
এবিএস ইনজেকশন ছাঁচনির্মাণের পরিচিতি
আধুনিক উত্পাদন বিশাল প্রাকৃতিক দৃশ্যে, ইনজেকশন ছাঁচনির্মাণ একটি কর্নারস্টোন প্রযুক্তি হিসাবে দাঁড়িয়েছে, নির্ভুলতা এবং দক্ষতার সাথে জটিল প্লাস্টিকের উপাদানগুলির ব্যাপক উত্পাদন সক্ষম করে। এই প্রক্রিয়াতে ব্যবহৃত পলিমারগুলির অগণিতগুলির মধ্যে, অ্যাক্রিলোনাইট্রাইল বুটাদিন স্টাইরিন, সাধারণত এবিএস নামে পরিচিত , নিজেকে একটি অত্যন্ত বহুমুখী এবং ব্যাপকভাবে গৃহীত থার্মোপ্লাস্টিক হিসাবে পৃথক করে। এর সম্পত্তির অনন্য ভারসাম্য এটিকে ভোক্তা পণ্য থেকে শুরু করে পরিশীলিত চিকিত্সা ডিভাইস পর্যন্ত অসংখ্য শিল্প জুড়ে একটি অপরিহার্য উপাদান করে তোলে।
এই বিস্তৃত গাইডটি এবিএস প্লাস্টিকের মৌলিক বৈশিষ্ট্যগুলি, ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াটির জটিল পদক্ষেপগুলি, সমালোচনামূলক নকশার বিবেচনা এবং এর অ্যাপ্লিকেশনগুলির বিস্তৃত পরিসীমাটি আবিষ্কার করে এবিএস ইনজেকশন ছাঁচনির্মাণের আকর্ষণীয় বিশ্বকে আবিষ্কার করবে। আমরা সাধারণ চ্যালেঞ্জ, মান নিয়ন্ত্রণ, ব্যয় কারণগুলি এবং উত্তেজনাপূর্ণ ভবিষ্যতের প্রবণতাগুলি এই গতিশীল ক্ষেত্রটিকে রূপদান করে তাও স্পর্শ করব।
এবিএস কী?
এর মূলে, এক্রাইলোনাইট্রাইল বুটাদিন স্টাইরিন (এবিএস) একটি নিরাকার থার্মোপ্লাস্টিক টেরপলিমার। এর অর্থ এটি তিনটি স্বতন্ত্র মনোমারের মিশ্রণ:
-
এক্রাইলোনাইট্রাইল (ক): রাসায়নিক প্রতিরোধের, তাপের স্থায়িত্ব এবং অনমনীয়তা সরবরাহ করে।
-
বুটাদিন (খ): প্রভাব শক্তি এবং দৃ ness ়তার অবদান রাখে, বিশেষত কম তাপমাত্রায়।
-
স্টাইরিন (গুলি): গ্লস, প্রসেসিবিলিটি এবং অনমনীয়তা সরবরাহ করে।
এই তিনটি মনোমারের অনন্য সংমিশ্রণ এবং গ্রাফটিংয়ের ফলে এমন একটি উপাদান তৈরি হয় যা প্রত্যেকের শক্তি অর্জন করে, বৈশিষ্ট্যের একটি উল্লেখযোগ্য ভারসাম্য সহ একটি শক্তিশালী প্লাস্টিক তৈরি করে। স্ফটিক বা আধা-স্ফটিক পলিমারগুলির বিপরীতে, এবিএসের একটি নিরাকার কাঠামো রয়েছে যা এটি ভাল মাত্রিক স্থিতিশীলতা এবং একটি বিস্তৃত প্রসেসিং উইন্ডো দেয়।
এবিএস প্লাস্টিকের বিকাশ বিশ শতকের মাঝামাঝি সময়ে শুরু হয়েছিল, এর দুর্দান্ত যান্ত্রিক বৈশিষ্ট্য এবং প্রক্রিয়াজাতকরণের স্বাচ্ছন্দ্যের কারণে অন্যান্য ইঞ্জিনিয়ারিং প্লাস্টিকের উচ্চতর বিকল্প হিসাবে উদ্ভূত হয়েছিল। সহজেই mold ালাই এবং দ্রুত সমাপ্ত হওয়ার ক্ষমতাটি বিভিন্ন শিল্প জুড়ে এর ব্যাপকভাবে গ্রহণের দিকে পরিচালিত করে, আজ উপলভ্য অন্যতম গুরুত্বপূর্ণ ইঞ্জিনিয়ারিং থার্মোপ্লাস্টিক হিসাবে এর খ্যাতি সিমেন্ট করে।
ইনজেকশন ছাঁচনির্মাণের ওভারভিউ
ইনজেকশন ছাঁচনির্মাণ একটি ছাঁচের মধ্যে গলিত উপাদান ইনজেকশন দিয়ে যন্ত্রাংশ উত্পাদন করার জন্য একটি উত্পাদন প্রক্রিয়া। এটি সাধারণত থার্মোপ্লাস্টিক এবং থার্মোসেটিং পলিমারগুলির জন্য ব্যবহৃত হয় তবে এটি ধাতু (ডাই কাস্টিংয়ের মতো) এবং সিরামিকগুলির সাথেও ব্যবহার করা যেতে পারে। প্রক্রিয়াটি কাঁচা প্লাস্টিকের উপাদান দিয়ে শুরু হয়, সাধারণত দানাদার আকারে, একটি উত্তপ্ত ব্যারেল খাওয়ানো হয়, মিশ্রিত হয় এবং তারপরে একটি ছাঁচের গহ্বরের মধ্যে বাধ্য করা হয়, যেখানে এটি শীতল হয় এবং ছাঁচের কনফিগারেশনে শক্ত হয়।
মেশিনিং, থ্রিডি প্রিন্টিং, বা ব্লো ছাঁচনির্মাণের মতো অন্যান্য উত্পাদন প্রক্রিয়াগুলির সাথে তুলনা করে ইনজেকশন ছাঁচনির্মাণ বেশ কয়েকটি স্বতন্ত্র সুবিধা এবং কয়েকটি বিবেচনার প্রস্তাব দেয়:
ইনজেকশন ছাঁচনির্মাণের সুবিধা:
-
উচ্চ উত্পাদন হার: দ্রুত চক্রের সময়ের কারণে ব্যাপক উত্পাদনের জন্য আদর্শ।
-
দুর্দান্ত পুনরাবৃত্তি: উচ্চ ধারাবাহিকতা এবং টাইট সহনশীলতা সহ অংশ উত্পাদন করে।
-
জটিল জ্যামিতি: একক শটে জটিল আকার এবং ডিজাইন তৈরি করতে সক্ষম।
-
প্রশস্ত উপাদান বহুমুখিতা: থার্মোপ্লাস্টিক এবং থার্মোসেটিং পলিমারগুলির একটি বিশাল অ্যারে প্রক্রিয়া করতে পারে।
-
পোস্ট-প্রসেসিং হ্রাস: অংশগুলি প্রায়শই ইজেকশনের পরে ন্যূনতম থেকে শেষ না করে।
-
ব্যয়-কার্যকারিতা: একবার টুলিং তৈরি হয়ে গেলে উচ্চ-ভলিউম উত্পাদনের জন্য কম ইউনিট ব্যয়।
ইনজেকশন ছাঁচনির্মাণের অসুবিধা এবং সীমাবদ্ধতা:
-
উচ্চ প্রাথমিক সরঞ্জাম ব্যয়: ছাঁচ নকশা এবং বানোয়াট ব্যয়বহুল হতে পারে, এটি কম-ভলিউম উত্পাদনের জন্য কম উপযুক্ত করে তোলে।
-
নকশার সীমাবদ্ধতা: নির্দিষ্ট নকশা বিধিগুলি (উদাঃ, অভিন্ন প্রাচীরের বেধ, খসড়া কোণগুলি) অবশ্যই অংশ উত্পাদনযোগ্যতা এবং গুণমান নিশ্চিত করতে অনুসরণ করা উচিত।
-
উপাদান বর্জ্য (যদিও প্রায়শই পুনর্ব্যবহারযোগ্য): রানার এবং স্প্রুগুলি বর্জ্য উত্পন্ন করতে পারে, যদিও এগুলি প্রায়শই পুনরায় গ্রাউন্ড এবং পুনরায় ব্যবহার করা হয়।
-
ছোট ব্যাচের জন্য জটিলতা: সেটআপ ব্যয়ের কারণে খুব ছোট উত্পাদনের জন্য অর্থনৈতিক নয়।
এটি বহুমুখী এবিএস উপাদান এবং দক্ষ ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াটির এই শক্তিশালী সংমিশ্রণ যা আমাদের আধুনিক বিশ্বের অবিচ্ছেদ্য, টেকসই, নান্দনিকভাবে আনন্দদায়ক এবং কার্যকরী প্লাস্টিকের উপাদানগুলির বিস্তৃত অ্যারে তৈরি করতে সক্ষম করে।
এবিএস উপাদান বৈশিষ্ট্য
ইনজেকশন ছাঁচনির্মাণে এবিএসের ব্যাপক গ্রহণ মূলত এর ব্যতিক্রমী এবং ভারসাম্যযুক্ত উপাদানগুলির কারণে। এটি অ্যাক্রিলোনাইট্রাইল, বুটাদিন এবং স্টাইরিনের অনন্য মিশ্রণটি এমন একটি উপাদান তৈরি করে যা শক্তি, নান্দনিকতা এবং প্রক্রিয়াজাতকরণের একটি আকর্ষণীয় সংমিশ্রণ সরবরাহ করে।
মূল বৈশিষ্ট্য
ডিজাইনার এবং প্রকৌশলীদের জন্য এর সম্পূর্ণ সম্ভাব্যতা অর্জন এবং বিভিন্ন অ্যাপ্লিকেশনগুলিতে এর কার্যকারিতা পূর্বাভাস দেওয়ার জন্য এবিএসের নির্দিষ্ট বৈশিষ্ট্যগুলি বোঝা অত্যন্ত গুরুত্বপূর্ণ।
-
যান্ত্রিক বৈশিষ্ট্য:
-
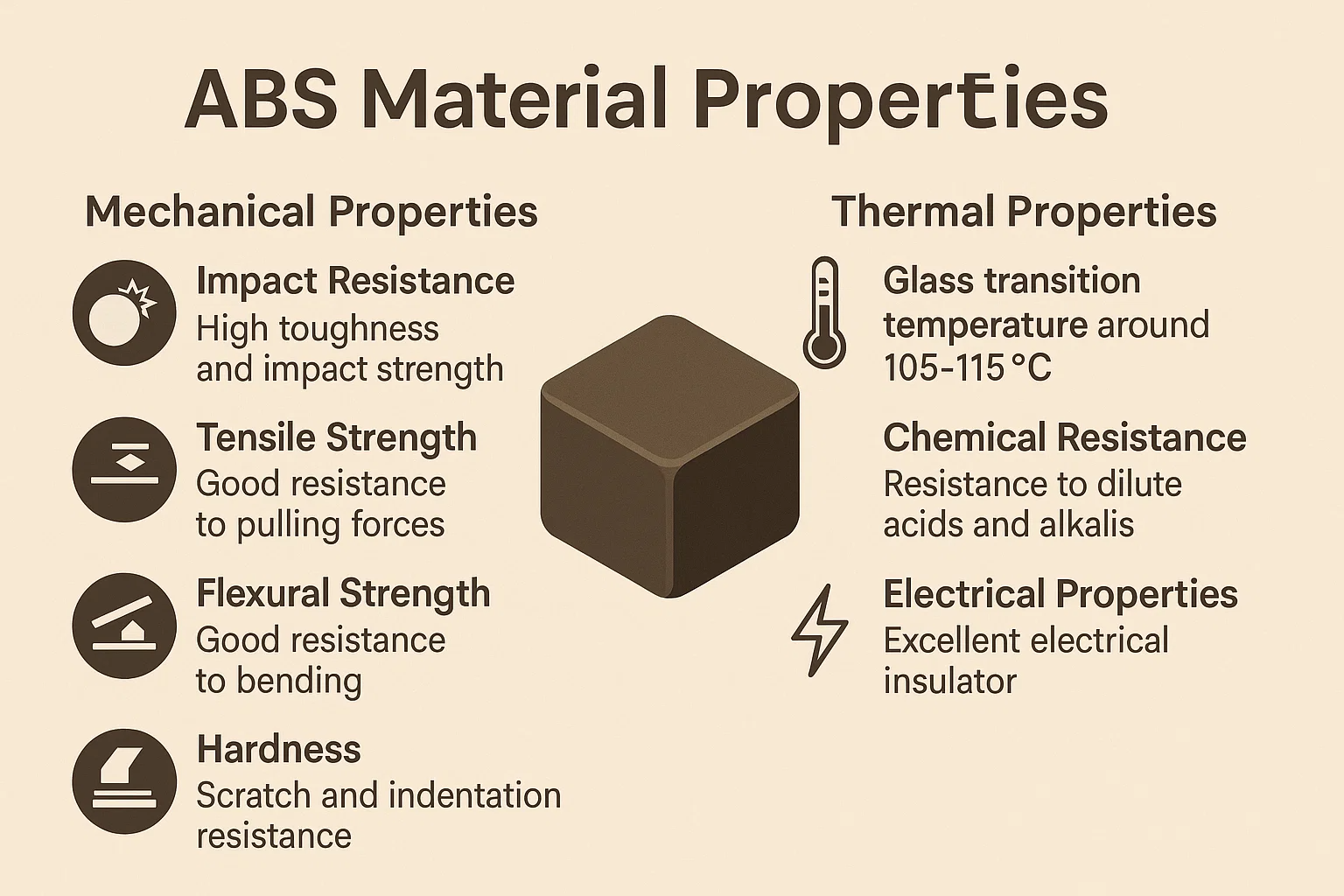
প্রভাব প্রতিরোধের: এটি সম্ভবত এবিএসের সবচেয়ে সংজ্ঞায়িত বৈশিষ্ট্য। বুটাদিন রাবার পর্বটি প্রভাবের জন্য অসামান্য দৃ ness ়তা এবং প্রতিরোধের সরবরাহ করে, এটি অন্যান্য অনেক সাধারণ প্লাস্টিকের তুলনায় কম ভঙ্গুর করে তোলে।
-
টেনসিল শক্তি: এবিএস ভাল টেনসিল শক্তি প্রদর্শন করে, যা ভাঙ্গার আগে টানা বাহিনীকে প্রতিরোধ করার ক্ষমতা নির্দেশ করে। সাধারণ টেনসিল শক্তি 25 থেকে 50 এমপিএ পর্যন্ত থাকে।
-
নমনীয় শক্তি: এটি ভাল নমনীয় শক্তিও ধারণ করে, এটি লোডের অধীনে বাঁকানো বা বিকৃতকরণের প্রতিরোধের ইঙ্গিত দেয়।
-
কঠোরতা: এবিএস কঠোরতা এবং দৃ ness ়তার একটি ভাল ভারসাম্য সরবরাহ করে, স্ক্র্যাচ এবং ইন্ডেন্টেশন প্রতিরোধের সরবরাহ করে। এর রকওয়েল কঠোরতা সাধারণত R70 থেকে R115 পর্যন্ত হয়।
-
-
তাপীয় বৈশিষ্ট্য:
-
গ্লাস ট্রানজিশন তাপমাত্রা (টিজি): এবিএসের জন্য টিজি সাধারণত 105 ডিগ্রি সেন্টিগ্রেড এবং 115 ডিগ্রি সেন্টিগ্রেডের মধ্যে পড়ে (প্রায় 221 ডিগ্রি ফারেনহাইট থেকে 239 ডিগ্রি ফারেনহাইট)। এই তাপমাত্রার নীচে, উপাদানটি অনমনীয় এবং কাচের মতো; এর উপরে, এটি আরও রবারি এবং নমনীয় হয়ে ওঠে, প্রক্রিয়াজাতকরণের অনুমতি দেয়।
-
তাপ ডিফ্লেশন তাপমাত্রা (এইচডিটি): এইচডিটি তাপমাত্রা নির্দেশ করে যেখানে একটি পলিমার নমুনা একটি নির্দিষ্ট লোডের নীচে ডিফ্লেক্ট করে। এবিএসের জন্য, এইচডিটি মানগুলি সাধারণত 85 ডিগ্রি সেন্টিগ্রেড থেকে 105 ডিগ্রি সেন্টিগ্রেড (185 ডিগ্রি ফারেনহাইট থেকে 221 ডিগ্রি ফারেনহাইট) থেকে 0.45 এমপিএ থাকে, এটি এমন অ্যাপ্লিকেশনগুলির জন্য উপযুক্ত করে তোলে যা মাঝারি তাপ প্রতিরোধের প্রয়োজন।
-
-
রাসায়নিক প্রতিরোধের:
-
এবিএস সাধারণত অ্যাসিড, ক্ষারীয় এবং অজৈব লবণের জন্য ভাল প্রতিরোধের দেখায়।
-
তবে এটি আছে শক্তিশালী অ্যাসিড, শক্তিশালী ঘাঁটি, এস্টার, কেটোনস এবং কিছু ক্লোরিনযুক্ত হাইড্রোকার্বনগুলির প্রতি দুর্বল প্রতিরোধের , যা ফোলা, নরমকরণ বা দ্রবীভূত হতে পারে। রাসায়নিক এক্সপোজার জড়িত অ্যাপ্লিকেশনগুলির জন্য এটি একটি সমালোচনামূলক বিবেচনা।
-
-
বৈদ্যুতিক বৈশিষ্ট্য:
-
অ্যাবস an an দুর্দান্ত বৈদ্যুতিক অন্তরক , এটি বৈদ্যুতিক এবং বৈদ্যুতিন উপাদানগুলিতে অ্যাপ্লিকেশনগুলির জন্য উপযুক্ত করে তোলে যেখানে অ-কন্ডাক্টিভিটি প্রয়োজন। এর ডাইলেট্রিক শক্তি বেশি, এবং এটি তার তাপমাত্রা এবং ফ্রিকোয়েন্সিগুলির একটি পরিসীমা জুড়ে এর অন্তরক বৈশিষ্ট্য বজায় রাখে।
-
ইনজেকশন ছাঁচনির্মাণে এবিএস ব্যবহারের সুবিধা
এর অন্তর্নিহিত বৈশিষ্ট্যগুলির বাইরে, এবিএস বেশ কয়েকটি প্রক্রিয়াজাতকরণ সুবিধা দেয় যা ইনজেকশন ছাঁচনির্মাণে এর জনপ্রিয়তায় অবদান রাখে:
-
ব্যয়-কার্যকারিতা: সস্তা প্লাস্টিকের না হলেও, এবিএস অনেকগুলি অ্যাপ্লিকেশনগুলির জন্য একটি সাশ্রয়ী মূল্যের সমাধান সরবরাহ করে যা ভাল যান্ত্রিক বৈশিষ্ট্যগুলির প্রয়োজন হয়।
-
প্রক্রিয়াজাতকরণ সহজ: এবিএসের একটি প্রশস্ত প্রসেসিং উইন্ডো রয়েছে, যার অর্থ এটি তুলনামূলকভাবে সহজেই movide ালাই করা যেতে পারে যা তাপমাত্রা এবং চাপগুলির একটি পরিসীমা জুড়ে। এটি স্থিতিশীল উত্পাদন এবং কম ত্রুটিগুলিতে অবদান রাখে। এটি সহজেই গলে যায় এবং ভাল প্রবাহিত হয়, জটিল ছাঁচের গহ্বরগুলি পূরণ করার অনুমতি দেয়।
-
ভাল পৃষ্ঠ সমাপ্তি: এবিএস থেকে ছাঁচযুক্ত অংশগুলি প্রায়শই একটি মসৃণ, চকচকে এবং নান্দনিকভাবে আনন্দদায়ক পৃষ্ঠের সমাপ্তি প্রদর্শন করে বিস্তৃত পোস্ট-প্রসেসিং ছাড়াই এটি দৃশ্যমান ভোক্তা পণ্যগুলির জন্য আদর্শ করে তোলে। এটি ছাঁচনির্মাণের সময় সহজেই টেক্সচার করা যায়।
-
মাত্রিক স্থায়িত্ব: এবিএস অংশগুলি সাধারণত ভাল মাত্রিক স্থিতিশীলতা দেখায়, যার অর্থ তারা ছাঁচনির্মাণের পরেও এবং তাদের পরিষেবা জীবনের সময়কালে তাদের আকার এবং আকার ধরে রাখে। টাইট সহনশীলতা বা ধারাবাহিক ফিটের জন্য অংশগুলির জন্য এটি অত্যন্ত গুরুত্বপূর্ণ।
অসুবিধা এবং সীমাবদ্ধতা
এর অনেক সুবিধা থাকা সত্ত্বেও, এবিএস এর ত্রুটিগুলি ছাড়াই নয়। সঠিক উপাদান নির্বাচন এবং নকশার জন্য এই সীমাবদ্ধতাগুলি বোঝা অত্যাবশ্যক:
-
অন্যান্য কিছু প্লাস্টিকের তুলনায় কম শক্তি: শক্তিশালী হলেও, এবিএস পলিকার্বোনেট (পিসি) বা কিছু নাইলনের মতো ইঞ্জিনিয়ারিং প্লাস্টিকের মতো শক্তিশালী বা কঠোর নয়, বিশেষত উচ্চ চাপ বা উন্নত তাপমাত্রার অধীনে।
-
কিছু ক্ষেত্রে দুর্বল দ্রাবক প্রতিরোধের: যেমনটি আগেই উল্লেখ করা হয়েছে, নির্দিষ্ট দ্রাবকগুলির প্রতি এর সংবেদনশীলতা এমন পরিবেশে এর ব্যবহারকে সীমাবদ্ধ করতে পারে যেখানে এটি আক্রমণাত্মক রাসায়নিকের সংস্পর্শে আসতে পারে।
-
জ্বলনযোগ্যতা: স্ট্যান্ডার্ড এবিএস জ্বলনযোগ্য এবং শিখার সংস্পর্শে এলে জ্বলবে, ধোঁয়া উত্পাদন করে। শিখা প্রতিরোধের প্রয়োজনীয় অ্যাপ্লিকেশনগুলির জন্য, এবিএসের বিশেষ শিখা-রিটার্ড্যান্ট (এফআর) গ্রেডগুলি উপলব্ধ, যা জ্বলন বাধা দেওয়ার জন্য সংযোজনগুলির সাথে তৈরি করা হয়।
-
ইউভি অবক্ষয়: আল্ট্রাভায়োলেট (ইউভি) আলোর দীর্ঘায়িত এক্সপোজার অবক্ষয় হতে পারে, যার ফলে রঙিন বিবর্ণ, হ্রাস যান্ত্রিক বৈশিষ্ট্য এবং পৃষ্ঠের চক্কর সৃষ্টি হয়। বহিরঙ্গন বা ইউভি-এক্সপোজড অ্যাপ্লিকেশনগুলির জন্য, ইউভি-স্থিতিশীল গ্রেড বা প্রতিরক্ষামূলক আবরণ প্রয়োজনীয়।
এই বৈশিষ্ট্যগুলি সাবধানতার সাথে ওজন করে, ডিজাইনাররা নির্ধারণ করতে পারেন যে তাদের নির্দিষ্ট ইনজেকশন ছাঁচনির্মাণ অ্যাপ্লিকেশনটির জন্য এবিএস হ'ল সর্বোত্তম উপাদান কিনা তা নিশ্চিত করে চূড়ান্ত পণ্যটি সমস্ত কর্মক্ষমতা এবং নান্দনিক প্রয়োজনীয়তা পূরণ করে।
এবিএস ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া
এবিএসের জন্য ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াটি মূলত অন্যান্য থার্মোপ্লাস্টিকগুলি ছাঁচনির্মাণের সাথে সমান হলেও, এবিএসের অনন্য বৈশিষ্ট্যগুলি উত্তোলন করতে এবং উচ্চ-মানের অংশগুলি নিশ্চিত করার জন্য নির্দিষ্ট পরামিতিগুলিতে যত্ন সহকারে মনোযোগ প্রয়োজন। প্রক্রিয়াটি চক্রীয়, প্রতিটি সম্পূর্ণ চক্রের সাথে একটি নতুন অংশ তৈরি করে।
ধাপে ধাপে গাইড
কাঁচা অ্যাবস পেললেটগুলি থেকে একটি সমাপ্ত উপাদান পর্যন্ত যাত্রায় বেশ কয়েকটি স্বতন্ত্র পর্যায়ে জড়িত:
-
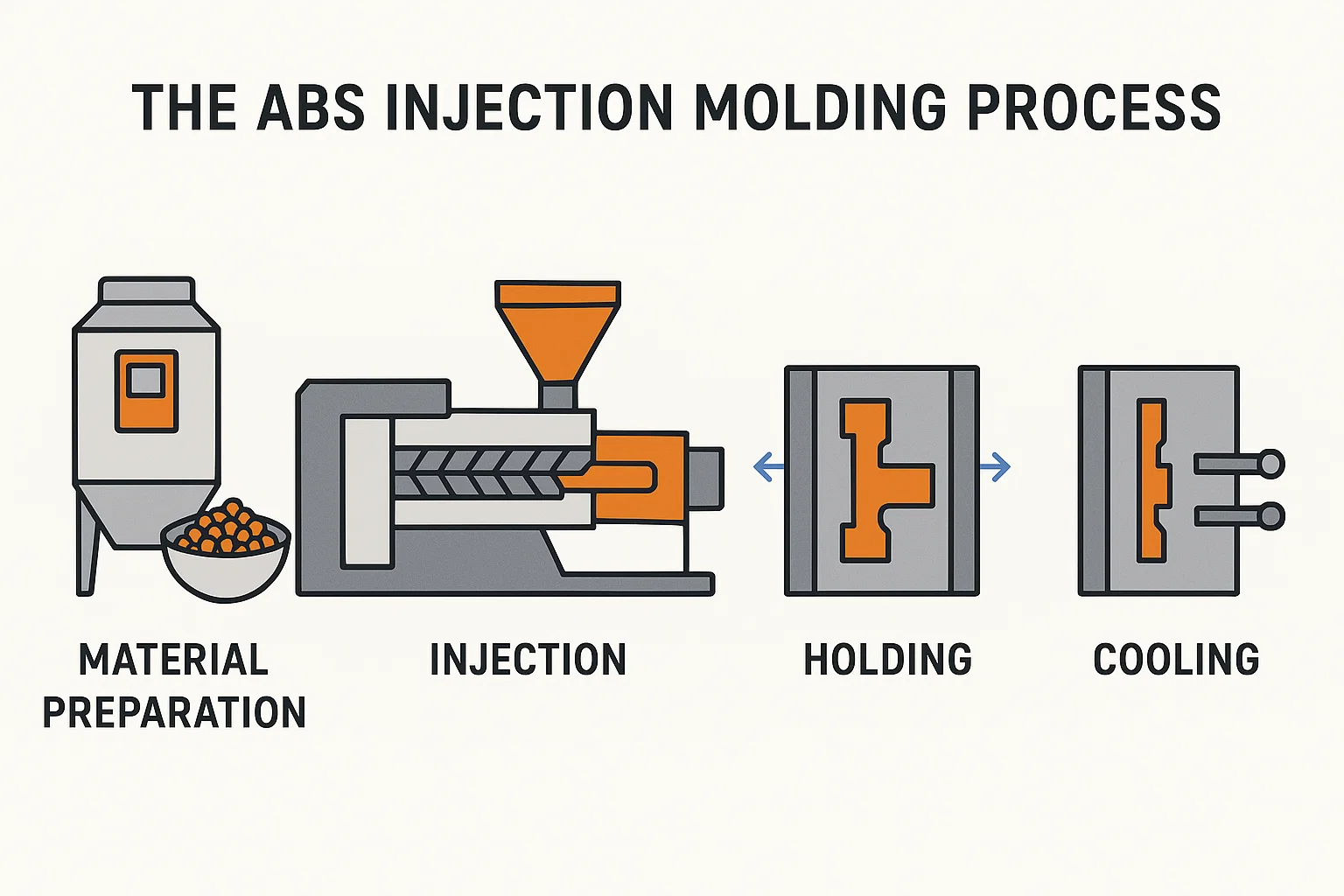
উপাদান প্রস্তুতি: শুকানো এবং প্রিহিটিং
-
শুকানো: এবিএস হাইড্রোস্কোপিক, যার অর্থ এটি বায়ুমণ্ডল থেকে আর্দ্রতা শোষণ করে। অতিরিক্ত আর্দ্রতা, এমনকি অল্প পরিমাণে এমনকি কসমেটিক ত্রুটিগুলি (স্প্লে চিহ্ন বা রৌপ্যের ধারাবাহিকতার মতো) হতে পারে এবং হাইড্রোলাইসিসের কারণে ছাঁচনির্মাণের সময় অংশ শক্তি হ্রাস করতে পারে (উচ্চ তাপমাত্রায় জল দ্বারা পলিমার চেইনের অবক্ষয়)। অতএব, অ্যাবস শেললেটগুলি অবশ্যই 2-4 ঘন্টা ধরে 80 ডিগ্রি সেন্টিগ্রেড থেকে 95 ডিগ্রি সেন্টিগ্রেড (176 ° F থেকে 203 ° F) অবধি তাপমাত্রায় 0.1% (প্রায়শই 0.05% এর কাছাকাছি) এর চেয়ে কম আর্দ্রতার সামগ্রীতে প্রক্রিয়াজাতকরণের আগে পুরোপুরি শুকিয়ে যেতে হবে।
-
প্রিহিটিং (অন্তর্নিহিত): প্রাথমিক লক্ষ্যটি শুকিয়ে যাওয়ার সময়, শুকানোর প্রক্রিয়াটি গুলিগুলিও প্রিহিট করে, যা ব্যারেলের শক্তি খরচ কিছুটা হ্রাস করতে পারে।
-
-
ইনজেকশন: ছাঁচের গহ্বরের মধ্যে গলে যাওয়া এবং ইনজেকশন এএসএস ইনজেকশন
-
একবার শুকিয়ে গেলে, অ্যাবস শেলগুলি একটি হপার থেকে ইনজেকশন ছাঁচনির্মাণ মেশিনের ব্যারেল খাওয়ানো হয়।
-
ব্যারেলের অভ্যন্তরে, একটি ঘোরানো স্ক্রু একই সাথে হিটিং ব্যান্ডগুলি (বাহ্যিক তাপ) এবং শিয়ার ফোর্সেস (স্ক্রুটির ঘূর্ণন দ্বারা উত্পাদিত ঘর্ষণ) এর সংমিশ্রণের মাধ্যমে এটি গলানোর সময় উপাদানটিকে এগিয়ে নিয়ে যায়।
-
গলিত অ্যাবস স্ক্রুটির সামনের দিকে জমে। যখন পর্যাপ্ত শট আকার সংগ্রহ করা হয়, তখন স্ক্রু দ্রুত এগিয়ে যায়, একটি প্লাঞ্জার হিসাবে কাজ করে, একটি অগ্রভাগ এবং ছাঁচের রানার সিস্টেমের মাধ্যমে বদ্ধ ছাঁচের গহ্বরের মধ্যে গলিত প্লাস্টিকের ইনজেকশন দেয়। এই পর্বটি উচ্চ চাপ (ইনজেকশন চাপ) এবং নিয়ন্ত্রিত গতি (ইনজেকশন গতি) এর অধীনে ঘটে।
-
-
হোল্ডিং: যথাযথ ভরাট নিশ্চিত করার জন্য চাপ বজায় রাখা
-
ছাঁচের গহ্বরটি পূরণ হওয়ার সাথে সাথে ইনজেকশন চাপটি একটি নিম্ন, টেকসই "হোল্ডিং প্রেসার" (প্যাকিং চাপ হিসাবেও পরিচিত) এ হ্রাস করা হয়।
-
এই হোল্ডিং চাপ বিভিন্ন কারণে গুরুত্বপূর্ণ:
-
প্লাস্টিক শীতল হয়ে যায় এবং ছাঁচের মধ্যে দৃ if ়তার সাথে এটি উপাদান সঙ্কুচিতের জন্য ক্ষতিপূরণ দেয়।
-
এটি নিশ্চিত করে যে ছাঁচের গহ্বরটি সম্পূর্ণরূপে পূর্ণ হয়েছে, "শর্ট শট" বা ভয়েডগুলি প্রতিরোধ করে।
-
এটি গহ্বরের মধ্যে অতিরিক্ত উপাদান প্যাক করে, অংশের ঘনত্ব, পৃষ্ঠের সমাপ্তি এবং মাত্রিক নির্ভুলতার উন্নতি করে। হোল্ডিং ফেজ সময়কাল গুরুত্বপূর্ণ।
-
-
-
কুলিং: ছাঁচের মধ্যে অংশটি দৃ ifying ়করণ
-
হোল্ডিং পর্বের পরে, গলিত প্লাস্টিকটি ছাঁচের মধ্যে শীতল হওয়ার সাথে সাথে দৃ ify ় হতে শুরু করে। ছাঁচটি সক্রিয়ভাবে শীতল করা হয়, সাধারণত ছাঁচ প্লেটের মধ্যে চ্যানেলগুলির মাধ্যমে জল বা তেল সঞ্চালন করে।
-
শীতল সময়টি অংশের প্রাচীরের বেধ, ছাঁচের তাপমাত্রা এবং নির্দিষ্ট এবিএস গ্রেড দ্বারা নির্ধারিত হয়। অপর্যাপ্ত শীতল সময়টি ওয়ারপেজ, বিকৃতি বা ইজেকশনে অসুবিধা হতে পারে, যখন অতিরিক্ত শীতল সময় চক্রের সময় এবং উত্পাদন ব্যয় বৃদ্ধি করে।
-
-
ইজেকশন: ছাঁচ থেকে সমাপ্ত অংশটি সরানো
-
অংশটি তার আকার বজায় রাখতে পর্যাপ্ত পরিমাণে শীতল এবং দৃ ified ় হয়ে গেলে, ছাঁচটি খোলে।
-
ইজেক্টর পিনগুলি সাধারণত ছাঁচের চলমান অর্ধেকের উপরে অবস্থিত, ছাঁচের গহ্বরের বাইরে সমাপ্ত অংশটি চাপ দেয়। খসড়া কোণ এবং পর্যাপ্ত ইজেকশন প্রক্রিয়া সহ যথাযথ ছাঁচ নকশা মসৃণ এবং ক্ষতি-মুক্ত অংশ অপসারণের জন্য গুরুত্বপূর্ণ।
-
অংশটি বের হওয়ার সাথে সাথে ছাঁচটি বন্ধ হয়ে যায় এবং পরবর্তী চক্রটি শুরু হয়, স্ক্রু ইতিমধ্যে পরবর্তী শটটি প্রস্তুত করে।
-
মূল পরামিতি এবং বিবেচনা
বিভিন্ন প্রসেসিং পরামিতিগুলির উপর সুনির্দিষ্ট নিয়ন্ত্রণ সফল এবিএস ইনজেকশন ছাঁচনির্মাণের জন্য সর্বজনীন। ছোটখাটো বিচ্যুতি উল্লেখযোগ্য অংশ ত্রুটি হতে পারে।
-
তাপমাত্রা নিয়ন্ত্রণ:
-
ব্যারেল তাপমাত্রা: এটি গলিত সান্দ্রতা এবং এবিএসের প্রবাহকে প্রভাবিত করে। এবিএসের জন্য সাধারণ ব্যারেল তাপমাত্রা 190 ডিগ্রি সেন্টিগ্রেড থেকে 240 ডিগ্রি সেন্টিগ্রেড (374 ডিগ্রি ফারেনহাইট থেকে 464 ডিগ্রি ফারেনহাইট) হয়, প্রায়শই হপার থেকে অগ্রভাগ পর্যন্ত একটি প্রগতিশীল তাপমাত্রার প্রোফাইলের সাথে থাকে। খুব কম, এবং উপাদান সঠিকভাবে প্রবাহিত হবে না; খুব বেশি, এবং অবক্ষয় ঘটতে পারে।
-
ছাঁচের তাপমাত্রা: এটি অংশের পৃষ্ঠের সমাপ্তি, মাত্রিক স্থিতিশীলতা এবং অভ্যন্তরীণ চাপগুলিকে উল্লেখযোগ্যভাবে প্রভাবিত করে। উচ্চতর ছাঁচের তাপমাত্রা (উদাঃ, 50 ডিগ্রি সেন্টিগ্রেড থেকে 80 ডিগ্রি সেন্টিগ্রেড / 122 ডিগ্রি ফারেনহাইট থেকে 176 ডিগ্রি ফারেনহাইট) সাধারণত পৃষ্ঠের গ্লসকে উন্নত করে, সিঙ্কের চিহ্নগুলি হ্রাস করে এবং ওয়ারপেজকে হ্রাস করতে পারে তবে শীতল হওয়ার সময়ও বাড়িয়ে দিতে পারে।
-
-
চাপ নিয়ন্ত্রণ:
-
ইনজেকশন চাপ: ছাঁচের গহ্বরটি পূরণ করতে ব্যবহৃত প্রাথমিক চাপ। এটি দ্রুত এবং সম্পূর্ণরূপে ছাঁচটি পূরণ করার জন্য যথেষ্ট উচ্চতর হতে হবে তবে ফ্ল্যাশ তৈরি করতে বা ছাঁচের ক্ষতি করতে এত বেশি নয়।
-
হোল্ডিং চাপ (প্যাকিং চাপ): সংকোচনের জন্য ক্ষতিপূরণ দেওয়ার জন্য ইনজেকশনের পরে প্রয়োগ করা হয়েছে। সাধারণত ইনজেকশন চাপের 50-80%, এটি ভাল অংশের ঘনত্ব অর্জন এবং সিঙ্কের চিহ্নগুলি প্রতিরোধের জন্য গুরুত্বপূর্ণ।
-
-
ইনজেকশন গতি:
-
গলিত প্লাস্টিকটি যে হারে ছাঁচটি পূরণ করে। দ্রুত গতি পাতলা বিভাগগুলি পূরণ করতে এবং ভাল পৃষ্ঠের সমাপ্তি অর্জনে সহায়তা করতে পারে তবে খুব দ্রুত জেটিং, বার্ন মার্কস বা আটকে থাকা বাতাসের কারণ হতে পারে। ধীর গতি এই সমস্যাগুলি প্রতিরোধ করতে পারে তবে সংক্ষিপ্ত শট হতে পারে। অনুকূল গতিতে প্রায়শই একটি প্রোফাইল জড়িত থাকে (উদাঃ, দ্রুত পূরণ, তারপরে ধীর)।
-
-
শীতল সময়:
-
সময়কাল অংশটি দৃ ification ়তার জন্য ছাঁচে থাকে। এটি মাত্রিক স্থিতিশীলতা নিশ্চিত করা এবং চক্রের সময়কে হ্রাস করার মধ্যে একটি ভারসাম্য। প্রাচীরের বেধ, উপাদান গ্রেড এবং ছাঁচের তাপমাত্রা দ্বারা নির্ধারিত।
-
সরঞ্জাম এবং সরঞ্জামকরণ
সফল এবিএস ইনজেকশন ছাঁচনির্মাণ বিশেষায়িত যন্ত্রপাতি এবং সুনির্দিষ্ট ইঞ্জিনিয়ারড ছাঁচের উপর নির্ভর করে।
-
ইনজেকশন ছাঁচনির্মাণ মেশিন: এই মেশিনগুলি আকারে (ক্ল্যাম্পিং ফোর্স, শট আকার) এবং প্রকার (জলবাহী, বৈদ্যুতিক, সংকর) পরিবর্তিত হয়। তারা সমন্বিত:
-
ক্ল্যাম্পিং ইউনিট: ছাঁচ অর্ধেক একসাথে ধরে এবং ইনজেকশন চলাকালীন ক্ল্যাম্পিং শক্তি প্রয়োগ করে।
-
ইনজেকশন ইউনিট: ব্যারেল, স্ক্রু, হিটার ব্যান্ড এবং অগ্রভাগ সমন্বিত প্লাস্টিকটি গলে এবং ইনজেকশন দেয়।
-
নিয়ন্ত্রণ ব্যবস্থা: সমস্ত প্রক্রিয়া পরামিতি পরিচালনা এবং পর্যবেক্ষণ।
-
-
ছাঁচ নকশা এবং নির্মাণ: ছাঁচটি ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াটির হৃদয়। এটি সাধারণত শক্ত ইস্পাত বা অ্যালুমিনিয়াম এবং সুনির্দিষ্টভাবে মেশিন থেকে তৈরি করা হয়। মূল দিকগুলির মধ্যে রয়েছে:
-
গহ্বর এবং কোর: অংশের বাহ্যিক এবং অভ্যন্তরীণ আকৃতি সংজ্ঞায়িত করুন।
-
ইজেকশন সিস্টেম: অংশটি বাইরে ঠেলে পিন, হাতা বা প্লেট।
-
কুলিং চ্যানেল: ছাঁচের তাপমাত্রা নিয়ন্ত্রণ করতে তরল জন্য পথ।
-
ভেন্টিলেশন সিস্টেম: ইনজেকশন চলাকালীন আটকা পড়া বাতাসকে পালানোর অনুমতি দেওয়ার জন্য ক্ষুদ্র ভেন্টগুলি।
-
-
গেট এবং রানারদের প্রকার: এগুলি ছাঁচের মধ্যে এমন পথ যা গলিত প্লাস্টিকের অগ্রভাগ থেকে ছাঁচের গহ্বর পর্যন্ত গাইড করে।
-
রানার্স: স্প্রু থেকে গলিত প্লাস্টিক বহন করে এমন চ্যানেলগুলি (যেখানে প্লাস্টিকের ছাঁচ প্রবেশ করে) গেটগুলিতে। তারা হতে পারে ঠান্ডা রানার্স (যেখানে রানার সিস্টেমের প্লাস্টিক শীতল হয় এবং অংশটি দিয়ে বের হয়, তারপরে পুনর্ব্যবহার করা হয়) বা হট রানার্স (যেখানে রানার সিস্টেমের প্লাস্টিক গলিত থাকে, রানার বর্জ্য দূর করে এবং প্রায়শই চক্রের সময় হ্রাস করে)। হট রানাররা তাদের দক্ষতার কারণে সাধারণত এবিএসের জন্য ব্যবহৃত হয়।
-
গেটস: ছোট খোলার মাধ্যমে প্লাস্টিকটি ছাঁচের গহ্বরের মধ্যে প্রবেশ করে। গেটের ধরণগুলি (উদাঃ, পিনপয়েন্ট, ট্যাব, সাবমেরিন, ফ্যান) অংশ জ্যামিতি, কাঙ্ক্ষিত ফিল প্যাটার্ন এবং অবক্ষয়ের স্বাচ্ছন্দ্যের ভিত্তিতে (অংশ থেকে গেটের ভেস্টিজ অপসারণ) এর ভিত্তিতে নির্বাচন করা হয়। ভাল প্রবাহ, ন্যূনতম চাপ এবং অনুকূল অংশ মানের জন্য যথাযথ গেটের অবস্থান গুরুত্বপূর্ণ।
-
এবিএস ইনজেকশন ছাঁচনির্মাণের জন্য ডিজাইন বিবেচনা
কার্যকর অংশ নকশা সফল এবং ব্যয়বহুল এবিএস ইনজেকশন ছাঁচনির্মাণের পক্ষে সর্বজনীন। এবিএস দুর্দান্ত প্রক্রিয়াকরণ অক্ষাংশ সরবরাহ করার সময়, নির্দিষ্ট ডিজাইনের নির্দেশিকাগুলি মেনে চলা অংশের গুণমানকে উল্লেখযোগ্যভাবে উন্নত করতে পারে, চক্রের সময় হ্রাস করতে পারে, সাধারণ ত্রুটিগুলি প্রতিরোধ করতে পারে এবং ছাঁচের জীবনকাল বাড়িয়ে তুলতে পারে।
প্রাচীরের বেধ
ইনজেকশন ছাঁচনির্মাণের সবচেয়ে সমালোচনামূলক ডিজাইনের পরামিতিগুলির মধ্যে একটি হ'ল প্রাচীরের বেধ।
-
এবিএস অংশগুলির জন্য সর্বোত্তম প্রাচীরের বেধ: সাধারণত, এবিএস অংশগুলি অভিন্ন প্রাচীরের বেধের সাথে সেরা সম্পাদন করে। অ্যাবস রেঞ্জের জন্য সাধারণ প্রস্তাবিত প্রাচীরের বেধ 1.5 মিমি থেকে 3.5 মিমি (0.060 ইঞ্চি থেকে 0.140 ইঞ্চি) । পাতলা দেয়ালগুলি পূরণ করা চ্যালেঞ্জ হতে পারে, যখন অতিরিক্ত ঘন দেয়ালগুলি উল্লেখযোগ্য সমস্যা দেখা দিতে পারে।
-
সিঙ্কের চিহ্ন এবং ওয়ারপেজ রোধ করতে ঘন বিভাগগুলি এড়ানো:
-
সিঙ্ক চিহ্ন: এগুলি হ'ল একটি ছাঁচযুক্ত অংশের পৃষ্ঠের হতাশা বা ইন্ডেন্টেশন, সাধারণত একটি ঘন বিভাগ, বস বা পাঁজরের বিপরীতে ঘটে। এগুলি গঠন করে কারণ ঘন বিভাগের উপাদানগুলি শীতল হয় এবং পার্শ্ববর্তী পাতলা অঞ্চলের তুলনায় ধীর হয়ে যায় এবং পৃষ্ঠটিকে অভ্যন্তরের দিকে টানছে।
-
ওয়ারপেজ: বিভিন্ন প্রাচীরের বেধের কারণে অ-ইউনিফর্ম কুলিং এবং ডিফারেনশিয়াল সংকোচনের ফলে অভ্যন্তরীণ চাপগুলি হতে পারে যা অংশটি ছাঁচ থেকে বের হয়ে গেলে ওয়ারপেজ বা বিকৃতি হিসাবে প্রকাশ করে।
-
সমাধান: সর্বাধিক অভিন্ন প্রাচীরের বেধের সাথে ডিজাইন করুন। যদি বেধের প্রকরণগুলি অনিবার্য হয় তবে নিশ্চিত করুন যে সেগুলি ধীরে ধীরে রূপান্তর। ঘন বিভাগগুলি ফাঁকা করুন বা আরও অভিন্ন প্রাচীরের বেধ তৈরি করতে কোরিং ব্যবহার করুন।
-
পাঁজর এবং গুসেটস
পাঁজর এবং গাসেটগুলি সামগ্রিক প্রাচীরের বেধ উল্লেখযোগ্যভাবে বৃদ্ধি না করে বা অতিরিক্ত ওজন যুক্ত না করে অংশগুলিতে শক্তি এবং কঠোরতা যুক্ত করার জন্য প্রয়োজনীয় কাঠামোগত বৈশিষ্ট্য।
-
যোগ করা শক্তি এবং কঠোরতার জন্য পাঁজর ব্যবহার করে:
-
উদ্দেশ্য: পাঁজরগুলি পাতলা, প্রাচীরের মতো অনুমানগুলি একটি অংশের বাঁকানো কঠোরতা এবং শক্তি বাড়াতে, সমতল পৃষ্ঠগুলিকে শক্তিশালী করতে বা প্রান্তিককরণ বৈশিষ্ট্য হিসাবে কাজ করতে ব্যবহৃত হয়।
-
নকশার নিয়ম: একটি পাঁজরের বেধ সাধারণত হওয়া উচিত নামমাত্র প্রাচীরের বেধের 50% থেকে 60% অংশের বিপরীত দিকে সিঙ্ক চিহ্নগুলি রোধ করতে। প্রশস্ত পাঁজর ডুবির চিহ্নের ঝুঁকি বাড়ায়।
-
উচ্চতা: পাঁজরের উচ্চতা প্রাচীরের বেধের কয়েকগুণ হতে পারে তবে লম্বা পাঁজরে উপযুক্ত খসড়া কোণ থাকতে হবে।
-
ব্যবধান: পাঁজরের মধ্যে যথাযথ ব্যবধান পর্যাপ্ত শীতলকরণ এবং উপাদান প্রবাহের অনুমতি দেয়।
-
-
কোণ এবং প্রান্তগুলি সমর্থন করার জন্য গুসেট ডিজাইন করা:
-
উদ্দেশ্য: গুসেটগুলি হ'ল ত্রিভুজাকার সমর্থন কাঠামো যা কোণ, স্ট্যান্ডঅফস বা সংযুক্তি পয়েন্টগুলিকে শক্তিশালী করতে ব্যবহৃত হয়, বাঁকানো বা ভাঙ্গন প্রতিরোধ করে। তারা স্থিতিশীলতা এবং শক্তি সরবরাহ করে যেখানে দুটি পৃষ্ঠতল মিলিত হয়।
-
নকশার নিয়ম: পাঁজরের অনুরূপ, গাসেটের বেধ ডুবির চিহ্নগুলি এড়াতে নামমাত্র প্রাচীরের বেধের সাথে সমানুপাতিক হওয়া উচিত। এগুলি উদার রেডিয়ির সাথে সুচারুভাবে সংহত করা উচিত।
-
খসড়া কোণ
খসড়া কোণগুলি একটি গুরুত্বপূর্ণ নকশা বৈশিষ্ট্য যা ছাঁচযুক্ত অংশগুলি ক্ষতি ছাড়াই ছাঁচ থেকে সহজেই বের করে আনতে দেয়।
-
সহজ অংশ ইজেকশন জন্য খসড়া কোণগুলির গুরুত্ব: খসড়া ব্যতীত, অংশগুলি ঘর্ষণের কারণে ছাঁচের পৃষ্ঠগুলিতে আটকে থাকতে পারে, ভ্যাকুয়াম তৈরি করতে পারে, বা এমনকি ইজেকশনের পরে উল্লেখযোগ্য চাপ এবং ক্ষতির কারণ হতে পারে।
-
এবিএসের জন্য প্রস্তাবিত খসড়া কোণ:
-
ন্যূনতম খসড়া প্রতি 0.5 ° থেকে 1 ° প্রায়শই মসৃণ পৃষ্ঠগুলির জন্য সুপারিশ করা হয়।
-
টেক্সচারযুক্ত পৃষ্ঠগুলির জন্য, একটি উচ্চতর খসড়া কোণ প্রয়োজনীয়, সাধারণত 0.025 মিমি (0.001 ইঞ্চি) প্রতি 1 ° থেকে 3 ° টেক্সচার গভীরতার, বর্ধিত পৃষ্ঠের ঘর্ষণের কারণে।
-
গভীর পাঁজর, বস বা গহ্বরের মতো বৈশিষ্ট্যগুলি সহজ মুক্তি নিশ্চিত করতে আরও উদার খসড়া কোণ থেকে উপকৃত হবে।
-
রেডি এবং ফিললেটস
অভ্যন্তরীণ এবং বাহ্যিক উভয়ই ধারালো কোণগুলি স্ট্রেস ঘনত্বের পয়েন্ট এবং এটি কাঠামোগত দুর্বলতা এবং ছাঁচ পরিধানের দিকে পরিচালিত করতে পারে।
-
রেডি এবং ফিললেটগুলির সাথে স্ট্রেস ঘনত্ব হ্রাস করা:
-
অভ্যন্তরীণ রেডিয় (ফিললেট): ফিললেটগুলির সাথে অভ্যন্তরীণ কোণগুলি নরম করা সমানভাবে স্ট্রেস বিতরণ করতে সহায়তা করে, ফাটল বা ফ্র্যাকচারগুলি প্রতিরোধ করে, বিশেষত যখন অংশটি প্রভাব বা বাঁকানো বোঝার শিকার হয়। এগুলি ছাঁচের মধ্যে উপাদান প্রবাহে সহায়তা করে, প্রবাহের রেখাগুলি হ্রাস করে।
-
বাহ্যিক রেডি: বৃত্তাকার বাহ্যিক কোণগুলি তীক্ষ্ণ প্রান্তগুলি হ্রাস করে যা চিপিং বা ক্ষতির ঝুঁকিতে থাকতে পারে। এটি অংশ নান্দনিকতা এবং ব্যবহারকারীর সুরক্ষার উন্নতি করে।
-
-
অংশ শক্তি এবং চেহারা উন্নত করা:
-
সাধারণত, অভ্যন্তরীণ ব্যাসার্ধ নামমাত্র প্রাচীরের বেধের কমপক্ষে 0.5 গুণ হওয়া উচিত , এবং বাহ্যিক ব্যাসার্ধটি অভ্যন্তরীণ ব্যাসার্ধ প্লাস প্রাচীরের বেধ হওয়া উচিত । এটি কোণার চারপাশে অভিন্ন প্রাচীরের বেধ বজায় রাখে।
-
এর ভাল প্রভাবের শক্তির কারণে এবিএস উদার রেডিয়াই থেকে উল্লেখযোগ্যভাবে উপকৃত হয়, কারণ গোলাকার কোণগুলি প্রভাব ইভেন্টের সময় শক্তি আরও কার্যকরভাবে শোষণ এবং বিলুপ্ত করতে সহায়তা করে।
-
এই নকশার নীতিগুলি সাবধানতার সাথে প্রয়োগ করে ইঞ্জিনিয়াররা নিশ্চিত করতে পারেন যে এবিএস অংশগুলি কেবল উত্পাদনযোগ্য নয় তবে তাদের উদ্দেশ্যযুক্ত জীবনকাল জুড়ে সর্বোত্তমভাবে সম্পাদন করে, এটি এবিএসের সহজাত উপাদানগুলির সর্বাধিক সুবিধাগুলি তৈরি করে।
এবিএস ইনজেকশন ছাঁচনির্মাণের অ্যাপ্লিকেশন
শক্তি, অনড়তা, নান্দনিক আবেদন এবং ব্যয়-কার্যকারিতাগুলির বহুমুখী সংমিশ্রণটি এবিএসকে ইনজেকশন ছাঁচনির্মাণের জন্য শিল্পের বিশাল অ্যারে জুড়ে অবিশ্বাস্যভাবে জনপ্রিয় উপাদান হিসাবে তৈরি করে। সহজেই প্রক্রিয়াজাতকরণ এবং আরও সমাপ্ত করার ক্ষমতা এর ইউটিলিটি প্রসারিত করে।
এখানে কয়েকটি প্রাথমিক খাত এবং সাধারণ অ্যাপ্লিকেশন রয়েছে যেখানে এবিএস ইনজেকশন ছাঁচনির্মাণগুলি এক্সেল করে:
স্বয়ংচালিত শিল্প
এবিএস স্বয়ংচালিত খাতের একটি প্রধান, এর প্রভাব প্রতিরোধের জন্য মূল্যবান, ভাল পৃষ্ঠের সমাপ্তি এবং সহজেই আঁকা বা ধাতুপট্টাবৃত করার ক্ষমতা।
-
ড্যাশবোর্ড উপাদান: ইনস্ট্রুমেন্ট প্যানেল, সেন্টার কনসোল এবং ইন্টিরিওর ট্রিম টুকরোগুলি প্রায়শই অ্যাবসকে নান্দনিক আবেদন, স্থায়িত্ব এবং গাড়ির কেবিনের মধ্যে তাপমাত্রার ওঠানামা সহ্য করার ক্ষমতার কারণে ব্যবহার করে।
-
অভ্যন্তরীণ ছাঁটাই: ডোর প্যানেল, গ্লোভ বক্স উপাদান, স্তম্ভের কভার এবং সিট ব্যাক প্যানেলগুলি প্রায়শই এবিএস ব্যবহার করে, কখনও কখনও বর্ধিত স্পর্শকাতর অনুভূতি বা উপস্থিতির জন্য অন্যান্য উপকরণগুলির সাথে মিলিত হয়।
-
বাহ্যিক অংশগুলি (অ-কাঠামোগত): প্রাথমিক কাঠামোগত উপাদানগুলির জন্য ব্যবহৃত না হলেও, এবিএস বাইরের অংশগুলিতে চাকা কভার, গ্রিলস, মিরর হাউজিংস এবং স্পোলারদের বিশেষত ধাতুপট্টাবৃত (যেমন, ক্রোম-ধাতুপট্টাবৃত গ্রিলস) এর মতো অ্যাপ্লিকেশন খুঁজে পায়।
গ্রাহক ইলেকট্রনিক্স
ভাল নান্দনিকতার ভারসাম্য, প্রভাব প্রতিরোধের এবং বৈদ্যুতিক নিরোধকটি এবিএসকে বৈদ্যুতিন ডিভাইস হাউজিংয়ের জন্য একটি গো-টু উপাদান তৈরি করে।
-
টিভি, কম্পিউটার এবং সরঞ্জামগুলির জন্য হাউজিংস: টেলিভিশন বেজেল এবং কম্পিউটার মনিটরের কেস থেকে ল্যাপটপ শেল এবং প্রিন্টার ক্যাসিং পর্যন্ত, এবিএস একটি টেকসই, অনমনীয় এবং নান্দনিকভাবে আনন্দদায়ক ঘের সরবরাহ করে।
-
ছোট সরঞ্জাম: মিশ্রণকারী, কফি প্রস্তুতকারক, ভ্যাকুয়াম ক্লিনার এবং হেয়ার ড্রায়ারগুলির উপাদানগুলি প্রায়শই তাদের দেহ এবং হ্যান্ডলগুলির জন্য অ্যাবসকে উত্তাপের প্রতিরোধের (একটি নির্দিষ্ট ডিগ্রীতে) এবং দৃ ust ় প্রকৃতির কারণে পরিচালনা করে।
-
রিমোট কন্ট্রোল এবং কীবোর্ড: স্পর্শকাতর অনুভূতি, স্থায়িত্ব এবং বোতাম এবং কীক্যাপগুলির জন্য সূক্ষ্ম বিবরণ রাখার ক্ষমতা এবিএসকে এই ঘন ঘন পরিচালিত আইটেমগুলির জন্য একটি দুর্দান্ত পছন্দ করে তোলে।
গৃহস্থালী সরঞ্জাম
স্থায়িত্ব, পরিষ্কারের স্বাচ্ছন্দ্য এবং কাঠামোগত অখণ্ডতা বজায় রাখার দক্ষতার কারণে এবিএস বিভিন্ন দেশীয় সরঞ্জামগুলিতে ব্যাপকভাবে ব্যবহৃত হয়।
-
রেফ্রিজারেটরের জন্য উপাদান: অভ্যন্তরীণ লাইনার, দরজার তাক এবং রেফ্রিজারেটরে ক্রিপার ড্রয়ারগুলি প্রায়শই ভাল নিম্ন-তাপমাত্রার প্রভাব প্রতিরোধের কারণে এবং খাদ্য অ্যাসিডের প্রতি রাসায়নিক প্রতিরোধের কারণে এবিএস থেকে তৈরি করা হয়।
-
ওয়াশিং মেশিন এবং ডিশ ওয়াশার: নিয়ন্ত্রণ প্যানেল, ডিটারজেন্ট বিতরণকারী এবং অভ্যন্তরীণ কাঠামোগত উপাদানগুলি যা গরম জল বা কঠোর রাসায়নিকগুলির সাথে সরাসরি যোগাযোগে আসে না প্রায়শই এবিএস ব্যবহার করে।
-
ভ্যাকুয়াম ক্লিনার: মূল আবাসন, অগ্রভাগ এবং অভ্যন্তরীণ উপাদানগুলি এবিএসের প্রভাব প্রতিরোধের এবং লাইটওয়েট বৈশিষ্ট্যগুলি থেকে উপকৃত হয়।
খেলনা এবং বিনোদনমূলক পণ্য
এবিএসের স্থায়িত্ব, সুরক্ষা এবং উজ্জ্বল রঙিন হওয়ার ক্ষমতা এটি শিশুদের পণ্য এবং বিনোদনমূলক গিয়ারের জন্য একটি প্রধান উপাদান করে তোলে।
-
বিল্ডিং ব্লক: আইকনিক বিল্ডিং ব্লক সেটগুলি (উদাঃ, লেগো® ইট) এর যথাযথ মাত্রিক স্থিতিশীলতা, প্রাণবন্ত রঙ ধারণ এবং দুর্দান্ত ক্লাচ শক্তি (একসাথে স্ন্যাপ করার ক্ষমতা এবং ধরে রাখার ক্ষমতা) এর কারণে বিখ্যাতভাবে এবিএস থেকে তৈরি করা হয়।
-
খেলনা গাড়ি এবং অ্যাকশন পরিসংখ্যান: প্রভাব প্রতিরোধের বিষয়টি নিশ্চিত করে যে এই খেলনাগুলি রুক্ষ খেলাকে সহ্য করতে পারে, অন্যদিকে ভাল পৃষ্ঠের সমাপ্তি জটিল বিশদ এবং প্রাণবন্ত চিত্রকলার অনুমতি দেয়।
-
ক্রীড়া পণ্য (উপাদান): অনুশীলন সরঞ্জাম, প্রতিরক্ষামূলক গিয়ার উপাদান এবং ক্রীড়া ইলেকট্রনিক্সের জন্য হাউজিংগুলির জন্য হ্যান্ডলগুলি প্রায়শই এবিএস ব্যবহার করে।
চিকিত্সা ডিভাইস
চিকিত্সা ক্ষেত্রে, এবিএস এর বায়োম্পোপ্যাটিবিলিটি (নির্দিষ্ট গ্রেডে), মাত্রিক স্থিতিশীলতা এবং সহজেই জীবাণুমুক্ত এবং অ আক্রমণাত্মক অ্যাপ্লিকেশনগুলির জন্য জটিল আকারে mold ালাই করার ক্ষমতা জন্য বেছে নেওয়া হয়।
-
চিকিত্সা সরঞ্জামের জন্য ঘের: ডায়াগনস্টিক সরঞ্জাম, মনিটরিং ডিভাইস এবং পরীক্ষাগার সরঞ্জামগুলির জন্য হাউজিংগুলি এবিএসের দৃ ust ়তা এবং পরিষ্কারযোগ্যতা থেকে উপকৃত হয়।
-
ডায়াগনস্টিক সরঞ্জাম: মেডিকেল যন্ত্রগুলির জন্য হ্যান্ডলগুলি (উদাঃ, ওটোস্কোপস, চক্ষুস্কোপস) এবং রক্ত বিশ্লেষণ মেশিন বা গ্লুকোজ মিটারগুলির জন্য উপাদানগুলি।
-
ড্রাগ ডেলিভারি সিস্টেমের উপাদানগুলি (অ-ইমপ্লান্টেবল): অটো-ইনজেক্টরগুলির অংশ বা বিশেষায়িত বিতরণকারী হাউজিংগুলির সরাসরি ড্রাগের যোগাযোগ নেই।
অ্যাপ্লিকেশনগুলির বিভিন্ন অ্যারে ইনজেকশন ছাঁচযুক্ত প্লাস্টিকের জগতে সত্যই বহুমুখী ওয়ার্কহর্স হিসাবে এবিএসের অবস্থানকে আন্ডারস্কোর করে, ক্রমাগত নতুন ব্যবহারগুলি সন্ধান করে যেখানে পারফরম্যান্স, উপস্থিতি এবং ব্যয়ের ভারসাম্য প্রয়োজন।
পৃষ্ঠ সমাপ্তি এবং পোস্ট প্রসেসিং
এবিএসের উল্লেখযোগ্য সুবিধাগুলির মধ্যে একটি হ'ল বিস্তৃত পৃষ্ঠের সমাপ্তি অর্জন এবং বিভিন্ন পোস্ট-প্রসেসিং কৌশলগুলিতে এর দুর্দান্ত গ্রহণযোগ্যতা অর্জনে এর বহুমুখিতা। এটি নির্মাতাদের বিভিন্ন অ্যাপ্লিকেশনগুলির জন্য নির্দিষ্ট নান্দনিক, স্পর্শকাতর এবং কার্যকরী প্রয়োজনীয়তাগুলি পূরণ করতে দেয়।
সাধারণ পৃষ্ঠ সমাপ্তি
একটি এবিএস অংশের পৃষ্ঠের সমাপ্তি মূলত ছাঁচের গহ্বরের পৃষ্ঠের টেক্সচার দ্বারা নির্ধারিত হয়।
-
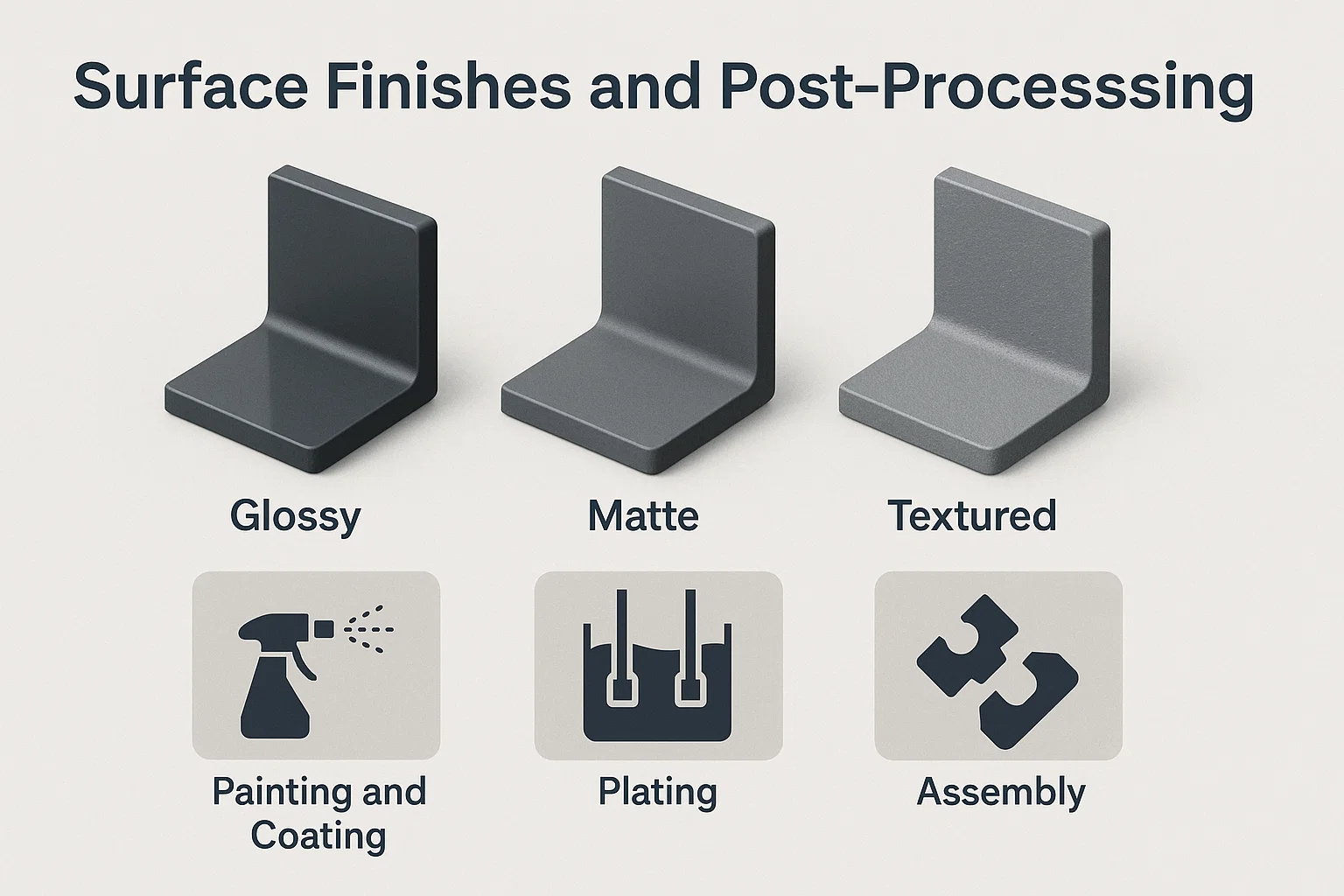
চকচকে (পালিশ): ছাঁচের পৃষ্ঠটিকে আয়নার মতো ফিনিসটিতে অত্যন্ত পালিশ করে অর্জন করা। এটি চকচকে এবং প্রতিফলিত অংশগুলিতে ফলাফল। চকচকে ফিনিসগুলি ভোক্তা ইলেকট্রনিক্স এবং আলংকারিক আইটেমগুলির জন্য জনপ্রিয় যেখানে একটি প্রিমিয়াম, মসৃণ চেহারা কাঙ্ক্ষিত। এগুলি পরিষ্কার করা আরও সহজ হতে থাকে।
-
ম্যাট: একটি নিস্তেজ, অ-প্রতিবিম্বিত ফিনিস তৈরি করতে ছাঁচের পৃষ্ঠটি এচিং বা ব্লাস্টিং দ্বারা উত্পাদিত। ম্যাট পৃষ্ঠগুলি আঙুলের ছাপগুলি, ছোটখাটো স্ক্র্যাচগুলি এবং প্রবাহের রেখাগুলি লুকিয়ে রাখতে কার্যকর, এগুলি স্বয়ংচালিত অভ্যন্তরীণ, সরঞ্জাম হ্যান্ডলগুলি এবং নির্দিষ্ট বৈদ্যুতিন ক্যাসিংয়ের জন্য উপযুক্ত করে তোলে।
-
টেক্সচার: ছাঁচের পৃষ্ঠে একটি নির্দিষ্ট প্যাটার্ন (উদাঃ, চামড়ার শস্য, স্টিপল, স্যান্ডব্লাস্ট) প্রয়োগ করে তৈরি করা হয়েছে। টেক্সচারগুলি গ্রিপ উন্নত করতে পারে, ভিজ্যুয়াল আগ্রহ যুক্ত করতে পারে, ছাঁচের অপূর্ণতাগুলি লুকিয়ে রাখতে পারে এবং ঝলক কমাতে পারে। অ্যাবস সহজেই ছাঁচ থেকে জটিল টেক্সচার তুলে নেয়।
-
ছাঁচ নকশা এবং প্রক্রিয়া নিয়ন্ত্রণের মাধ্যমে কাঙ্ক্ষিত পৃষ্ঠের সমাপ্তি অর্জন:
-
ছাঁচ পৃষ্ঠের প্রস্তুতি: পৃষ্ঠ সমাপ্তি নিয়ন্ত্রণ করার সর্বাধিক সরাসরি উপায়। গ্লস, পুঁতি ব্লাস্টিং বা ম্যাট/টেক্সচারযুক্ত সমাপ্তির জন্য রাসায়নিক এচিংয়ের জন্য পলিশিং।
-
ছাঁচের তাপমাত্রা: উচ্চতর ছাঁচের তাপমাত্রা সাধারণত গলিত প্লাস্টিকের ছাঁচের পৃষ্ঠটিকে আরও সঠিকভাবে প্রতিলিপি করার অনুমতি দিয়ে একটি গ্লসিয়ার ফিনিস প্রচার করে। নিম্ন তাপমাত্রা আরও ম্যাট চেহারা হতে পারে।
-
ইনজেকশন গতি এবং চাপ: অপ্টিমাইজড ইনজেকশন পরামিতিগুলি প্রবাহের চিহ্ন বা অন্য কোনও দাগ তৈরি না করে পৃষ্ঠের বিশদগুলির সম্পূর্ণ ছাঁচ পূরণ এবং প্রতিলিপি নিশ্চিত করে যা সমাপ্তি থেকে বিরত থাকে।
-
উপাদান শুকানো: সঠিকভাবে শুকনো অ্যাবস অত্যন্ত গুরুত্বপূর্ণ। আর্দ্রতা স্প্লে চিহ্নগুলিতে নিয়ে যেতে পারে, যা পৃষ্ঠের নান্দনিকতাগুলি ধ্বংস করে।
-
পেইন্টিং এবং লেপ
এবিএসের রাসায়নিক কাঠামো এটিকে পেইন্টস এবং লেপগুলিতে অত্যন্ত গ্রহণযোগ্য করে তোলে, একটি বিস্তৃত রঙের প্যালেট এবং বর্ধিত বৈশিষ্ট্যগুলির জন্য অনুমতি দেয়।
-
পেইন্টিংয়ের জন্য এবিএস অংশগুলি প্রস্তুত করা হচ্ছে: পেইন্টিংয়ের আগে, এবিএস অংশগুলিতে সাধারণত পৃষ্ঠের প্রস্তুতির প্রয়োজন হয়, যার মধ্যে পরিষ্কার করা (ছাঁচ রিলিজ এজেন্ট বা দূষকগুলি অপসারণ করতে), অবনতি, এবং কখনও কখনও একটি হালকা স্কাফিং বা প্রাইমার অ্যাপ্লিকেশন অনুকূল পেইন্ট আনুগত্য নিশ্চিত করতে অন্তর্ভুক্ত থাকতে পারে।
-
পেইন্টস এবং আবরণের ধরণগুলি ব্যবহৃত:
-
পলিউরেথেন (পিইউ) পেইন্টস: দুর্দান্ত আনুগত্য, স্থায়িত্ব এবং নান্দনিক বিকল্পগুলির বিস্তৃত (গ্লস, ম্যাট, সফট-টাচ) অফার করুন।
-
এক্রাইলিক পেইন্টস: সাধারণ উদ্দেশ্যে অ্যাপ্লিকেশনগুলির জন্য ভাল, ভাল রঙ ধরে রাখা এবং ওয়েদারেবিলিটি সরবরাহ করা।
-
জল ভিত্তিক পেইন্টস: পরিবেশগত কারণে ক্রমবর্ধমানভাবে ব্যবহৃত হয়, যদিও আনুগত্যের জন্য নির্দিষ্ট প্রাইমারের প্রয়োজন হতে পারে।
-
বিশেষ আবরণ: যেমন ইএমআই/আরএফআই শিল্ডিং লেপগুলি (বৈদ্যুতিন ঘেরের জন্য), ইউভি-প্রতিরক্ষামূলক আবরণ (বহিরঙ্গন অ্যাপ্লিকেশনগুলির জন্য), বা চিকিত্সা ডিভাইসের জন্য অ্যান্টি-মাইক্রোবিয়াল আবরণ।
-
ধাতুপট্টাবৃত
এবিএস হ'ল কয়েকটি সাধারণ প্লাস্টিকের মধ্যে একটি যা সফলভাবে বৈদ্যুতিনপ্রাণ করা যেতে পারে, এটি একটি ধাতব চেহারা এবং বর্ধিত পৃষ্ঠের বৈশিষ্ট্য দেয়।
-
আলংকারিক বা কার্যকরী উদ্দেশ্যে ইলেক্ট্রোপ্লেটিং এবিএস:
-
প্রক্রিয়া: প্রক্রিয়াটিতে মাইক্রোস্কোপিক পিটগুলি তৈরি করতে এবিএস পৃষ্ঠটি এচিং করা জড়িত, নিকেল বা তামাটির একটি রাসায়নিক স্তর মেনে চলার অনুমতি দেয়। এটি পৃষ্ঠকে পরিবাহী করে তোলে, যার পরে নিকেল, ক্রোম বা পিতলের মতো ধাতব স্তরগুলি বৈদ্যুতিন সংঘটিত হতে পারে।
-
আলংকারিক: প্লাস্টিকের অংশগুলি ধাতব চেহারা এবং অনুভূতি দেওয়ার জন্য স্বয়ংচালিত গ্রিলস, ট্রিম, বাথরুম ফিক্সচার এবং গ্রাহক ইলেকট্রনিক্সগুলিতে ব্যাপকভাবে ব্যবহৃত হয়।
-
কার্যকরী: ধাতুপট্টাবৃত পৃষ্ঠের কঠোরতা উন্নত করতে পারে, প্রতিরোধের পরিধান, বৈদ্যুতিক পরিবাহিতা বা বৈদ্যুতিন চৌম্বকীয় হস্তক্ষেপ (ইএমআই) ield াল সরবরাহ করতে পারে।
-
সমাবেশ
এবিএস পার্টস বিভিন্ন পদ্ধতি ব্যবহার করে সহজেই একত্রিত হতে পারে, বিভিন্ন ডিজাইনের প্রয়োজনীয়তা এবং উত্পাদন ভলিউমগুলি সরবরাহ করে।
-
এবিএস অংশে যোগদানের পদ্ধতি:
-
স্ন্যাপ ফিট: ইন্টিগ্রেটেড ডিজাইনের বৈশিষ্ট্যগুলি যা অতিরিক্ত ফাস্টেনার ছাড়াই অংশগুলি একসাথে স্ন্যাপ করতে দেয়। এটি একটি ব্যয়বহুল এবং দক্ষ সমাবেশ পদ্ধতি যা সাধারণত ইলেক্ট্রনিক্স হাউজিং এবং খেলনাগুলিতে ব্যবহৃত হয়। এবিএসের নমনীয়তা এবং প্রভাব প্রতিরোধের ফলে এটি জীবিত কব্জা এবং স্ন্যাপ বৈশিষ্ট্যগুলির জন্য উপযুক্ত করে তোলে।
-
স্ক্রু এবং সন্নিবেশ: স্ব-ট্যাপিং স্ক্রু বা থ্রেডযুক্ত সন্নিবেশ (হিট-স্টেকড, অতিস্বনক, বা ছাঁচনির্মাণ) এর মতো যান্ত্রিক ফাস্টেনারগুলি শক্তিশালী, পুনরায় কার্যক্ষম জয়েন্টগুলি সরবরাহ করে। এবিএস ভাল স্ক্রু ধরে রাখার প্রস্তাব দেয়।
-
আঠালো: দ্রাবক সিমেন্টস (যা একটি রাসায়নিক বন্ধন তৈরি করতে এবিএস পৃষ্ঠকে দ্রবীভূত করে), সায়ানোঅ্যাক্রাইলেটস (সুপার আঠালো) এবং দ্বি-অংশের ইপোক্সিগুলি সাধারণত শক্তিশালী, স্থায়ী বন্ধনের জন্য ব্যবহৃত হয়।
-
ওয়েল্ডিং:
-
অতিস্বনক ld ালাই: উচ্চ-ফ্রিকোয়েন্সি কম্পনগুলি যৌথ ইন্টারফেসে তাপ উত্পন্ন করে, প্লাস্টিকের গলে যায় এবং একটি শক্তিশালী বন্ধন তৈরি করে।
-
কম্পন ওয়েল্ডিং: অন্যের বিপরীতে একটি অংশ স্পন্দিত করে উত্পন্ন ঘর্ষণ তাপ তৈরি করে এবং যোগদানের জন্য প্লাস্টিকের গলে যায়।
-
হট প্লেট ওয়েল্ডিং: উত্তপ্ত প্লেটগুলি পৃষ্ঠগুলি গলে যায়, যা পরে একসাথে টিপানো হয়।
-
-
বিভিন্ন পোস্ট-প্রসেসিং এবং অ্যাসেম্বলি কৌশলগুলির সাথে বিভিন্ন সমাপ্তি অর্জন এবং নির্বিঘ্নে সংহত করার ক্ষমতা এবিএসকে একটি অবিশ্বাস্যভাবে বহুমুখী উপাদান পছন্দ করে তোলে, যা উচ্চ কাস্টমাইজড এবং কার্যকরীভাবে অনুকূলিত পণ্যগুলির জন্য অনুমতি দেয়।
সমস্যা সমাধান এবিএস ইনজেকশন ছাঁচনির্মাণ ত্রুটি
তুলনামূলকভাবে ভাল প্রক্রিয়াজাতকরণ সত্ত্বেও, এবিএস ইনজেকশন ছাঁচনির্মাণ এখনও অন্যান্য থার্মোপ্লাস্টিকের মতো বিভিন্ন ত্রুটি উপস্থাপন করতে পারে। ত্রুটি চিহ্নিত করা, এর মূল কারণ বোঝা এবং সঠিক সমাধান প্রয়োগ করা সফল উত্পাদনের মূল চাবিকাঠি। অনেকগুলি বিষয় উপাদান প্রস্তুতি, প্রক্রিয়াজাতকরণ পরামিতি বা ছাঁচ নকশা থেকে উদ্ভূত হতে পারে।
সাধারণ ত্রুটি
এখানে এবিএস ইনজেকশন ছাঁচনির্মাণে সর্বাধিক ঘন ঘন মুখোমুখি ত্রুটিগুলি রয়েছে:
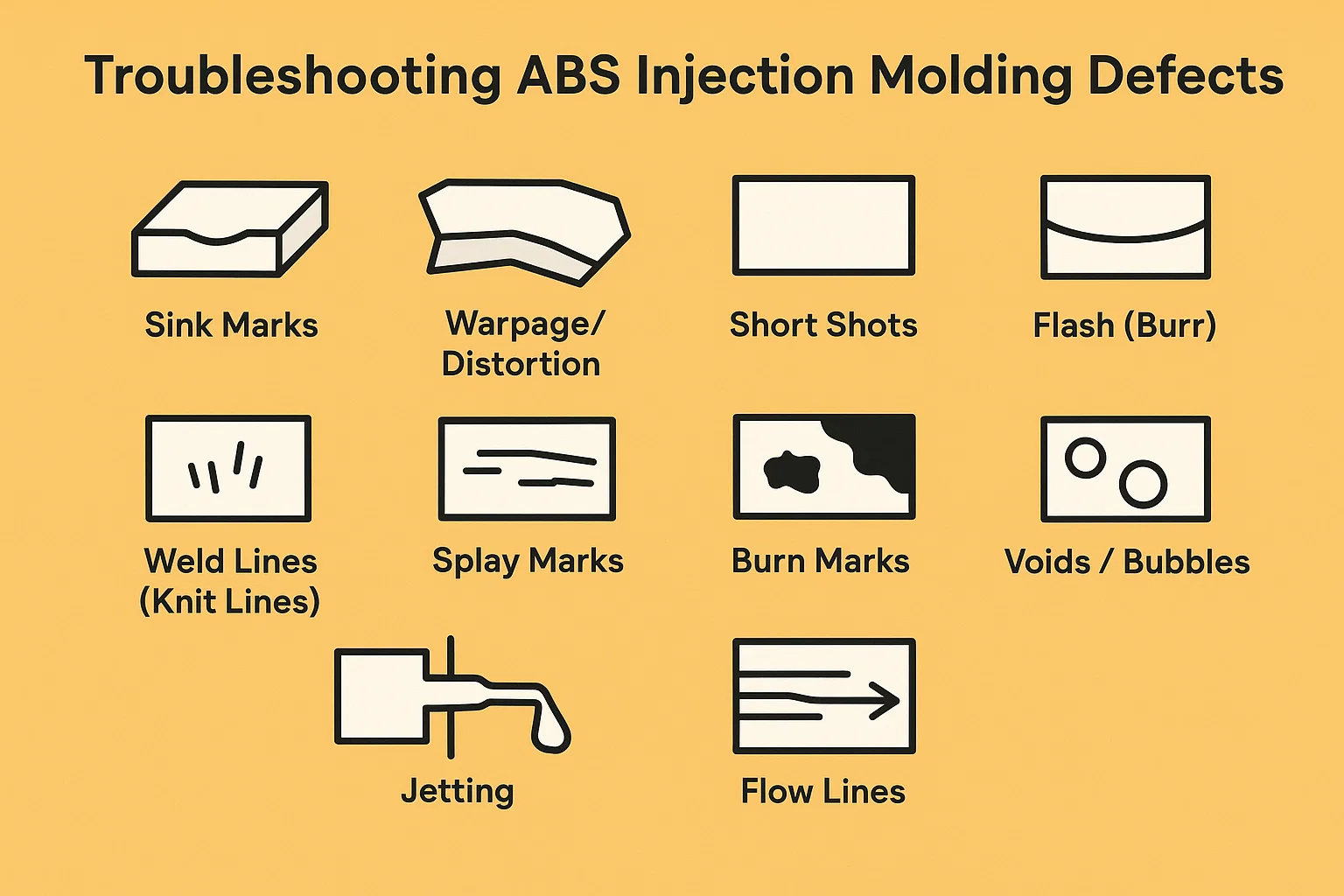
-
সিঙ্ক চিহ্ন: অংশের ঘন অংশগুলির পৃষ্ঠের মধ্যে হতাশা বা ডিম্পলগুলি।
-
ওয়ারপেজ/বিকৃতি: অংশটি ইজেকশনের পরে তার উদ্দেশ্যযুক্ত আকৃতি থেকে বিকৃত বা মোচড় দেয়।
-
সংক্ষিপ্ত শট (অ-ফিল): ছাঁচের গহ্বরটি সম্পূর্ণরূপে পূর্ণ হয় না, যার ফলে একটি অসম্পূর্ণ অংশ হয়।
-
ফ্ল্যাশ (বুড়): সাধারণত ছাঁচের বিভাজন লাইনে, উদ্দেশ্যযুক্ত অংশের সীমানা ছাড়িয়ে অতিরিক্ত উপাদানগুলি প্রসারিত হয়।
-
ওয়েল্ড লাইন (বোনা লাইন): দুটি গলিত ফ্রন্ট যেখানে মিলিত হয় এবং একসাথে ফিউজ করে সেই অংশে দৃশ্যমান রেখাগুলি বা খাঁজগুলি।
-
স্প্লে চিহ্ন / সিলভার স্ট্রাইকস: অংশ পৃষ্ঠের স্ট্রাইক বা সিলভারি লাইন, জলের চিহ্নের অনুরূপ।
-
বার্ন মার্কস: বর্ণহীন, সাধারণত কালো বা বাদামী, অংশে জ্বলন্ত অঞ্চলগুলি, প্রায়শই প্রবাহের শেষের কাছাকাছি বা ভেন্ট অঞ্চলে।
-
Voids / বুদবুদ: অংশের মধ্যে আটকে থাকা খালি স্পেস বা এয়ার পকেট, বিশেষত ঘন বিভাগগুলিতে।
-
জেটিং: গেট অঞ্চলে একটি সাপের মতো বা avy েউয়ের প্যাটার্ন, যেখানে গলিত প্লাস্টিকটি মসৃণভাবে প্রবাহিত হওয়ার চেয়ে গহ্বরের মধ্যে অঙ্কুরিত হয়।
-
প্রবাহ লাইন: গলিত উপাদানের প্রবাহের পথ নির্দেশ করে, দৃশ্যমান রেখা, নিদর্শন বা অংশের পৃষ্ঠের লাইনগুলি।
কারণ এবং সমাধান
এই ত্রুটিগুলি সম্বোধন করা প্রায়শই প্রক্রিয়াজাতকরণ পরামিতিগুলি সামঞ্জস্য করা, ছাঁচটি সংশোধন করা বা যথাযথ উপাদান হ্যান্ডলিং নিশ্চিত করার সংমিশ্রণে জড়িত।
| ত্রুটি | প্রাথমিক কারণ | সাধারণ সমাধান |
| সিঙ্ক চিহ্ন | - পুরু প্রাচীর বিভাগগুলি- অপর্যাপ্ত হোল্ডিং চাপ বা সময় ধরে রাখা- উচ্চ গলে তাপমাত্রা- খুব স্বল্প কুলিং সময়- গেট খুব ছোট বা ভুলভাবে স্থাপন করা | - প্রাচীরের বেধ হ্রাস; কোর আউট পুরু বিভাগগুলি- হোল্ডিং চাপ এবং/বা ধরে রাখার সময়- কম গলে তাপমাত্রা- শীতল সময় বাড়ান- গেটের আকার বাড়ান বা গেটটি ঘন বিভাগে স্থানান্তর করুন |
| ওয়ারপেজ/বিকৃতি | - অ-ইউনিফর্ম কুলিং বা ছাঁচ তাপমাত্রা- অসম প্রাচীরের বেধ- উচ্চ অভ্যন্তরীণ চাপ (যেমন, অতিরিক্ত ইনজেকশন চাপ/গতি থেকে)- প্রাথমিক ইজেকশন | - ছাঁচ কুলিং অনুকূলিত করুন (ভারসাম্য কুলিং চ্যানেলগুলি)- ছাঁচের তাপমাত্রা সামঞ্জস্য করুন (প্রায়শই গরম দিক বাড়ান)- অভিন্ন প্রাচীরের বেধ নিশ্চিত করুন; পাঁজর/গাসেট যুক্ত করুন- ইনজেকশন চাপ/গতি হ্রাস করুন- শীতল সময় বাড়ান |
| সংক্ষিপ্ত শট | - অপর্যাপ্ত উপাদান (শট আকার)- কম ইনজেকশন চাপ বা গতি- খুব কম গলে তাপমাত্রা (উচ্চ সান্দ্রতা)- সীমাবদ্ধ প্রবাহ (ছোট গেট/রানার, আটকে থাকা ভেন্ট)- আটকা পড়া বায়ু | - শট আকার বৃদ্ধি- ইনজেকশন চাপ বৃদ্ধি এবং/বা গতি- ব্যারেল/গলে তাপমাত্রা বৃদ্ধি করুন- গেটস/রানারদের বাড়ান; ছাঁচ ভেন্টিং উন্নত করুন- গেটটি আরও ঘন বিভাগে স্থানান্তর করুন |
| ফ্ল্যাশ | - অতিরিক্ত ক্ল্যাম্পিং ফোর্স (ছাঁচ ডিফ্লেকশন)- খুব উচ্চ ইনজেকশন চাপ বা হোল্ডিং প্রেসার- জীর্ণ ছাঁচ (পার্টিং লাইন পরিধান)- ছাঁচ সঠিকভাবে বন্ধ হচ্ছে না- খুব উচ্চ গলিত তাপমাত্রা | - ক্ল্যাম্পিং ফোর্স হ্রাস করুন (কেবলমাত্র উপরে প্রয়োজনীয়)- ইনজেকশন চাপ হ্রাস করুন এবং/অথবা চাপ ধরে রাখা- মেরামত করুন বা জীর্ণ ছাঁচ বিভাগগুলি প্রতিস্থাপন করুন- নিশ্চিত করুন যে ছাঁচটি পরিষ্কার রয়েছে; টাই-বার টেনশন সামঞ্জস্য করুন- গলে তাপমাত্রা হ্রাস করুন |
| ওয়েল্ড লাইন | - কম গলে তাপমাত্রা (দুর্বল ফিউশন)- কম ইনজেকশন চাপ/গতি- অনুপযুক্ত গেটের অবস্থান (গলিত ফ্রন্টগুলি খুব তাড়াতাড়ি/ঠান্ডা মিলিত হয়)- দুর্বল ভেন্টিং (আটকে থাকা বায়ু) | - গলে তাপমাত্রা বৃদ্ধি করুন- ইনজেকশন চাপ/গতি বাড়ান- গলিত ফ্রন্টগুলি উচ্চতর তাপমাত্রা/চাপে পূরণ করার জন্য গেটগুলি স্থানান্তর করুন- ওয়েল্ড লাইনের স্থানে ছাঁচ ভেন্টিং উন্নত করুন |
| স্প্লে চিহ্ন / সিলভার স্ট্রাইক | - উপাদানগুলিতে অতিরিক্ত আর্দ্রতা (এবিএসের জন্য সর্বাধিক সাধারণ)- খুব উচ্চ গলে তাপমাত্রা- ব্যারেল (হ্যাং-আপ) এ উপাদান অবক্ষয়- খুব দ্রুত ইনজেকশন গতি | - পুঙ্খানুপুঙ্খভাবে শুকনো অ্যাবস পেললেটগুলি (এবিএসের জন্য গুরুত্বপূর্ণ!)- গলে তাপমাত্রা হ্রাস করুন- পরিষ্কার ব্যারেল এবং স্ক্রু- ইনজেকশন গতি হ্রাস করুন; পিছনে চাপ বাড়ান (আরও ভাল মিশ্রণ/হোমোজেনাইজেশনের জন্য) |
| বার্ন মার্কস | - ছাঁচ গহ্বরের মধ্যে আটকা পড়া বায়ু (দুর্বল ভেন্টিং)- অতিরিক্ত ইনজেকশন গতি- প্রবাহের শেষে উপাদান অবক্ষয়- অগ্রভাগ খুব বেশি সীমাবদ্ধ | - ছাঁচ ভেন্টিং উন্নত করুন (ভেন্ট যুক্ত করুন, বিদ্যমান বাড়ান)- ইনজেকশন গতি হ্রাস করুন- গলে তাপমাত্রা হ্রাস করুন- নিশ্চিত করুন যে অগ্রভাগ যথাযথভাবে আকারের এবং আংশিকভাবে অবরুদ্ধ নয় তা নিশ্চিত করুন |
| Voids / বুদবুদ | - অপর্যাপ্ত হোল্ডিং চাপ/সময় (উপাদান থেকে দূরে সরে যায়)- খুব উচ্চ গলে তাপমাত্রা (গ্যাস গঠন)- অসম শীতলকরণ- অতিরিক্ত আর্দ্রতা- আটকা পড়া বায়ু | - হোল্ডিং চাপ বৃদ্ধি এবং/বা সময় ধরে রাখা- গলে তাপমাত্রা হ্রাস করুন- ছাঁচ কুলিংকে অনুকূলিত করুন- নিশ্চিত করুন যে উপাদানগুলি সঠিকভাবে শুকানো হয়েছে- ভেন্টিং উন্নত করুন, ইনজেকশন গতি সামঞ্জস্য করুন (আটকে থাকা বাতাসের জন্য) |
| জেটিং | - গেট খুব ছোট- ইনজেকশন গতি গেট এ খুব বেশি- পাতলা বিভাগে সরাসরি গেটিং | - গেটের আকার বাড়ান- গেটে ইনজেকশন গতি হ্রাস করুন (ধীর প্রাথমিক ভরা |
| প্রবাহ লাইন | - খুব কম গলে বা ছাঁচ তাপমাত্রা- খুব ধীর ইনজেকশন গতি- অসম প্রাচীরের বেধ- গেট খুব ছোট বা দুর্বল অবস্থিত | - গলে বা ছাঁচের তাপমাত্রা বৃদ্ধি করুন- ইনজেকশন গতি বাড়ান (মসৃণ প্রবাহ নিশ্চিত করুন)- প্রাচীরের বেধ নকশা অনুকূলিত করুন- গেটটি স্থানান্তর করুন বা স্থানান্তর করুন |
প্রক্রিয়া অপ্টিমাইজেশন এবং ছাঁচ নকশা পরিবর্তনের মাধ্যমে ত্রুটিগুলি সম্বোধন করা:
পদ্ধতিগতভাবে সমস্যা সমাধানের কাছে যাওয়া গুরুত্বপূর্ণ। উপাদান শুকানো এবং বেসিক মেশিন সেটিংস যাচাই করে শুরু করুন। তারপরে, কারণটি বিচ্ছিন্ন করার জন্য একবারে একটি প্যারামিটারে ছোট, বর্ধিত পরিবর্তনগুলি করুন। অবিচ্ছিন্ন সমস্যাগুলির জন্য, ছাঁচ ডিজাইনের একটি পর্যালোচনা (ভেন্টিং, গেটস, কুলিং লাইন, প্রাচীরের বেধ) প্রায়শই প্রয়োজনীয়। ছাঁচ ডিজাইনার, প্রক্রিয়া প্রকৌশলী এবং উপাদান সরবরাহকারীর মধ্যে সহযোগিতা কার্যকর সমস্যা সমাধানের মূল চাবিকাঠি।
এবিএস ইনজেকশন ছাঁচনির্মাণে গুণমান নিয়ন্ত্রণ
ইনজেকশন ছাঁচনির্মাণে ধারাবাহিক গুণমান বজায় রাখা বিশেষত সমালোচনামূলক অ্যাপ্লিকেশনগুলিতে ব্যবহৃত এবিএস অংশগুলির জন্য। কোয়ালিটি কন্ট্রোল (কিউসি) কাঁচামাল পরিদর্শন থেকে চূড়ান্ত অংশ যাচাইকরণ পর্যন্ত উত্পাদন প্রক্রিয়া জুড়ে প্রয়োগ করা একাধিক পরিদর্শন এবং পরীক্ষার পদ্ধতি অন্তর্ভুক্ত করে।
পরিদর্শন কৌশল
ভিজ্যুয়াল এবং ডাইমেনশনাল ইন্সপেকশনগুলি সাধারণত ত্রুটিগুলি সনাক্তকরণ এবং অংশগুলি ডিজাইনের নির্দিষ্টকরণের সাথে সামঞ্জস্য করার ক্ষেত্রে প্রতিরক্ষা প্রথম লাইন।
-
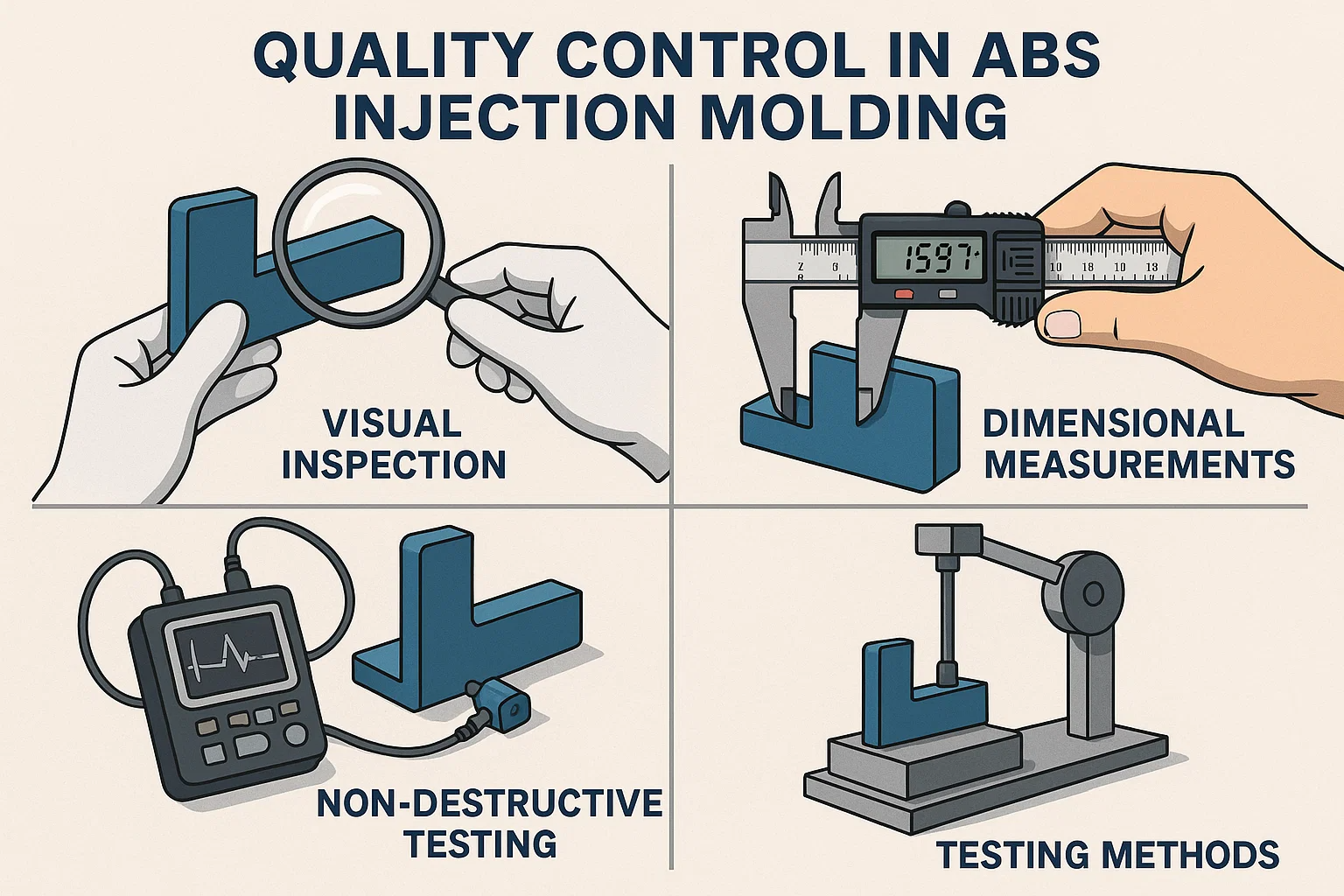
ভিজ্যুয়াল পরিদর্শন:
-
উদ্দেশ্য: সিঙ্ক চিহ্ন, ফ্ল্যাশ, স্প্লে চিহ্ন, পোড়া চিহ্ন, বিবর্ণতা, প্রবাহ লাইন এবং পৃষ্ঠের অপূর্ণতাগুলির মতো প্রসাধনী ত্রুটিগুলি সনাক্ত করতে।
-
পদ্ধতি: প্রশিক্ষিত অপারেটররা রেফারেন্স নমুনা বা সংজ্ঞায়িত স্বীকৃতি মানদণ্ডের বিরুদ্ধে প্রতিটি অংশ (বা একটি পরিসংখ্যানগতভাবে গুরুত্বপূর্ণ নমুনা) দৃশ্যত পরীক্ষা করে। যথাযথ আলো এবং পরিদর্শন বুথগুলি প্রায়শই ব্যবহৃত হয়।
-
-
মাত্রিক পরিমাপ:
-
উদ্দেশ্য: অংশটির মাত্রা ইঞ্জিনিয়ারিং অঙ্কনগুলিতে নির্দিষ্ট সহনশীলতা মেনে চলে তা যাচাই করতে।
-
পদ্ধতি: বিভিন্ন যথার্থ যন্ত্র ব্যবহার করা হয়:
-
ক্যালিপার এবং মাইক্রোমিটার: দৈর্ঘ্য, প্রস্থ, বেধ এবং ব্যাসের প্রাথমিক পরিমাপের জন্য।
-
উচ্চতা গেজ: উল্লম্ব মাত্রা জন্য।
-
যান/না-গো গেজ: নির্দিষ্ট সমালোচনামূলক বৈশিষ্ট্যগুলির দ্রুত যাচাইয়ের জন্য (উদাঃ, গর্ত ব্যাস, পিনের দৈর্ঘ্য)।
-
সমন্বিত পরিমাপ মেশিনগুলি (সিএমএম): অত্যন্ত নির্ভুল এবং জটিল 3 ডি মাত্রিক পরিমাপের জন্য, প্রায়শই প্রথম নিবন্ধ পরিদর্শন বা চ্যালেঞ্জিং জ্যামিতিগুলির জন্য ব্যবহৃত হয়।
-
অপটিক্যাল তুলনামূলক / ভিশন সিস্টেম: অ-যোগাযোগের পরিমাপ এবং সিএডি মডেলগুলির সাথে তুলনা করার জন্য, বিশেষত ছোট বা জটিল অংশগুলির জন্য দরকারী।
-
-
-
অ-ধ্বংসাত্মক পরীক্ষা (এনডিটি):
-
উদ্দেশ্য: অভ্যন্তরীণ কাঠামোগুলি পরিদর্শন করতে বা অংশটি ক্ষতিগ্রস্থ না করে লুকানো ত্রুটিগুলি সনাক্ত করতে।
-
পদ্ধতি (উদাহরণ):
-
অতিস্বনক পরীক্ষা: অভ্যন্তরীণ ভয়েড, ডিলিমিনেশন বা পোরোসিটি সনাক্ত করতে শব্দ তরঙ্গ ব্যবহার করে।
-
এক্স-রে পরিদর্শন (রেডিওগ্রাফি): ভয়েডস, সংক্ষিপ্ত শট বা বিদেশী অন্তর্ভুক্তির মতো অভ্যন্তরীণ ত্রুটিগুলি প্রকাশ করতে পারে।
-
থার্মোগ্রাফি: শীতল বা উপাদান বিতরণে অসঙ্গতিগুলি সনাক্ত করতে তাপীয় ইমেজিং ব্যবহার করে, যা ত্রুটিগুলি নির্দেশ করতে পারে।
-
-
পরীক্ষার পদ্ধতি
ভিজ্যুয়াল এবং ডাইমেনশনাল চেকের বাইরেও, এবিএস অংশগুলির যান্ত্রিক, তাপ এবং রাসায়নিক বৈশিষ্ট্যগুলি মূল্যায়নের জন্য বিভিন্ন ধ্বংসাত্মক এবং অ-ধ্বংসাত্মক পরীক্ষা করা হয়।
-
প্রভাব পরীক্ষা:
-
উদ্দেশ্য: উচ্চ-গতির প্রভাবের অধীনে ফ্র্যাকচারের জন্য উপাদানের প্রতিরোধের পরিমাপ করতে। এটি খ্যাতিমান দৃ ness ়তার কারণে এবিএসের জন্য বিশেষভাবে গুরুত্বপূর্ণ।
-
পদ্ধতি:
-
আইজোড ইমপ্যাক্ট টেস্ট: একটি সুইংিং পেন্ডুলাম দ্বারা ভাঙা একটি খাঁজযুক্ত নমুনা দ্বারা শোষিত শক্তি পরিমাপ করে।
-
চরপি প্রভাব পরীক্ষা: আইজডের অনুরূপ তবে একটি আলাদা নমুনা সমর্থন এবং স্ট্রাইকিং পদ্ধতি ব্যবহার করে।
-
-
-
টেনসিল টেস্টিং:
-
উদ্দেশ্য: উত্তেজনার অধীনে উপাদানের শক্তি এবং দীর্ঘায়নের পরিমাপ করা (টানছে বাহিনী)। এটি টেনসিল শক্তি, ফলন শক্তি এবং বিরতিতে দীর্ঘায়নের ডেটা সরবরাহ করে।
-
পদ্ধতি: এটি ভেঙে না যাওয়া পর্যন্ত উভয় প্রান্ত থেকে একটি নমুনা টানা হয় এবং ফোর্স-এনলজেশন ডেটা রেকর্ড করা হয়।
-
-
নমনীয় পরীক্ষা (নমন পরীক্ষা):
-
উদ্দেশ্য: উপাদানের কঠোরতা এবং বাঁকানো বিকৃতি প্রতিরোধের পরিমাপ করতে। এটি নমনীয় শক্তি এবং নমনীয় মডুলাস ডেটা সরবরাহ করে।
-
পদ্ধতি: একটি নমুনা দুটি পয়েন্টে সমর্থিত হয় এবং এটি একটি নির্দিষ্ট পরিমাণ ভেঙে বা অপসারণ না করা পর্যন্ত তৃতীয় পয়েন্টে একটি লোড প্রয়োগ করা হয়।
-
-
তাপ ডিফ্লেশন তাপমাত্রা (এইচডিটি) পরীক্ষা:
-
উদ্দেশ্য: একটি পলিমার নমুনা নির্দিষ্ট লোডের নীচে বিকৃত করে এমন তাপমাত্রা নির্ধারণ করতে। উন্নত তাপমাত্রার সংস্পর্শে থাকা অ্যাপ্লিকেশনগুলির জন্য গুরুত্বপূর্ণ।
-
-
রাসায়নিক প্রতিরোধের পরীক্ষা:
-
উদ্দেশ্য: নির্দিষ্ট রাসায়নিকগুলি (অ্যাসিড, ঘাঁটি, দ্রাবক) সংস্পর্শে এএসএস উপাদানগুলি কীভাবে প্রতিক্রিয়া দেখায় তা নির্ধারণ করতে।
-
পদ্ধতি: নমুনাগুলি একটি নির্দিষ্ট সময়ের জন্য রাসায়নিক এজেন্টগুলিতে নিমজ্জিত হয় এবং তারপরে ওজন, মাত্রা, উপস্থিতি বা যান্ত্রিক বৈশিষ্ট্যের পরিবর্তনের জন্য পরিদর্শন করা হয়।
-
মান এবং শংসাপত্র
শিল্পের মানগুলির সাথে আনুগত্য এবং প্রাসঙ্গিক শংসাপত্র প্রাপ্তি উপাদানগুলির গুণমান, প্রক্রিয়া ধারাবাহিকতা এবং পণ্য সুরক্ষা, বিশেষত নিয়ন্ত্রিত শিল্পগুলিতে নিশ্চিত করার জন্য গুরুত্বপূর্ণ।
-
এএসটিএম (আমেরিকান সোসাইটি ফর টেস্টিং অ্যান্ড ম্যাটারিয়ালস) অ্যাবস উপকরণ এবং ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াগুলির জন্য মান:
-
এএসটিএম ডি 4673: অ্যাক্রিলোনাইট্রাইল-বুটাদিন-স্টাইলিন (এবিএস) ছাঁচনির্মাণ এবং এক্সট্রুশন উপকরণগুলির জন্য স্ট্যান্ডার্ড স্পেসিফিকেশন। এই স্ট্যান্ডার্ডটি প্রভাব শক্তি, টেনসিল শক্তি এবং তাপ বিচ্ছিন্নতার মতো বৈশিষ্ট্যের ভিত্তিতে এবিএসের বিভিন্ন গ্রেড সংজ্ঞায়িত করে।
-
ASTM D3935: পলি (অ্যাক্রিলোনাইট্রাইল-বুটাদিয়েন-স্টাইলিন) এর জন্য স্ট্যান্ডার্ড স্পেসিফিকেশন (এবিএস) প্লাস্টিকের পাইপ এবং ফিটিংস যৌগিক।
-
অন্যান্য এএসটিএম মানগুলি নির্দিষ্ট পরীক্ষার পদ্ধতিতে (উদাঃ, আইজেড প্রভাবের জন্য এএসটিএম ডি 256, টেনসিল বৈশিষ্ট্যের জন্য এএসটিএম ডি 638, এইচডিটির জন্য এএসটিএম ডি 648) প্রয়োগ করতে পারে।
-
-
আইএসও (মানককরণের জন্য আন্তর্জাতিক সংস্থা) মান:
-
আইএসও 19067: প্লাস্টিকস-এক্রাইলোনাইট্রাইল-বুটাদিন-স্টাইলিন (এবিএস) ছাঁচনির্মাণ এবং এক্সট্রুশন উপকরণ। এএসটিএম ডি 4673 এর মতো, এটি এবিএসের জন্য প্রয়োজনীয়তা এবং পরীক্ষার পদ্ধতিগুলি নির্দিষ্ট করে।
-
আইএসও 9001: গুণমান পরিচালনা ব্যবস্থা। এবিএসের সাথে সুনির্দিষ্ট না হলেও, এই শংসাপত্রটি ইনজেকশন ছাঁচনির্মাণ সহ সমস্ত ক্রিয়াকলাপ জুড়ে একটি শক্তিশালী গুণমান পরিচালন ব্যবস্থার প্রতি প্রস্তুতকারকের প্রতিশ্রুতি প্রদর্শন করে।
-
-
শিল্প-নির্দিষ্ট শংসাপত্র:
-
ইউএল (আন্ডার রাইটার ল্যাবরেটরিজ): বৈদ্যুতিক পণ্য সুরক্ষার জন্য, এবিএস প্রায়শই বৈদ্যুতিন ঘেরগুলিতে ব্যবহার করা হলে নির্দিষ্ট জ্বলনযোগ্যতা রেটিংগুলি (যেমন, শিখা-রিটার্ড্যান্ট গ্রেডের জন্য উল 94 ভি -0) পূরণ করতে হবে।
-
এফডিএ (খাদ্য ও ওষুধ প্রশাসন): চিকিত্সা বা খাদ্য-যোগাযোগের অ্যাপ্লিকেশনগুলির জন্য, এবিএসের নির্দিষ্ট গ্রেডগুলির উপাদান সুরক্ষার জন্য এফডিএ বিধিমালা মেনে চলার প্রয়োজন হতে পারে।
-
আইএটিএফ 16949: স্বয়ংচালিত শিল্পের জন্য, এই স্ট্যান্ডার্ডটি স্বয়ংচালিত উত্পাদন এবং প্রাসঙ্গিক পরিষেবা যন্ত্রাংশ সংস্থাগুলির জন্য মান পরিচালনার সিস্টেমের প্রয়োজনীয়তাগুলি সংজ্ঞায়িত করে।
-
এই কঠোর মান নিয়ন্ত্রণ ব্যবস্থাগুলি বাস্তবায়নের মাধ্যমে, নির্মাতারা নিশ্চিত করতে পারেন যে এবিএস ইনজেকশন ছাঁচযুক্ত অংশগুলি ধারাবাহিকভাবে পারফরম্যান্স, নির্ভরযোগ্যতা এবং সুরক্ষার সর্বোচ্চ মান পূরণ করে, বাজারে আস্থা ও খ্যাতি অর্জন করে।
এবিএস ইনজেকশন ছাঁচনির্মাণের ব্যয় বিশ্লেষণ
একটি এবিএস ইনজেকশন ছাঁচনির্মাণ প্রকল্পের মোট ব্যয় প্রাথমিক নকশার পর্যায় থেকে উত্পাদন ভলিউম এবং পোস্ট-প্রসেসিং প্রয়োজনীয়তা পর্যন্ত প্রচুর কারণ দ্বারা প্রভাবিত হয়। একটি পুঙ্খানুপুঙ্খ ব্যয় বিশ্লেষণ পণ্যের গুণমান এবং অর্থনৈতিক বাস্তবতা উভয়ই নিশ্চিত করতে অবহিত সিদ্ধান্ত নিতে সহায়তা করে।
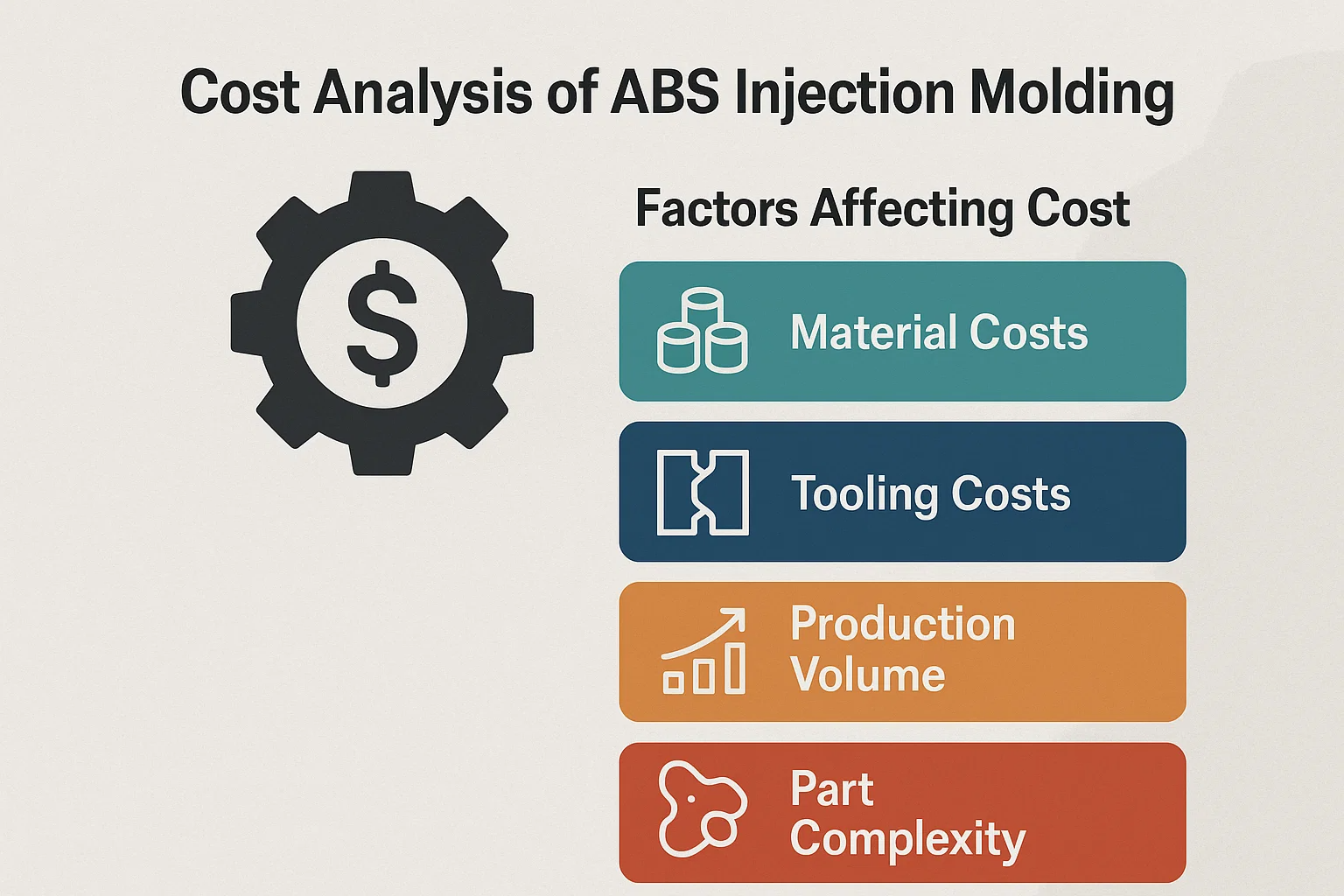
ব্যয়কে প্রভাবিত করে এমন উপাদানগুলি
বেশ কয়েকটি মূল উপাদান এবিএস ইনজেকশন ছাঁচনির্মাণে সামগ্রিক ব্যয়ে অবদান রাখে:
-
উপাদান ব্যয়:
-
কাঁচা অ্যাবস মূল্য: সর্বাধিক প্রত্যক্ষ ব্যয়। গ্লোবাল সরবরাহ, চাহিদা, পেট্রোলিয়ামের দাম (একটি ফিডস্টক হিসাবে) এবং নির্দিষ্ট গ্রেড (যেমন, সাধারণ-উদ্দেশ্য, উচ্চ-প্রভাব, শিখা-রিটার্ড্যান্ট, রঙিন বা কাস্টম-সংমিশ্রিত গ্রেডগুলির বিভিন্ন মূল্য পয়েন্ট থাকবে) এর ভিত্তিতে এবিএস রজনের দামগুলি ওঠানামা করে।
-
স্ক্র্যাপ এবং বর্জ্য: শুদ্ধকরণ, ত্রুটিযুক্ত অংশগুলি বা রানার সিস্টেমগুলির সময় হারিয়ে যাওয়া উপাদানগুলি (যদি কোনও কোল্ড রানার সিস্টেম ব্যবহার করে যা পুরোপুরি পুনর্ব্যবহারযোগ্য নয়) কার্যকর উপাদান ব্যয়কে যুক্ত করে।
-
শুকানোর ব্যয়: হাইগ্রোস্কোপিক এবিএস শুকানোর জন্য ব্যবহৃত শক্তি একটি নাবালিক তবে বর্তমান অপারেশনাল ব্যয় যুক্ত করে।
-
-
সরঞ্জাম ব্যয় (ছাঁচের ব্যয়):
-
ছাঁচ নকশা জটিলতা: জটিল অংশ জ্যামিতির জন্য আরও জটিল ছাঁচ ডিজাইন প্রয়োজন, যা উচ্চতর ডিজাইনের ফি এবং মেশিনিংয়ের সময় দেয়।
-
গহ্বরের সংখ্যা: ছাঁচগুলিতে একটি একক গহ্বর বা একাধিক গহ্বর থাকতে পারে (উদাঃ, 2-গহ্বর, 4-গহ্বর, 16-গহ্বর)। আরও গহ্বরগুলি সরঞ্জামের ব্যয় বাড়ায় তবে উচ্চ পরিমাণে প্রতি অংশের উত্পাদন ব্যয় হ্রাস করে।
-
ছাঁচ উপাদান: ইস্পাত ছাঁচগুলি টেকসই এবং ব্যয়বহুল (উদাঃ, পি 20, এইচ 13, এস 7), যখন অ্যালুমিনিয়াম ছাঁচগুলি মেশিনের সাথে সস্তা এবং দ্রুত হয় তবে একটি ছোট জীবনকাল থাকে। উচ্চ-ভলিউম উত্পাদনের জন্য কঠোর ইস্পাত ছাঁচগুলি সবচেয়ে ব্যয়বহুল সামনে।
-
ছাঁচ বৈশিষ্ট্য: হট রানারদের অন্তর্ভুক্তি, পার্শ্ব ক্রিয়াগুলি (স্লাইডার, আন্ডারকাটগুলির জন্য লিফটার), জটিল ইজেকশন সিস্টেম বা জটিল শীতল চ্যানেলগুলি ছাঁচের ব্যয়কে উল্লেখযোগ্যভাবে বাড়িয়ে তোলে।
-
ছাঁচের আজীবন প্রত্যাশা: লক্ষ লক্ষ চক্রের জন্য ডিজাইন করা ছাঁচগুলি কয়েক হাজার হাজারের চেয়ে বেশি ব্যয়বহুল হবে।
-
-
উত্পাদন ভলিউম:
-
স্কেলের অর্থনীতি: ইনজেকশন ছাঁচনির্মাণ উচ্চ-ভলিউম উত্পাদনের জন্য অত্যন্ত অনুকূল। ভলিউম বাড়ার সাথে সাথে প্রাথমিক সরঞ্জামের ব্যয়টি আরও বেশি অংশের উপরে একীভূত হয়, প্রতি ইউনিট ব্যয়কে মারাত্মকভাবে হ্রাস করে।
-
স্বল্প-ভলিউম চ্যালেঞ্জ: খুব কম ভলিউমের জন্য (প্রোটোটাইপস বা ছোট রান) জন্য, ইনজেকশন ছাঁচনির্মাণ উচ্চ সরঞ্জামের ব্যয়ের কারণে ব্যয়-প্রোহিবেটিভ হতে পারে, 3 ডি প্রিন্টিং বা মেশিনিংয়ের মতো অন্যান্য প্রক্রিয়াগুলি আরও আকর্ষণীয় করে তোলে।
-
-
অংশ জটিলতা:
-
জ্যামিতিক জটিলতা: জটিল বৈশিষ্ট্য, আন্ডারকাটস, পাতলা দেয়াল, আঁটসাঁট সহনশীলতা বা খুব সূক্ষ্ম বিবরণযুক্ত অংশগুলি ছাঁচের জটিলতা, চক্রের সময় এবং ত্রুটির সম্ভাবনা বাড়িয়ে তোলে।
-
পৃষ্ঠ সমাপ্তি প্রয়োজনীয়তা: উচ্চ পালিশ বা জটিল টেক্সচারযুক্ত সমাপ্তির জন্য আরও ব্যয়বহুল ছাঁচ সমাপ্তি প্রক্রিয়া এবং সম্ভাব্য দীর্ঘ চক্রের সময় প্রয়োজন।
-
সহনশীলতার প্রয়োজনীয়তা: কঠোর সহনশীলতাগুলি ছাঁচ এবং কঠোর প্রক্রিয়া নিয়ন্ত্রণের আরও সুনির্দিষ্ট যন্ত্রের দাবি করে, ব্যয় বৃদ্ধি করে।
-
-
শ্রম এবং ওভারহেড ব্যয়:
-
মেশিন অপারেটর মজুরি: মেশিনগুলি পরিচালনা ও নিরীক্ষণের জন্য কর্মীদের ব্যয়।
-
গুণমান নিয়ন্ত্রণ: পরিদর্শন, পরীক্ষা এবং ডকুমেন্টেশনের জন্য শ্রম।
-
সমাবেশ এবং পোস্ট-প্রসেসিং: যদি পেইন্টিং, ধাতুপট্টাবৃত বা জটিল সমাবেশ প্রয়োজন হয় তবে এগুলি উল্লেখযোগ্য শ্রম এবং উপাদান ব্যয় যুক্ত করে।
-
শক্তি খরচ: ইনজেকশন ছাঁচনির্মাণ মেশিন, ড্রায়ার, চিলার এবং সহায়ক সরঞ্জামগুলির জন্য শক্তি প্রয়োজন।
-
সুবিধা ওভারহেড: ভাড়া, ইউটিলিটিস, রক্ষণাবেক্ষণ, প্রশাসন।
-
-
চক্র সময়:
-
একটি অংশ উত্পাদন করতে সময় লাগে (বা মাল্টি-গ্যাভিটি ছাঁচ থেকে একটি শট)। সংক্ষিপ্ত চক্রের সময়গুলি সরাসরি প্রতি অংশের উত্পাদন ব্যয়কে সরাসরি অনুবাদ করে, কারণ প্রতি ঘন্টা আরও বেশি অংশ উত্পাদিত হতে পারে। অংশ নকশা (প্রাচীরের বেধ, শীতলকরণ), উপাদান বৈশিষ্ট্য এবং প্রক্রিয়া পরামিতি দ্বারা প্রভাবিত।
-
ব্যয়-সাশ্রয় কৌশল
স্মার্ট কৌশলগুলি বাস্তবায়ন করা মানের আপস না করে এবিএস ইনজেকশন ছাঁচনির্মাণ প্রকল্পগুলির সামগ্রিক ব্যয়কে উল্লেখযোগ্যভাবে হ্রাস করতে পারে।
-
পার্ট ডিজাইনকে অনুকূলিতকরণ (উত্পাদনযোগ্যতার জন্য নকশা - ডিএফএম):
-
জ্যামিতি সরল করুন: অপ্রয়োজনীয় বৈশিষ্ট্য হ্রাস; সমাবেশকে হ্রাস করার জন্য অংশগুলি একীভূত করুন।
-
অভিন্ন প্রাচীরের বেধ: চক্রের সময় হ্রাস করতে, ত্রুটিগুলি (সিঙ্ক চিহ্ন, ওয়ার্প) প্রতিরোধ করতে এবং সহজ ছাঁচনির্মাণ নিশ্চিত করতে ধারাবাহিক প্রাচীরের বেধের সাথে ডিজাইন করুন।
-
বুদ্ধিমানভাবে পাঁজর এবং গাসেটগুলি অন্তর্ভুক্ত করুন: সামগ্রিক প্রাচীরের বেধ বাড়ানোর পরিবর্তে শক্তির জন্য এগুলি ব্যবহার করুন।
-
খসড়া কোণ যুক্ত করুন: সহজ ইজেকশন, চক্রের সময় এবং ছাঁচ পরিধান হ্রাস করার জন্য পর্যাপ্ত খসড়া নিশ্চিত করুন।
-
রেডি এবং ফিললেটগুলি ব্যবহার করুন: স্ট্রেস ঘনত্ব হ্রাস করুন, প্রবাহকে উন্নত করুন এবং অংশ শক্তি বাড়ান, যা ব্যর্থতা এবং পুনরায় কাজ রোধ করতে পারে।
-
আন্ডারকাটগুলি ন্যূনতম করুন: আন্ডারকাটগুলি প্রায়শই ছাঁচের মধ্যে ব্যয়বহুল পার্শ্ব ক্রিয়া প্রয়োজন। সম্ভব হলে এগুলি এড়াতে ডিজাইন করুন বা উপযুক্ত যেখানে জীবিত কব্জা বা স্ন্যাপের মতো বিকল্প বৈশিষ্ট্যগুলি ব্যবহার করুন।
-
-
চক্রের সময় হ্রাস:
-
দক্ষ কুলিং সিস্টেম: দ্রুত এবং অভিন্ন তাপ অপচয় হ্রাসের জন্য অনুকূলিত কুলিং চ্যানেলগুলির সাথে ছাঁচটি ডিজাইন করুন।
-
উপাদান নির্বাচন: ভাল প্রবাহের বৈশিষ্ট্য সহ একটি এবিএস গ্রেড এবং একটি উপযুক্ত তাপ ডিফ্লেশন তাপমাত্রা যা দ্রুত শীতল হওয়ার অনুমতি দেয় তা চয়ন করুন।
-
প্রক্রিয়া অপ্টিমাইজেশন: মানের অংশগুলির জন্য প্রয়োজনীয় ন্যূনতম-টিউন ইনজেকশন গতি, চাপ এবং শীতল সময়।
-
হট রানার সিস্টেম: রানার বর্জ্য দূর করতে উচ্চ-ভলিউম উত্পাদনের জন্য হট রানার ছাঁচগুলিতে বিনিয়োগ করুন এবং প্রায়শই চক্রের সময়কে উল্লেখযোগ্যভাবে হ্রাস করুন।
-
-
স্ক্র্যাপ এবং বর্জ্য হ্রাস করা:
-
অনুকূল শুকনো: নিশ্চিত করুন যে স্প্লে এবং অন্যান্য আর্দ্রতা সম্পর্কিত ত্রুটিগুলি রোধ করতে এবিএস পুঙ্খানুপুঙ্খভাবে শুকানো হয়েছে, প্রত্যাখ্যানিত অংশগুলি হ্রাস করে।
-
প্রক্রিয়া নিয়ন্ত্রণ: ত্রুটিযুক্ত অংশগুলির বৃহত ব্যাচগুলি প্রতিরোধ করে, প্রারম্ভিকতাগুলি ধরতে শক্তিশালী গুণমান নিয়ন্ত্রণ এবং প্রক্রিয়া পর্যবেক্ষণ বাস্তবায়ন করুন।
-
পুনরায় ব্যবহার করুন: স্প্রু এবং রানার্স (কোল্ড রানার সিস্টেমগুলি থেকে) এবং অ-সমালোচনামূলক প্রত্যাখাত অংশগুলি পুনরায় গ্রাইন্ড করুন এবং পুনরায় ব্যবহার করুন, প্রদত্ত উপাদানগুলির বৈশিষ্ট্যগুলি উল্লেখযোগ্যভাবে অবনমিত না হয়।
-
-
কৌশলগত সরঞ্জামকরণ বিনিয়োগ:
-
ভলিউমের সাথে ছাঁচটি মেলে: অনুমানিত উত্পাদন ভলিউমের জন্য উপযুক্ত ছাঁচ উপকরণ এবং জটিলতা চয়ন করুন। একটি স্বল্প উত্পাদন চালানোর জন্য কঠোর ইস্পাত ছাঁচে অতিরিক্ত বিনিয়োগ করবেন না।
-
স্ট্যান্ডার্ড উপাদান: কাস্টম মেশিনিংয়ের ব্যয় হ্রাস করার জন্য স্ট্যান্ডার্ড ছাঁচ বেসগুলি, ইজেক্টর পিনগুলি এবং অন্যান্য উপাদানগুলি ব্যবহার করুন।
-
-
অটোমেশন:
-
শ্রম ব্যয় হ্রাস করতে এবং উচ্চ-ভলিউম রানে ধারাবাহিকতা বাড়ানোর জন্য অংশ অপসারণ, অবক্ষয় এবং গৌণ ক্রিয়াকলাপের জন্য রোবোটিক্সে বিনিয়োগ করুন।
-
পরিবেশগত এবং নিয়ন্ত্রক সম্মতি
ক্রমবর্ধমান বিশ্বায়িত এবং পরিবেশগতভাবে সচেতন বাজারে, এবিএস ইনজেকশন ছাঁচনির্মাণ ব্যবহারকারী নির্মাতাদের অবশ্যই পরিবেশগত বিধিবিধান এবং টেকসই দিকনির্দেশের একটি জটিল ওয়েব নেভিগেট করতে হবে। এই মানগুলির সাথে সম্মতি কেবল আইনী বাধ্যবাধকতা নয়, কর্পোরেট দায়বদ্ধতা এবং বাজার অ্যাক্সেসের একটি গুরুত্বপূর্ণ দিকও।
রোহস, পৌঁছনো এবং প্রপ 65 বিবেচনাগুলি
এই তিনটি বিধিবিধানগুলি এবিএসের মতো প্লাস্টিকযুক্ত উপকরণ এবং পণ্যগুলির জন্য সর্বাধিক তাৎপর্যপূর্ণ:
-
আরওএইচএস (বিপজ্জনক পদার্থের নির্দেশের সীমাবদ্ধতা):
-
সুযোগ: প্রাথমিকভাবে একটি ইইউ নির্দেশিকা (২০১১/65/ইইউ) যা বিভিন্ন ধরণের বৈদ্যুতিন এবং বৈদ্যুতিক সরঞ্জাম (EEE) তৈরিতে নির্দিষ্ট বিপজ্জনক উপকরণগুলির ব্যবহারকে সীমাবদ্ধ করে। এটি ডব্লিউইইইই (বর্জ্য বৈদ্যুতিক এবং বৈদ্যুতিন সরঞ্জাম) নির্দেশের সাথে ঘনিষ্ঠভাবে যুক্ত।
-
এবিএসের সাথে প্রাসঙ্গিকতা: এবিএস ইইই হাউজিং এবং উপাদানগুলিতে ব্যাপকভাবে ব্যবহৃত হয়। নির্মাতাদের অবশ্যই নিশ্চিত করতে হবে যে তারা যে এবিএস গ্রেডগুলি ব্যবহার করেন তাতে নির্দিষ্ট থ্রেশহোল্ডগুলির উপরে সীমাবদ্ধ পদার্থ (যেমন, সীসা, ক্যাডমিয়াম, পারদ, হেক্সাভ্যালেন্ট ক্রোমিয়াম, নির্দিষ্ট ফ্যাথেলেট) থাকে না। অনেক নামী এবিএস সরবরাহকারীরা আরওএইচএস-অনুগত গ্রেড এবং শংসাপত্রগুলি সরবরাহ করে।
-
প্রভাব: অ-সম্মতি ইইউ এবং অন্যান্য অঞ্চলে বিক্রয় থেকে একই রকম বিধিবিধান, উল্লেখযোগ্য জরিমানা এবং নামী ক্ষতিগ্রস্থ ক্ষতিগ্রস্থ পণ্যগুলিতে বিক্রয় নিষিদ্ধ হতে পারে।
-
-
পৌঁছনো (রেজিস্ট্রেশন, মূল্যায়ন, অনুমোদন এবং রাসায়নিকগুলির সীমাবদ্ধতা):
-
সুযোগ: আরেকটি বিস্তৃত ইইউ নিয়ন্ত্রণ (ইসি নং 1907/2006) রাসায়নিক পদার্থের উত্পাদন এবং ব্যবহার এবং মানব স্বাস্থ্য এবং পরিবেশের উপর তাদের সম্ভাব্য প্রভাবগুলি পরিচালনা করে। এটি সংস্থাগুলি ইইউতে উত্পাদন বা আমদানি করে এমন রাসায়নিকগুলির জন্য নিবন্ধ, মূল্যায়ন এবং সম্ভাব্যভাবে অনুমোদনের জন্য সংস্থাগুলির প্রয়োজন।
-
এবিএসের সাথে প্রাসঙ্গিকতা: যদিও পলিমার হিসাবে এবিএস সাধারণত একটি নিবন্ধে একটি "পদার্থ" হিসাবে বিবেচিত হয়, তবে পৃথক মনোমর (অ্যাক্রিলোনাইট্রাইল, বুটাদিন, স্টাইরিন) এবং এর গঠনে ব্যবহৃত যে কোনও অ্যাডিটিভগুলি পৌঁছানোর সাপেক্ষে। সরবরাহকারীদের অবশ্যই তাদের এবিএস ফর্মুলেশনগুলি নাগালের সাথে মেনে চলতে হবে, বিশেষত প্রার্থীর তালিকায় তালিকাভুক্ত খুব উচ্চ উদ্বেগের (এসভিএইচসি) পদার্থ সম্পর্কিত। পৌঁছানোর সাম্প্রতিক সংশোধনীগুলি যেমন ইচ্ছাকৃতভাবে যুক্ত মাইক্রোপ্লাস্টিকগুলি সীমাবদ্ধ করে, নির্দিষ্ট অ্যাপ্লিকেশন বা অ্যাডিটিভকেও প্রভাবিত করতে পারে।
-
প্রভাব: নিশ্চিত করে যে এবিএস এবং এর উত্পাদনের মধ্যে রাসায়নিকগুলি সরবরাহ চেইন জুড়ে নিরাপদে পরিচালিত হয়, কাঁচামাল সোর্সিং এবং গঠনের উপর প্রভাব ফেলে।
-
-
ক্যালিফোর্নিয়া প্রস্তাব 65 (প্রোপ 65 - 1986 সালের নিরাপদ পানীয় জল এবং বিষাক্ত প্রয়োগকারী আইন):
-
সুযোগ: ক্যালিফোর্নিয়ার একটি আইন যা ক্যালিফোর্নিয়াদের ক্যান্সার, জন্মগত ত্রুটি বা অন্যান্য প্রজনন ক্ষতির কারণ হিসাবে রাসায়নিকগুলির উল্লেখযোগ্য এক্সপোজার সম্পর্কে সতর্কতা সরবরাহ করার জন্য ব্যবসায়ের প্রয়োজন। রাসায়নিকগুলির তালিকা (900 এরও বেশি) বিস্তৃত এবং নিয়মিত আপডেট করা হয়।
-
এবিএসের সাথে প্রাসঙ্গিকতা: যদিও এবিএস নিজেই সরাসরি তালিকাভুক্ত নয়, এর কিছু উপাদান মনোমর (যেমন স্টাইরিন বা অ্যাক্রিলোনাইট্রাইলের মতো) বা সাধারণ অ্যাডিটিভস (যেমন নির্দিষ্ট শিখা রিটার্ড্যান্টস বা প্লাস্টিকাইজারগুলির মতো) প্রোপ 65 তালিকায় রয়েছে। যদি সমাপ্ত এবিএস অংশে নির্দিষ্ট "নিরাপদ হারবার" স্তরের উপরে এই রাসায়নিকগুলি থাকে এবং তাদের কাছে গ্রাহকদের প্রকাশ করে, ক্যালিফোর্নিয়ায় বিক্রি হওয়া পণ্যগুলির জন্য একটি সতর্কতা লেবেলের প্রয়োজন হতে পারে।
-
প্রভাব: উপাদান নির্বাচনের ক্ষেত্রে অধ্যবসায় প্রয়োজন এবং প্রয়োজনে বিশেষত ভোক্তা পণ্যগুলির জন্য পরিষ্কার এবং যুক্তিসঙ্গত সতর্কতা লেবেলের প্রয়োগ। নির্মাতারা প্রায়শই ঝুঁকি মূল্যায়ন পরিচালনা করে বা সতর্কতার বাইরে সতর্কতা প্রয়োগ করে।
-
পুনর্ব্যবহারযোগ্য অবকাঠামো এবং জীবনের শেষ বিবেচনা
নিয়ন্ত্রক সম্মতির বাইরেও, একটি বিজ্ঞপ্তি অর্থনীতির জন্য বিস্তৃত ধাক্কা কীভাবে তার জীবনের শেষের দিকে এবিএসকে দেখা এবং পরিচালনা করা হয় তা প্রভাবিত করে।
-
এবিএস পুনর্ব্যবহারযোগ্যতা: এবিএস একটি থার্মোপ্লাস্টিক, যার অর্থ এটি তাত্ত্বিকভাবে গলে যাওয়া এবং একাধিকবার পুনরায় প্রসেস করা যেতে পারে। এটি এটিকে যান্ত্রিকভাবে পুনর্ব্যবহারযোগ্য করে তোলে, প্রায়শই কাটা, ধোয়া এবং পুনরায় পেলিটাইজিংয়ের মাধ্যমে।
-
পুনর্ব্যবহারযোগ্য অবকাঠামোগত চ্যালেঞ্জ: এর পুনর্ব্যবহারযোগ্যতা সত্ত্বেও, এবিএস প্রায়শই বিস্তৃত পৌরসভার পুনর্ব্যবহারযোগ্য স্ট্রিমগুলিতে (কার্বসাইড সংগ্রহ) চ্যালেঞ্জের মুখোমুখি হয় কারণ এটি প্রায়শই বৈদ্যুতিন বর্জ্য (ই-বর্জ্য) বা টেকসই পণ্যগুলিতে উপাদানগুলির জটিল মিশ্রণে শেষ হয়। এটি বৃহত আকারের সংগ্রহের জন্য দক্ষ বাছাই এবং উচ্চ-মানের পুনর্ব্যবহারযোগ্য উত্পাদনকে কঠিন করে তোলে।
-
শিল্প উদ্যোগ: অনেক নির্মাতারা নতুন পণ্যগুলিতে পোস্ট-গ্রাহক (পিসিআর) এবং পোস্ট-ইন্ডাস্ট্রিয়াল (পিআইআর) পুনর্ব্যবহারযোগ্য এবিএসকে নতুন পণ্যগুলিতে অন্তর্ভুক্ত করার উপায়গুলি অন্বেষণ করছেন। প্রযুক্তিগুলি বাছাইয়ের অগ্রগতি (যেমন বৈদ্যুতিন সংকেত পৃথকীকরণের মতো) এবং রাসায়নিক পুনর্ব্যবহারযোগ্য পদ্ধতিগুলির বিকাশ (ডিপোলিমারাইজেশন) ভবিষ্যতে আরও কার্যকর এবং উচ্চমানের এবিএস পুনর্ব্যবহারের প্রতিশ্রুতিবদ্ধ সুযোগগুলি সরবরাহ করে, এই মূল্যবান উপাদানটির লুপটি বন্ধ করার লক্ষ্যে।
সাম্প্রতিক অগ্রগতি এবং ভবিষ্যতের প্রবণতা
এবিএস ইনজেকশন ছাঁচনির্মাণের ল্যান্ডস্কেপ স্থির নয়। অবিচ্ছিন্ন গবেষণা এবং বিকাশ যা সম্ভব তার সীমানাকে চাপ দিচ্ছে, নতুন বাজারের চাহিদা মোকাবেলা করছে এবং আরও টেকসই উত্পাদন পদ্ধতির জন্য প্রচেষ্টা করছে।
এবিএস উপকরণগুলিতে উদ্ভাবন
বর্ধিত এবং বিশেষায়িত বৈশিষ্ট্য সহ নতুন গ্রেডের বিকাশের মাধ্যমে, এবিএসের বহুমুখিতা ক্রমাগত প্রসারিত হচ্ছে, অ্যাপ্লিকেশনগুলির ক্রমবর্ধমান পরিসীমা সরবরাহ করে।
-
বর্ধিত বৈশিষ্ট্য সহ নতুন এবিএস গ্রেডের বিকাশ:
-
উন্নত শিখা retardancy (এফআর এবিএস): স্ট্যান্ডার্ড এফআর গ্রেডের বাইরে, নতুন ফর্মুলেশনগুলি হ্রাস হ্যালোজেন সামগ্রী বা সম্পূর্ণ হ্যালোজেন-মুক্ত বিকল্পগুলির সাথে পরিবেশগত এবং সুরক্ষা উদ্বেগকে সম্বোধন করে আরও উচ্চতর ভি -0 রেটিং (প্রতি উল 94) সরবরাহ করে।
-
বর্ধিত তাপ প্রতিরোধের: উচ্চ তাপমাত্রা প্রতিরোধ করার জন্য নতুন এবিএস মিশ্রণ এবং অ্যালো (উদাঃ, পিসি/এবিএস অ্যালো) তৈরি করা হচ্ছে, হুড অটোমোটিভ উপাদানগুলিতে বা আরও বেশি চাহিদা বৈদ্যুতিন হাউজিংগুলিতে তাদের ব্যবহার প্রসারিত করা হচ্ছে।
-
উন্নত ইউভি স্থায়িত্ব: বহিরঙ্গন অ্যাপ্লিকেশনগুলির জন্য, নতুন ইউভি-স্ট্যাবিলাইজড এবিএস গ্রেডগুলি দীর্ঘায়িত সূর্যের এক্সপোজার থেকে অবক্ষয়, রঙিন বিবর্ণ এবং সম্পত্তি হ্রাসের জন্য উচ্চতর প্রতিরোধের প্রস্তাব দেয়, ব্যয়বহুল পোস্ট-মোল্ডিং লেপগুলির প্রয়োজনীয়তা হ্রাস করে।
-
মেডিকেল-গ্রেড অ্যাবস: বর্ধিত বায়োম্পোপ্যাটিবিলিটি সহ গ্রেডের বিকাশ, আরও ভাল জীবাণুমুক্তকরণ প্রতিরোধের (উদাঃ, গামা বিকিরণ) এবং কঠোর মেডিকেল ডিভাইসের প্রয়োজনীয়তার জন্য ট্রেসেবিলিটি।
-
উচ্চ-চকচকে এবং লো-গ্লস ফর্মুলেশন: গৌণ চিত্রকর্মের উপর নির্ভরতা হ্রাস করে, ছাঁচ থেকে সরাসরি নির্দিষ্ট নান্দনিক সমাপ্তি অর্জনের জন্য অনুকূলিত উপকরণগুলি।
-
পরিবাহী এবং অ্যান্টি-স্ট্যাটিক অ্যাবস: সংবেদনশীল বৈদ্যুতিন উপাদান বা বিস্ফোরক পরিবেশের জন্য গুরুত্বপূর্ণ বৈদ্যুতিক পরিবাহিতা বা স্ট্যাটিক চার্জগুলি বিলুপ্ত করতে নির্দিষ্ট অ্যাডিটিভ সহ গ্রেড।
-
ইনজেকশন ছাঁচনির্মাণ প্রযুক্তিতে অগ্রগতি
ইনজেকশন ছাঁচনির্মাণ মেশিন এবং আনুষঙ্গিক সরঞ্জামগুলিতে প্রযুক্তিগত অগ্রগতি আরও সুনির্দিষ্ট, দক্ষ এবং বুদ্ধিমান উত্পাদন প্রক্রিয়াগুলির দিকে পরিচালিত করে।
-
অটোমেশন এবং রোবোটিক্স:
-
স্বয়ংক্রিয় অংশ অপসারণ, অবনতি, লোডিং সন্নিবেশ, সমাবেশ এবং প্যাকেজিংয়ের জন্য রোবোটিক অস্ত্রগুলির সংহতকরণ বৃদ্ধি। এটি শ্রমের ব্যয় হ্রাস করে, চক্রের ধারাবাহিকতা উন্নত করে এবং মানুষের ত্রুটি হ্রাস করে।
-
সহযোগী রোবটগুলি (কোবটস) আরও নমনীয় উত্পাদন কোষগুলিতে মানব অপারেটরদের পাশাপাশি কাজ করেও ট্র্যাকশন অর্জন করছে।
-
-
প্রক্রিয়া পর্যবেক্ষণ এবং নিয়ন্ত্রণ ব্যবস্থা:
-
রিয়েল-টাইম ডেটা অধিগ্রহণ: ছাঁচ এবং মেশিনের মধ্যে উন্নত সেন্সরগুলি এখন রিয়েল টাইমে তাপমাত্রা, চাপ, প্রবাহের হার এবং শীতল প্রোফাইলগুলিতে প্রচুর পরিমাণে ডেটা সংগ্রহ করে।
-
ভবিষ্যদ্বাণীমূলক বিশ্লেষণ এবং এআই ইন্টিগ্রেশন: কৃত্রিম বুদ্ধিমত্তা এবং মেশিন লার্নিং অ্যালগরিদমগুলি এই ডেটা বিশ্লেষণ করতে, সম্ভাব্য ত্রুটিগুলি হওয়ার আগে পূর্বাভাস দেয়, প্রক্রিয়া পরামিতিগুলিকে স্বায়ত্তশাসিতভাবে অনুকূল করে তোলে এবং অবিচ্ছিন্ন উন্নতির জন্য নিদর্শনগুলি সনাক্ত করতে ব্যবহৃত হয়।
-
ক্লোজড-লুপ নিয়ন্ত্রণ: সিস্টেমগুলি যা স্বয়ংক্রিয়ভাবে মেশিনের পরামিতিগুলি সামঞ্জস্য করে (উদাঃ, ইনজেকশন গতি, চাপ ধরে চাপ) রিয়েল-টাইম প্রতিক্রিয়ার প্রতিক্রিয়া হিসাবে, সামান্য উপাদান বা পরিবেশগত বৈচিত্র সত্ত্বেও ধারাবাহিক অংশের গুণমান নিশ্চিত করে।
-
ক্লাউড-ভিত্তিক পর্যবেক্ষণ: রিমোট মনিটরিং এবং নিয়ন্ত্রণের ক্ষমতা নির্মাতাদের যে কোনও জায়গা থেকে বিভিন্ন অবস্থান জুড়ে একাধিক মেশিন পরিচালনা করতে এবং সমস্যা সমাধানের সমস্যাগুলি মঞ্জুরি দেয়।
-
-
নির্ভুলতা এবং মাইক্রো-মোল্ডিং: মেশিন নিয়ন্ত্রণ এবং ছাঁচ প্রযুক্তির অগ্রগতিগুলি ব্যতিক্রমীভাবে টাইট সহনশীলতা সহ ক্রমবর্ধমান ছোট এবং আরও জটিল অ্যাবস অংশগুলির উত্পাদন সক্ষম করছে, চিকিত্সা ডিভাইস, মাইক্রো-ইলেকট্রনিক্স এবং বিশেষায়িত ভোক্তা পণ্যগুলিতে নতুন সম্ভাবনা উন্মুক্ত করে।
টেকসই অনুশীলন
ক্রমবর্ধমান পরিবেশ সচেতনতার সাথে, এবিএস প্রসেসিং সহ ইনজেকশন ছাঁচনির্মাণ শিল্পটি টেকসইতার উপর আরও বেশি জোর দিচ্ছে।
-
পুনর্ব্যবহারযোগ্য এবিএস উপকরণ:
-
পোস্ট-গ্রাহক এবং পোস্ট-ইন্ডাস্ট্রিয়াল রেজিস্ট্রাইন্ডের ব্যবহার বৃদ্ধি: পারফরম্যান্সে উল্লেখযোগ্য আপস ছাড়াই নতুন পণ্যগুলিতে আরও পুনর্ব্যবহারযোগ্য এবিএসকে অন্তর্ভুক্ত করার প্রচেষ্টা চলছে। এর মধ্যে শক্তিশালী সংগ্রহ এবং বাছাই প্রোগ্রাম অন্তর্ভুক্ত রয়েছে।
-
রাসায়নিক পুনর্ব্যবহার: উদীয়মান প্রযুক্তিগুলি তাদের উপাদান মনোমরগুলিতে এবিএস পলিমারগুলি ভেঙে ফেলার জন্য রাসায়নিক প্রক্রিয়াগুলি অন্বেষণ করছে, যা পরে ভার্জিন-মানের এবিএসে পুনঃনির্মাণ করা যেতে পারে, যা উপাদানের জন্য সত্যিকারের বৃত্তাকার অর্থনীতি সরবরাহ করে।
-
-
শক্তি খরচ হ্রাস:
-
সমস্ত বৈদ্যুতিন ইনজেকশন ছাঁচনির্মাণ মেশিন: এই মেশিনগুলি traditional তিহ্যবাহী হাইড্রোলিক মেশিনগুলির তুলনায় উল্লেখযোগ্যভাবে বেশি শক্তি-দক্ষ, কম শক্তি গ্রহণ করা, কম তাপ উত্পন্ন করা এবং বৃহত্তর নির্ভুলতার প্রস্তাব দেয়।
-
অনুকূলিত কুলিং সিস্টেম: আরও দক্ষ চিলার এবং ছাঁচ কুলিং ডিজাইনগুলি তাপমাত্রা নিয়ন্ত্রণের জন্য শক্তির চাহিদা হ্রাস করে।
-
বর্জ্য তাপ পুনরুদ্ধার: ছাঁচনির্মাণ প্রক্রিয়া চলাকালীন উত্পন্ন বর্জ্য তাপ ক্যাপচার এবং পুনরায় ব্যবহার করার জন্য ডিজাইন করা সিস্টেমগুলি।
-
-
বায়ো-ভিত্তিক এবং অবনমিত বিকল্প (গবেষণা পর্ব): এবিএসের মতো পারফরম্যান্স থার্মোপ্লাস্টিকের জন্য চ্যালেঞ্জিং করার সময়, গবেষণা বায়ো-ভিত্তিক বা বায়োডেগ্রেডেবল পলিমারগুলি বিকাশের ক্ষেত্রে অব্যাহত রয়েছে যা দীর্ঘমেয়াদে একই রকম অ্যাপ্লিকেশনগুলি পরিবেশন করতে পারে, জীবাশ্ম জ্বালানীর উপর নির্ভরতা হ্রাস করে।
-
লাইটওয়েটিং: অংশের অখণ্ডতা বজায় রাখার সময় উপাদান ব্যবহার হ্রাস করার দিকে মনোনিবেশ করা ডিজাইনের কৌশলগুলি কম কাঁচামাল খরচ এবং পরিবহণের জন্য শক্তি হ্রাস করতে অবদান রাখে

