
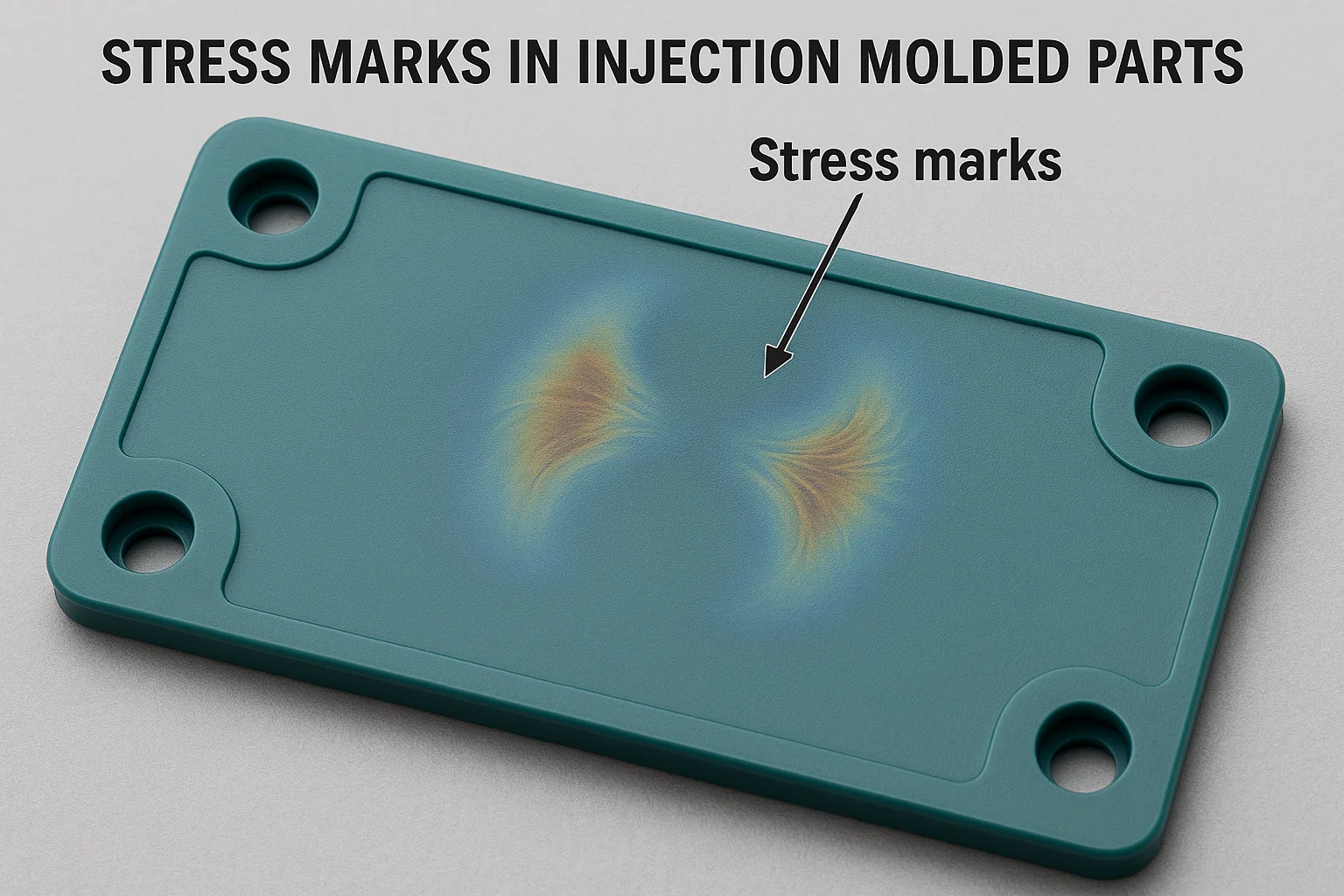
I. স্ট্রেস চিহ্নগুলির সংজ্ঞা এবং প্রকাশ
ইনজেকশন ছাঁচযুক্ত অংশগুলিতে স্ট্রেস চিহ্নগুলি হ'ল স্থানীয় স্ট্রেস ঘনত্বের কারণে সৃষ্ট পৃষ্ঠের ত্রুটিগুলি, চকচকে বা অসম জমিন হিসাবে উপস্থিত হয়। সাধারণ অবস্থানগুলির মধ্যে রয়েছে:
- ভিজ্যুয়াল তাত্পর্য : গা dark ় রঙের অংশগুলিতে আরও লক্ষণীয়, "ঘোস্ট লাইন" বা অসম শেডের অনুরূপ।
- অবস্থানগত বৈশিষ্ট্য : প্রায়শই প্রবাহের প্রান্ত, ওয়েল্ড লাইন এবং অসম কুলিং সহ অঞ্চলগুলির নিকটে ঘটে।
Ii। মূল কারণ বিশ্লেষণ
1. ছাঁচ ডিজাইনের ত্রুটিগুলি
- অনুপযুক্ত গেট ডিজাইন : ছোট গেট বা দুর্বল স্থান নির্ধারণ উচ্চ শিয়ার রেট এবং তাপমাত্রার গ্রেডিয়েন্টগুলির দিকে পরিচালিত করে।
- আকস্মিক প্রাচীরের বেধ পরিবর্তন : 30% এর বেশি বেধের বিভিন্নতা অসম সংকোচনের কারণ (উদাঃ, পাতলা প্রাচীরযুক্ত অঞ্চলগুলি সংকোচনের সীমাবদ্ধ করে, টেনসিল স্ট্রেস উত্পন্ন করে)।
- অপর্যাপ্ত ভেন্টিং : পার্টিং লাইন বা প্রবাহের দিকে গ্যাসের ফাঁদগুলি স্থানীয়করণ ওভারহাইটিং এবং প্রবাহকে প্রবাহিত করে তোলে।
- ধারালো কোণ এবং পাঁজর নকশা : তীক্ষ্ণ কোণে উচ্চ প্রবাহ প্রতিরোধের; মূল প্রাচীরের বেধের 40% -60% এর চেয়ে ঘন পাঁজর শীতলকরণ অভিন্নতা ব্যাহত করে।
2. প্রক্রিয়া প্যারামিটার সমস্যা
- অতিরিক্ত ইনজেকশন গতি/চাপ : উচ্চ শিয়ার স্ট্রেস এবং আণবিক ওরিয়েন্টেশন অবশিষ্ট চাপ বাড়ায়।
- তাপমাত্রা অব্যবস্থাপনা : কম গলে তাপমাত্রা বা অসম ছাঁচ কুলিং (উদাঃ, খারাপভাবে ডিজাইন করা কুলিং চ্যানেলগুলি) সঙ্কুচিত পার্থক্যকে প্রশস্ত করে।
- অপর্যাপ্ত প্যাকিং চাপ : শর্ট প্যাকিংয়ের সময় বা নিম্নচাপ সঙ্কুচিত হওয়ার জন্য ক্ষতিপূরণ দিতে ব্যর্থ হয়, ঘন বিভাগগুলিতে সিঙ্ক চিহ্ন এবং স্ট্রেস চিহ্ন তৈরি করে।
3. উপাদান বৈশিষ্ট্য
- উচ্চ গলিত প্রবাহ সূচক (এমএফআই) : অতিরিক্ত তরল পদার্থগুলি আণবিক ওরিয়েন্টেশন এবং অসম সংকোচনের প্রচার করে।
- স্ফটিকতা প্রভাব : স্ফটিক উপকরণ (উদাঃ, পিপি, পিএ) শীতল হারের প্রতি সংবেদনশীল; ঘন প্রাচীর অঞ্চলগুলি স্ফটিকতার বৈষম্য বিকাশ করে।
- অ্যাডিটিভ বিভাজন : কাচের তন্তুগুলির মতো ফিলারগুলি প্রবাহ প্রান্তে জমে থাকে, ইন্টারফেসিয়াল বন্ধনকে দুর্বল করে।
4. পণ্য নকশা সীমাবদ্ধতা
- অ-ইউনিফর্ম প্রাচীরের বেধ : উদাহরণগুলির মধ্যে 40% -60% বেধের বিভিন্নতা সহ ল্যাপটপ ব্যাক কভার অন্তর্ভুক্ত রয়েছে।
- দরিদ্র ওয়েল্ড লাইন স্থাপন : যখন ওয়েল্ড লাইনগুলি প্রসাধনী পৃষ্ঠগুলির সাথে মিলে যায় তখন স্ট্রেস চিহ্নগুলি ফর্ম।
Iii। বিস্তৃত সমাধান
1. ছাঁচ নকশা অপ্টিমাইজেশন
- গেট পরিবর্তন : গেটগুলি প্রসারিত করুন (উদাঃ, 1.5 মিমি → 2.0 মিমি); শিয়ার কমাতে ফ্যান বা ওভারল্যাপ গেটগুলি গ্রহণ করুন।
- ধীরে ধীরে বেধ ট্রানজিশন : আকস্মিক পরিবর্তনগুলিতে রেডিয়ি (≥0.5 × প্রাচীরের বেধ) যুক্ত করুন; কেস স্টাডিজ 80% স্ট্রেস মার্ক হ্রাস দেখায়।
- বর্ধিত ভেন্টিং : প্রবাহ প্রান্তে ভেন্ট স্লট (0.02-0.04 মিমি গভীরতা) যুক্ত করুন; ছিদ্রযুক্ত ইস্পাত ব্যবহার করুন বা ভেন্টগুলি সন্নিবেশ করুন।
- কনফর্মাল কুলিং : তাপমাত্রার প্রকরণকে ± 5 ডিগ্রি সেন্টিগ্রেডে সীমাবদ্ধ করতে কনফর্মাল কুলিং চ্যানেলগুলি প্রয়োগ করুন।
2. প্রক্রিয়া সামঞ্জস্য
- তাপমাত্রা নিয়ন্ত্রণ : গলিত তাপমাত্রা 10-20 ° C (উদাঃ, PA66: 270 ° C → 290 ° C) এবং ছাঁচের তাপমাত্রা 20-30 ° C (উদাঃ, ABS: 60 ° C → 80 ° C) দ্বারা বাড়ান।
- মাল্টি-স্টেজ ইনজেকশন : প্রাথমিক ফিলিংয়ের জন্য কম গতি (30% -50% সর্বোচ্চ) দিয়ে শুরু করুন, তারপরে উচ্চ গতিতে স্যুইচ করুন; 70% -90% ইনজেকশন চাপে প্যাকিং চাপ সেট করুন।
- বর্ধিত প্যাকিংয়ের সময় : সঙ্কুচিত এবং অবশিষ্ট চাপ প্রশমিত করতে 2 এস থেকে 4 এস এ বৃদ্ধি করুন।
3. উপাদান পরিবর্তন
- লো-শারিংকেজ উপকরণ : পিপিতে 30% ট্যালক যুক্ত করুন, সঙ্কুচিততা হ্রাস করে 1.8% থেকে 0.8% এ।
- প্রবাহ অ্যাডিটিভস : 0.1%-0.5%সিলিকন-ভিত্তিক লুব্রিক্যান্টগুলি কম গলিত সান্দ্রতা 10%-20%দ্বারা।
- ফাইবারের সামঞ্জস্যতা : আন্তঃফেসিয়াল স্ট্রেস হ্রাস করতে কাপলিং এজেন্টদের সাথে গ্লাস ফাইবারগুলি চিকিত্সা করুন।
4. পোস্ট-প্রসেসিং এবং টেস্টিং
- অ্যানিলিং : পিসি পার্টস 120 ডিগ্রি সেন্টিগ্রেডে 2 ঘন্টার জন্য সংযুক্ত করে 60% -80% অভ্যন্তরীণ চাপকে সরিয়ে দেয়।
- স্ট্রেস সনাক্তকরণ : গুণগত বিশ্লেষণের জন্য মেরুকৃত আলো বা দ্রাবক নিমজ্জন (উদাঃ, 2 মিনিটের জন্য গ্লাসিয়াল এসিটিক অ্যাসিডে এবিএস) ব্যবহার করুন।
Iv। কেস স্টাডিজ
কেস 1: খেলনা বন্দুক স্টক স্ট্রেস মার্কস
- ইস্যু : পিপি 10% জিএফ অংশটি পাঁজরের উপর স্ট্রেস চিহ্নগুলি দেখিয়েছে (50% বেধের পার্থক্য)।
- ঠিক আছে : মূল প্রাচীরের 40% পাঁজরের বেধ হ্রাস করুন; রেডি যোগ করুন; লোয়ার প্যাকিং চাপ (80 এমপিএ → 60 এমপিএ); ছাঁচ টেম্প (60 ডিগ্রি সেন্টিগ্রেড → 80 ° C) বাড়ান।
- ফলাফল : 100% নির্মূল; ফলন 70% থেকে 95% এ বৃদ্ধি পেয়েছে।
কেস 2: ল্যাপটপ কভার স্ট্রেস মার্কস
- ইস্যু : পিসি এবিএস অংশে 0.9 মিমি/1.5 মিমি প্রাচীরের মিলের কারণে স্ট্রেস মার্ক ছিল।
- ঠিক আছে : প্রথমে ঘন অঞ্চলগুলি পূরণ করার জন্য গেটটি পুনরায় স্থাপন করুন; ছাঁচ টেম্প বাড়ান (90 ° C → 110 ° C); 6s এ প্যাকিং প্রসারিত করুন।
- ফলাফল : 90% হ্রাস; 98% কসমেটিক পাসের হার।
ভি। সংক্ষিপ্তসার
স্ট্রেস মার্ক প্রশমনটির জন্য বহু -বিভাগীয় অপ্টিমাইজেশন প্রয়োজন:
- প্রতিরোধমূলক নকশা : প্রাচীরের বেধের প্রকরণকে সীমাবদ্ধ করুন (≤20%); রেডি এবং সুষম রানার ব্যবহার করুন।
- নির্ভুলতা প্রক্রিয়াজাতকরণ : পর্যাপ্ত প্যাকিং সহ গ্রেডিয়েন্ট তাপমাত্রা/চাপ নিয়ন্ত্রণ।
- উপাদান নির্বাচন : নিম্ন-সঙ্কুচিত, উচ্চ-প্রবাহ উপকরণকে অগ্রাধিকার দিন; প্রয়োজন অনুযায়ী সংশোধনকারী ব্যবহার করুন।
পদ্ধতিগত উন্নতি নান্দনিকতা, যান্ত্রিক কর্মক্ষমতা এবং ব্যয় দক্ষতা বৃদ্ধি করে

