
মূল উত্তর: 2-গহ্বর থেকে 4-গহ্বর পুনর্নির্মাণের প্রযুক্তিগত সম্ভাব্যতা এবং অর্থনৈতিক মূল্যায়ন
একটি ইনজেকশন ছাঁচকে 2-গহ্বর থেকে 4-গহ্বরে রূপান্তর করা হয় প্রযুক্তিগতভাবে উচ্চ-ঝুঁকি এবং সাধারণত মোল্ড বেস লেআউট, রানার ব্যালেন্সিং এবং কুলিং ইন্টিগ্রেশনের সম্পূর্ণ পুনঃডিজাইন জড়িত। সরাসরি উত্তর: যদি ছাঁচটি মূলত পূর্ব-বরাদ্দ ব্যবধান সহ একটি "ব্রিজ মোল্ড" হিসাবে ডিজাইন করা না হয় বা একটি বিনিময়যোগ্য সন্নিবেশ ব্যবস্থা ব্যবহার না করে, তবে পরিবর্তনের ব্যয় এবং উত্পাদন ব্যর্থতার ঝুঁকি প্রায়শই একটি নতুন 4-গহ্বর সরঞ্জাম তৈরির বিনিয়োগকে ছাড়িয়ে যায়।
গহ্বর দ্বিগুণে জটিল প্রযুক্তিগত বাধা
গহ্বরের সংখ্যা দ্বিগুণ করা নিছক শারীরিক স্থানের বিষয় নয়; এটি একটি মৌলিক পুনর্মূল্যায়ন প্রয়োজন ইনজেকশন ছাঁচনির্মাণ তরল গতিবিদ্যা .
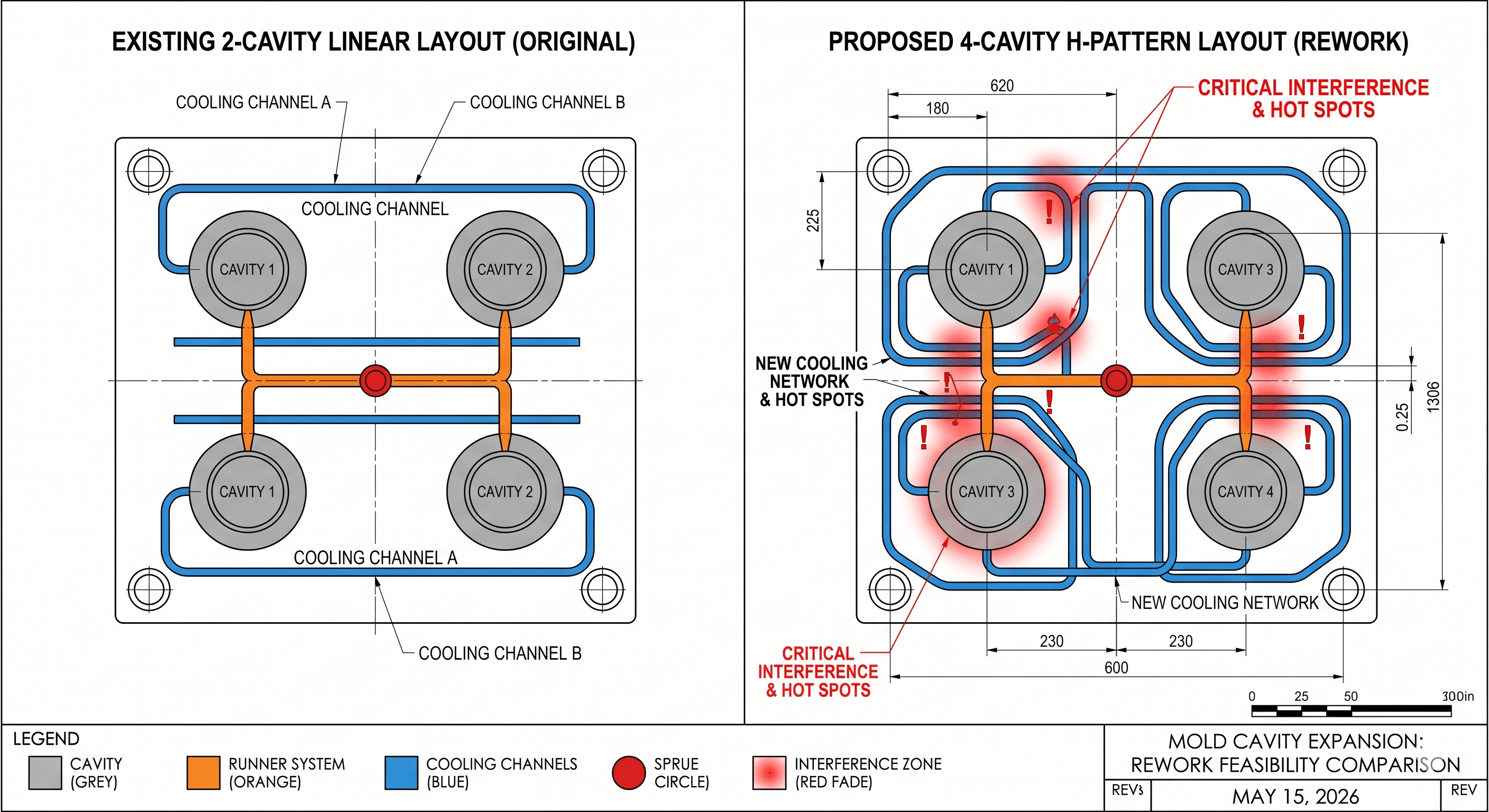
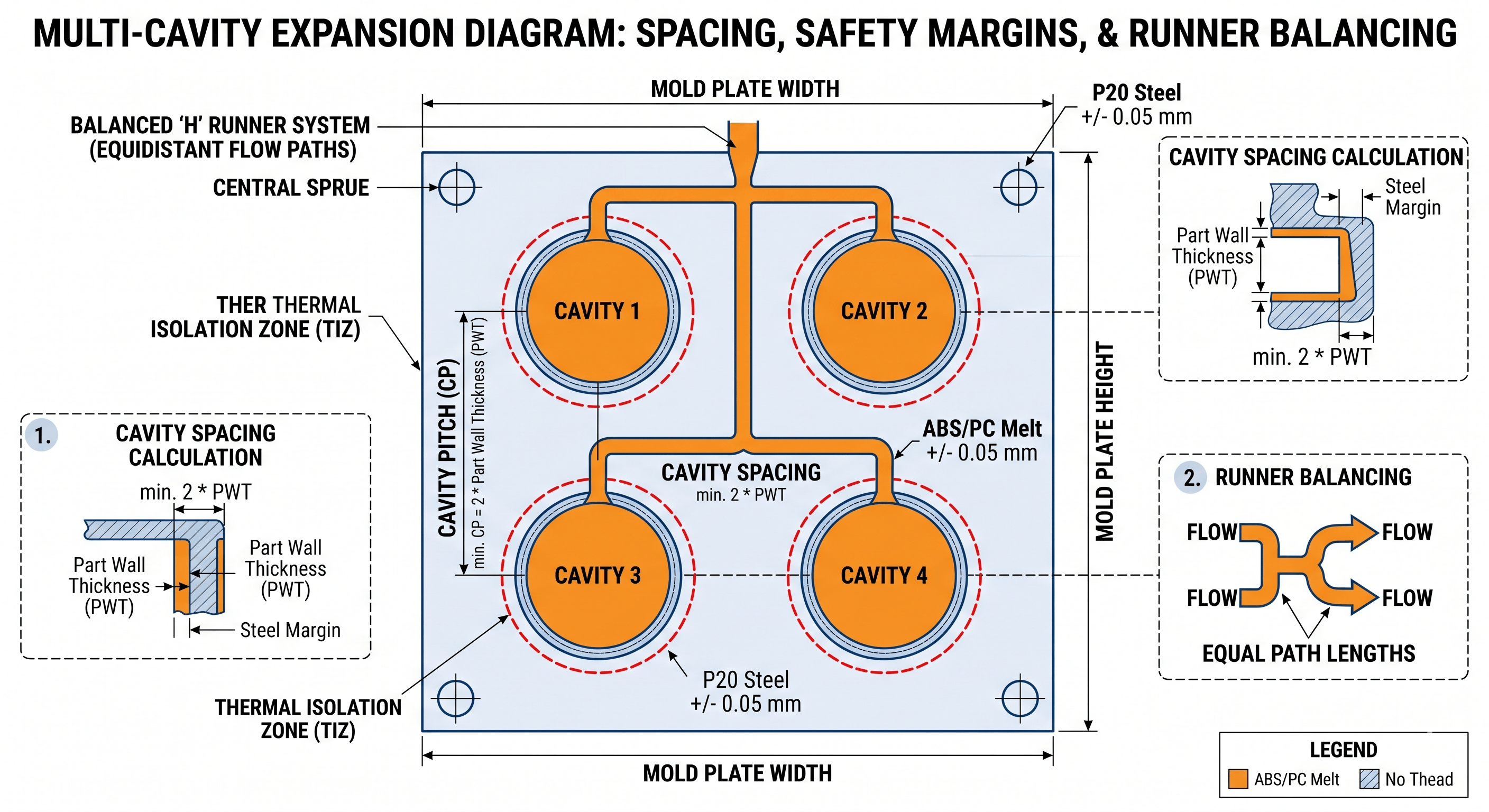
- রানার ব্যালেন্সিং: একটি 2-গহ্বর ছাঁচ সাধারণত একটি সরল-রেখা রানার ব্যবহার করে। 4টি গহ্বরে প্রসারিত করার জন্য একটিতে রূপান্তর প্রয়োজন H- প্যাটার্ন বা বৃত্তাকার প্রতিসাম্য অভিন্ন চাপ, তাপমাত্রা, এবং সমস্ত গহ্বর জুড়ে সময় পূরণ নিশ্চিত করতে। যদি কেন্দ্র ফিড পয়েন্ট স্থির করা হয়, তবে আংশিক মানের সাথে আপস না করে নির্মাণ-পরবর্তী এই ভারসাম্য অর্জন করা প্রায় অসম্ভব।
- থার্মাল লোড এবং কুলিং লজিক: গহ্বর যোগ করলে ছাঁচে প্রবেশকারী তাপ শক্তি দ্বিগুণ হয়। বিদ্যমান কুলিং চ্যানেল (জলের লাইন) খুব কমই অতিরিক্ত তাপ পরিচালনা করার জন্য অবস্থান করে। এই লাইনগুলিকে পুনরায় রুট করতে ব্যর্থ হলে "হট স্পট" তৈরি হয়, যার ফলে অসম সংকোচন, ওয়ারিং এবং উল্লেখযোগ্যভাবে দীর্ঘ চক্র সময় হয়।
- কাঠামোগত অখণ্ডতা: বিদ্যমান ছাঁচের ভিত্তির মধ্যে নতুন গহ্বর তৈরি করা সমর্থন স্তম্ভ এবং প্লেটকে দুর্বল করে দেয়। উচ্চ ইনজেকশন চাপ অধীনে, ছাঁচ প্লেট সহ্য করতে পারে মাইক্রো-ডিফ্লেকশন , বিভাজন লাইনের ফ্ল্যাশ বা অপূরণীয় ক্ষতি ঘটাচ্ছে।
টেকনিক্যাল ডিসিশন ম্যাট্রিক্স: রিওয়ার্ক বনাম নতুন বিল্ড
নিচের তুলনাটি একটি পুরানো টুলকে রিট্রোফিটিং এবং একটি নতুন উচ্চ-পারফরম্যান্স ছাঁচে বিনিয়োগের মধ্যে ট্রেড-অফের রূপরেখা দেয়।
| মূল্যায়ন মেট্রিক | বিদ্যমান টুল পুনরায় কাজ করা (রেট্রোফিট) | নতুন 4-ক্যাভিটি বিল্ড (নতুন বিনিয়োগ) |
|---|---|---|
| আপফ্রন্ট খরচ | নিম্ন (ইস্পাতে 30%-50% সাশ্রয় করে) | উচ্চতর (সম্পূর্ণ মূলধন ব্যয়) |
| উৎপাদন দক্ষতা | অস্থির; প্রায়ই দীর্ঘ চক্র ফলাফল | উচ্চ; কনফরমাল কুলিং এর মাধ্যমে অপ্টিমাইজ করা হয়েছে |
| অংশ সামঞ্জস্য | দরিদ্র; গহ্বর থেকে গহ্বর পার্থক্যের উচ্চ ঝুঁকি | উচ্চতর; CAE সিমুলেশনের মাধ্যমে যাচাই করা হয়েছে |
| টুল দীর্ঘায়ু | হ্রাস করা; ফাটল প্রবণ এলাকায় ঢালাই | দীর্ঘ; সম্পূর্ণ কাঠামোগত অখণ্ডতা |
| রক্ষণাবেক্ষণ ফ্রিকোয়েন্সি | উচ্চ; সীল এবং স্লাইড উপর চাপ | কম; প্রমিত উপাদান ব্যবহার করে |
ডিজিটাল মূল্যায়ন: কিভাবে "পুনর্ব্যবহারযোগ্যতা" পরিমাপ করা যায়
একটি পরিবর্তন অনুমোদন করার আগে, ইঞ্জিনিয়ারদের অবশ্যই তিনটি পরিমাণগত KPI ব্যবহার করে প্রকল্পটি যাচাই করতে হবে:
- ক্ল্যাম্পিং ফোর্স বৈধতা: গহ্বরের চাপ দ্বারা গুণিত 4টি অংশের মোট অনুমান এলাকা (A) § মেশিনের রেট করা ক্ল্যাম্পিং বল (F) এর 80% এর বেশি হওয়া উচিত নয়।
সূত্র: F > (A1 A2 A3 A4) * P / 0.8 - গহ্বর পিচ এবং ইস্পাত নিরাপত্তা: তাপীয় স্থিতিশীলতা নিশ্চিত করার জন্য গহ্বরের মধ্যে কমপক্ষে 2x সর্বোচ্চ অংশের প্রাচীরের বেধের ন্যূনতম ইস্পাত প্রাচীর বেধ হওয়া আবশ্যক।
- শট ক্ষমতা অনুপাত: পলিমারের অবক্ষয় রোধ করতে 4টি অংশের মোট ওজন আদর্শভাবে ইনজেকশন মেশিনের সর্বোচ্চ শট ক্ষমতার 20% থেকে 80% এর মধ্যে হওয়া উচিত।
প্রাসঙ্গিক স্নিপেট
- রানার ব্যালেন্সিং কি? গলিত প্লাস্টিক একযোগে প্রতিটি গহ্বরে পৌঁছে নিশ্চিত করতে সমান-দৈর্ঘ্যের প্রবাহ পথ ডিজাইন করার প্রকৌশল অনুশীলন, অংশ ওজন এবং মাত্রার ওঠানামা প্রতিরোধ করে।
- ক্ল্যাম্পিং ফোর্স কি? ইনজেকশন ছাঁচনির্মাণ মেশিন দ্বারা প্রয়োগ করা চাপ ইনজেকশন প্লাস্টিক দ্বারা উত্পন্ন অভ্যন্তরীণ চাপ বিরুদ্ধে ছাঁচ বন্ধ রাখা.
- রিওয়ার্ক কেন "ফ্ল্যাশ" সৃষ্টি করে? ফ্ল্যাশ ঘটে যখন ছাঁচের অর্ধেকগুলির মধ্যে প্লাস্টিক ফুটো হয়ে যায়, যা প্রায়শই অপর্যাপ্ত ক্ল্যাম্পিং বল বা প্লেটের বিচ্যুতির কারণে ছাঁচের ভিত্তিটিকে সমর্থন করার জন্য ডিজাইন করা হয়েছিল তার চেয়ে বেশি গহ্বর যুক্ত করার পরে ঘটে।
লেখক: IMTEC ছাঁচ
যোগ্যতা: এই প্রযুক্তিগত নির্দেশিকাটি IMTEC Mould দ্বারা রচিত হয়েছিল। ওভার দিয়ে উচ্চ-নির্ভুল ছাঁচ উত্পাদন 18 বছরের অভিজ্ঞতা
দক্ষতা: ডিএফএম (ডিজাইন ফর ম্যানুফ্যাকচারিং), মাল্টি-ক্যাভিটি অপ্টিমাইজেশান এবং মেডিকেল-গ্রেড ইনজেকশন মোল্ডিং প্রোটোকলগুলিতে বিশেষীকৃত৷

