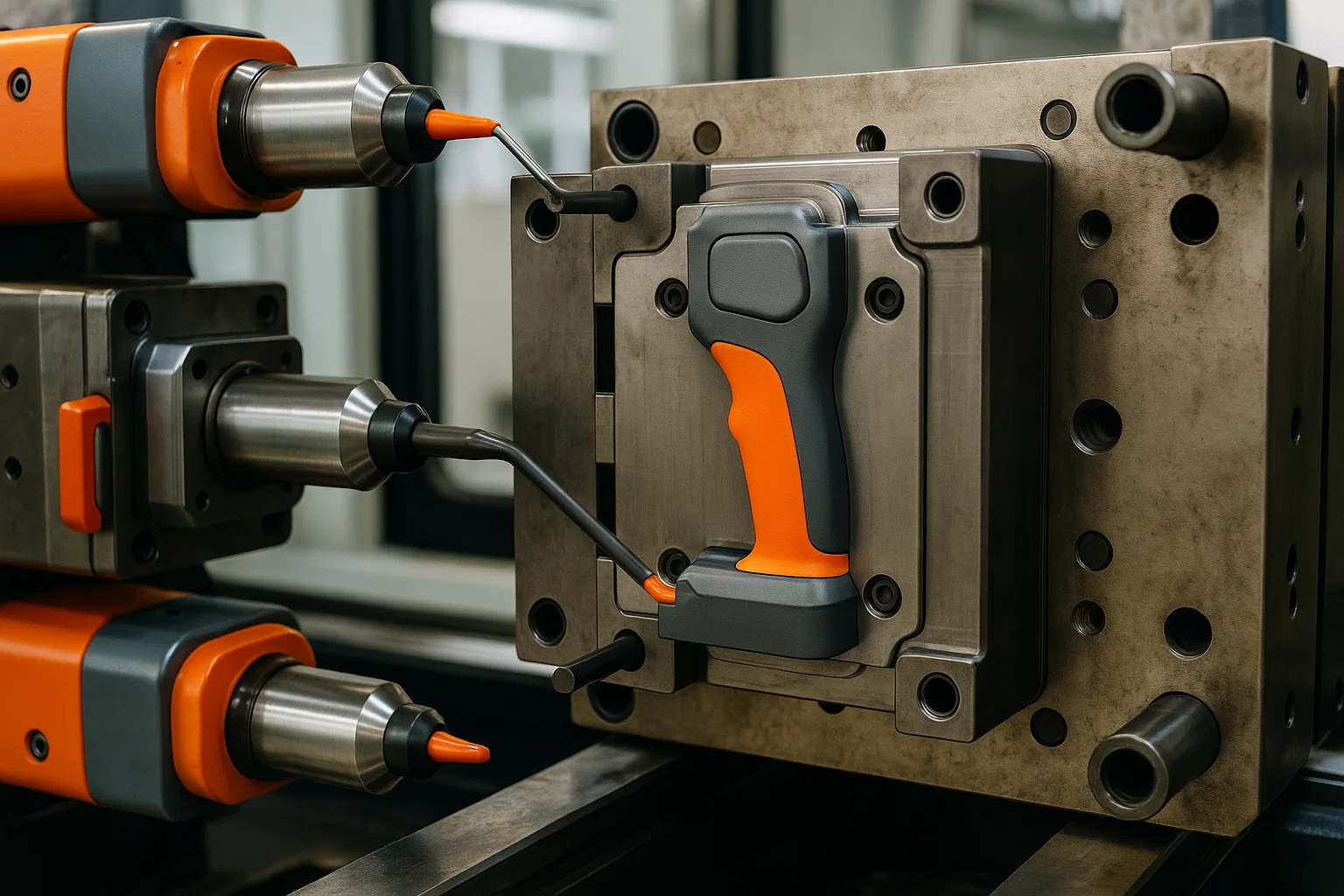
ওভারমোল্ডিং: পাওয়ার টুল হ্যান্ডলগুলি
চ্যালেঞ্জ: একটি শীর্ষস্থানীয় পাওয়ার সরঞ্জাম সংস্থা এর কর্ডলেস ড্রিলগুলির অর্গনোমিক্স, গ্রিপ এবং ব্যবহারকারীর আরামকে উন্নত করার লক্ষ্যে। কেবলমাত্র অনমনীয় এবিএস প্লাস্টিকের তৈরি বিদ্যমান হ্যান্ডেলগুলি পিচ্ছিল হয়ে যায় যখন হাতগুলি ঘামযুক্ত বা তৈলাক্ত ছিল, যার ফলে ব্যবহারকারীর ক্লান্তি এবং সম্ভাব্য সুরক্ষা সমস্যা দেখা দেয়। একটি পৃথক রাবার গ্রিপ যুক্ত করা একটি অতিরিক্ত সমাবেশ পদক্ষেপ ছিল এবং কখনও কখনও সময়ের সাথে সাথে আঠালো ব্যর্থতার ফলস্বরূপ।
সমাধান: প্রস্তুতকারক প্রয়োগ করা হয়েছে ওভারমোল্ডিং একটি দুটি শট ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া ব্যবহার করে। প্রথমত, স্ট্রাকচারাল হ্যান্ডেল বডিটি একটি টেকসই, অনমনীয় এবিএস প্লাস্টিক থেকে ed ালাই করা হয়েছিল। এই অনমনীয় "সাবস্ট্রেট" এর পরে একই ছাঁচনির্মাণ মেশিনের মধ্যে দ্বিতীয় গহ্বরের দিকে ঘোরানো হয়েছিল। এখানে, একটি নরম, ইলাস্টোমেরিক থার্মোপ্লাস্টিক ভলকানাইজেট (টিপিভি) এবিএস হ্যান্ডেলের নির্দিষ্ট ক্ষেত্রগুলিতে ইনজেকশন দেওয়া হয়েছিল, এটি একটি আরামদায়ক, নন-স্লিপ গ্রিপ গঠন করে।
ফলাফল: ওভারমোল্ডড হ্যান্ডলগুলি উচ্চতর গ্রিপ সরবরাহ করে, উল্লেখযোগ্যভাবে বর্ধিত ব্যবহারকারীর আরাম এবং উন্নত সুরক্ষা সরবরাহ করে, বিশেষত কাজের পরিবেশের দাবিতে। এবিএস এবং টিপিভির মধ্যে রাসায়নিক এবং যান্ত্রিক বন্ধন দীর্ঘায়িত ভারী ব্যবহারের পরেও ডিলিমিনেশন রোধ করে দুর্দান্ত আনুগত্য নিশ্চিত করেছে। এই সংহত সমাধানটি পৃথক গ্রিপ অ্যাসেমব্লির প্রয়োজনীয়তা দূর করে, উত্পাদন প্রক্রিয়াটিকে সহজতর করে এবং একটি প্রিমিয়াম ব্যবহারকারীর অভিজ্ঞতা সরবরাহ করার সময় সামগ্রিক উত্পাদন ব্যয় হ্রাস করে।
সহ-ছাঁচনির্মাণ (মাল্টি-শট ছাঁচনির্মাণ): স্বয়ংচালিত অভ্যন্তরীণ উপাদানগুলি
চ্যালেঞ্জ: একটি স্বয়ংচালিত সরবরাহকারী একটি পরিশীলিত গাড়ি দরজা প্যানেল উপাদান তৈরি করতে চেয়েছিলেন যা একটি শক্ত স্ট্রাকচারাল বেস, একটি নরম-টাচ আর্মরেস্ট এবং উইন্ডো নিয়ন্ত্রণের জন্য স্বতন্ত্র রঙিন বোতাম সহ একাধিক ফাংশন এবং নান্দনিকতা সংহত করে। Dition তিহ্যগতভাবে, এর মধ্যে বেশ কয়েকটি পৃথক অংশ ছাঁচনির্মাণ করা এবং তারপরে সেগুলি একত্রিত করা জড়িত, যার ফলে জটিল সরবরাহ শৃঙ্খলা, সম্ভাব্য ফিটনেস সমস্যা এবং উচ্চ শ্রম ব্যয় হয়।
সমাধান: সরবরাহকারী গৃহীত একটি সহ-ছাঁচনির্মাণ (মাল্টি-শট ছাঁচনির্মাণ) একটি বিশেষ তিনটি শট ইনজেকশন ছাঁচনির্মাণ মেশিন ব্যবহার করে প্রক্রিয়া।
-
শট 1: দরজা প্যানেলের স্ট্রাকচারাল ব্যাকবোন এবং বোতামগুলির জন্য বেস তৈরি করতে একটি অনমনীয়, গ্লাস-ভরা পলিপ্রোপিলিন (পিপি) ইনজেকশন করা হয়েছিল।
-
শট 2: আরামদায়ক আর্মরেস্ট পৃষ্ঠ এবং অন্যান্য আর্গোনমিক অঞ্চলগুলি তৈরি করতে একটি নরম-টাচ থার্মোপ্লাস্টিক পলিউরেথেন (টিপিইউ) মনোনীত অঞ্চলে ইনজেকশন দেওয়া হয়েছিল।
-
শট 3: একটি বিপরীত রঙিন, ইউভি-স্ট্যাবিলাইজড এবিএস সরাসরি অনমনীয় পিপি বেসে স্বতন্ত্র উইন্ডো নিয়ন্ত্রণ বোতামগুলি তৈরি করতে ইনজেকশন দেওয়া হয়েছিল।
ফলাফল: এই উন্নত সহ-ছাঁচনির্মাণ পদ্ধতির একক, অবিচ্ছিন্ন প্রক্রিয়াতে একটি উচ্চ সংহত, মাল্টি-ম্যাটারিয়াল ডোর প্যানেল উপাদান উত্পাদন সক্ষম করে। এটি টেকসই যান্ত্রিক এবং রাসায়নিক বন্ডগুলি নিশ্চিত করার সময় উপকরণ এবং রঙগুলির মধ্যে বিরামবিহীন রূপান্তরগুলির সাথে উচ্চতর নান্দনিক গুণ অর্জন করেছে। একাধিক সমাবেশের পদক্ষেপের অংশ গণনা এবং নির্মূলের উল্লেখযোগ্য হ্রাস যথেষ্ট পরিমাণে ব্যয় সাশ্রয়, লজিস্টিকাল জটিলতা হ্রাস এবং স্বয়ংচালিত অভ্যন্তরের জন্য সামগ্রিক অংশের গুণমান এবং ধারাবাহিকতা উন্নত করে।
ছাঁচনির্মাণ .োকান মূলত কাঠামোগত অখণ্ডতা, বৈদ্যুতিক পরিবাহিতা বাড়াতে বা নির্দিষ্ট কার্যকরী বৈশিষ্ট্যগুলি সরবরাহ করার জন্য প্রাক-গঠিত, প্রায়শই অ-প্লাস্টিক, উপাদানগুলিকে প্লাস্টিকের অংশে অন্তর্ভুক্ত করার ক্ষেত্রে দক্ষতা অর্জন করে। এটি বৈদ্যুতিন সংযোগকারী বা শক্তিশালী গিয়ারগুলির মতো টেকসই, সংহত উপাদানগুলির জন্য যেতে।
ওভারমোল্ডিং , বিশেষত যখন একটি অনমনীয় প্লাস্টিকের সাবস্ট্রেটে নরম উপকরণ প্রয়োগ করা হয়, তখন পণ্য এরগনোমিক্স, নান্দনিকতা এবং ব্যবহারকারীর মিথস্ক্রিয়া উন্নত করতে জ্বলজ্বল করে। বৈদ্যুতিন ডিভাইসে সংহত সিলগুলিতে পাওয়ার সরঞ্জামগুলিতে নরম-টাচ গ্রিপ থেকে এটি আরাম, সুরক্ষা এবং কার্যকারিতা উন্নত করে।
সহ-ছাঁচনির্মাণ (মাল্টি-শট ছাঁচনির্মাণ) একক ছাঁচনির্মাণ চক্রের মধ্যে মাল্টি-ম্যাটারিয়াল ইন্টিগ্রেশনের শিখর প্রতিনিধিত্ব করে। এটি একাধিক রঙ, বিভিন্ন ধরণের কঠোরতা এবং জটিল সংহত ফাংশনগুলির সাথে জটিল অংশগুলি তৈরি করার জন্য অতুলনীয় নকশার স্বাধীনতা সরবরাহ করে, প্রায়শই উচ্চ-ভলিউম উত্পাদনে পুরো সমাবেশ লাইনগুলি সরিয়ে দেয়।
শেষ পর্যন্ত, এই শক্তিশালী ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াগুলির মধ্যে পছন্দটি আপনার প্রকল্পের নির্দিষ্ট প্রয়োজনগুলির যত্ন সহকারে মূল্যায়নের উপর নির্ভর করে:
-
আপনি কোন উপকরণগুলির সংমিশ্রণ করছেন এবং তাদের সম্পত্তিগুলি কী?
-
ডিজাইনের জটিলতা এবং কার্যকরী সংহতকরণের কোন স্তরের প্রয়োজন?
-
আপনার প্রজেক্টড প্রোডাকশন ভলিউম কী?
-
আপনার বাজেটের সীমাবদ্ধতাগুলি, উভয়ই সামনে এবং পার্ট উভয়ই কী?
-
চূড়ান্ত পণ্যটির সমালোচনামূলক কর্মক্ষমতা এবং নান্দনিক প্রয়োজনীয়তাগুলি কী কী?
এখনও কোনটি বেছে নেবেন তা বিভ্রান্ত, কেবল আমাদের সাথে যোগাযোগ করুন https://www.imtecmold.com/contact/। .

