
1. প্লাস্টিক ইনজেকশন ছাঁচনির্মাণে সারফেস ফিনিশের ভূমিকা
এই বিভাগটি সারফেস ফিনিশকে সংজ্ঞায়িত করে, এর গুরুত্ব ব্যাখ্যা করে এবং সাধারণ সমস্যাগুলির সাথে পরিচিত করার মাধ্যমে স্টেজ সেট করবে।
1.1। সারফেস ফিনিশ কী এবং কেন এটি গুরুত্বপূর্ণ?
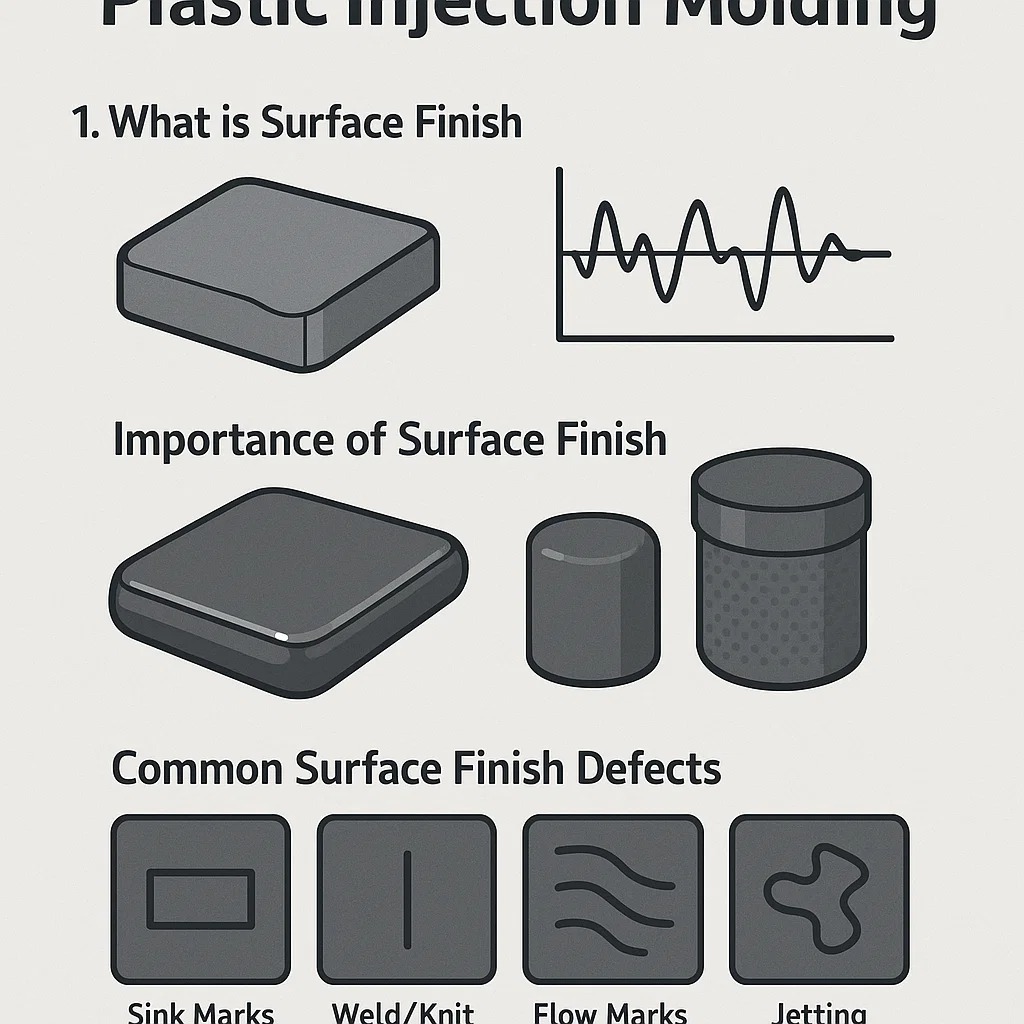
- সংজ্ঞা: দ পৃষ্ঠ সমাপ্তি একটি প্লাস্টিকের ইনজেকশনের ছাঁচনির্মাণ অংশের টেক্সচার, মসৃণতা বা উপাদানটির বাইরের কনট্যুর বোঝায়। এটি ছাঁচের গহ্বরের পৃষ্ঠের সরাসরি প্রতিফলন।
- পরিমাপ: দ quality of a surface finish is quantified using roughness parameters, most commonly the গড় রুক্ষতা (আর ক ) , যা গড় লাইন থেকে প্রোফাইলের গড় বিচ্যুতি পরিমাপ করে। নিম্ন আর ক মানগুলি একটি মসৃণ পৃষ্ঠ নির্দেশ করে।
- শিল্প মান: দ plastics industry often uses the এসপিআই (প্লাস্টিক শিল্পের সোসাইটি) সারফেস ফিনিশ শ্রেণীবিভাগ , যা আয়না (ক-গ্রেড) থেকে ম্যাট/নিস্তেজ (ডি-গ্রেড) পর্যন্ত। একটি ছাঁচ ডিজাইন করার সময় একটি SPI গ্রেড নির্দিষ্ট করা আদর্শ অনুশীলন।
* *Exকmple:* কn SPI ক-১ finish requires diকmond buffing** এবং produces ক mirrবা-like finish, whereকs ক D-3 finish is কchieved by dry blকsting with #240 grit aluminum oxide** এবং results in a dull, non-reflective surface.1.2। পণ্যের নান্দনিকতা এবং কার্যকারিতায় সারফেস ফিনিশের গুরুত্ব
পৃষ্ঠ ফিনিস শুধুমাত্র একটি নান্দনিক বৈশিষ্ট্য নয়; এটি পণ্যের কর্মক্ষমতা এবং গ্রহণযোগ্যতার জন্য গুরুত্বপূর্ণ:
- নান্দনিকতা: উচ্চ-মানের, সামঞ্জস্যপূর্ণ পৃষ্ঠের সমাপ্তি—যেমন চকচকে, ম্যাট বা টেক্সচার্ড—এর জন্য গুরুত্বপূর্ণ ব্র্যান্ড উপলব্ধি এবং ভোক্তা আবেদন ভোক্তা ইলেকট্রনিক্স এবং স্বয়ংচালিত অভ্যন্তরীণ পণ্যগুলির মধ্যে।
- কার্যকারিতা:
- স্পর্শকাতর অনুভূতি: টেক্সচার একজন ব্যবহারকারী পণ্যের সাথে যেভাবে ইন্টারঅ্যাক্ট করে তা প্রভাবিত করে (যেমন, একটি নন-স্লিপ গ্রিপ)।
- আলোর প্রতিফলন: একটি মসৃণ, চকচকে ফিনিস আলো বিচ্ছুরণকে কমিয়ে দিতে পারে, লেন্স এবং প্রদর্শনের জন্য অপরিহার্য (যেমন, পিএমএমএ অংশ)।
- পরিধান এবং ঘর্ষণ: একটি টেক্সচার্ড পৃষ্ঠ কখনও কখনও স্থায়িত্ব উন্নত করতে পারে বা চলমান অংশগুলিতে ঘর্ষণ কমাতে পারে।
- পরিচ্ছন্নতা/জীবাণুমুক্তকরণ: খুব মসৃণ পৃষ্ঠতল প্রায়ই জন্য প্রয়োজন হয় চিকিৎসা ডিভাইস ব্যাকটেরিয়া বৃদ্ধি রোধ করতে এবং সহজে নির্বীজন করার অনুমতি দেয়।
- আনুগত্য: সঠিক নিশ্চিত করার জন্য নির্দিষ্ট ফিনিশিং প্রয়োজন কdhesion of coatings or paint .
1.3। ইনজেকশন ছাঁচনির্মাণে সাধারণ সারফেস ফিনিশ ত্রুটি
সারফেস ফিনিশের গুণমান অনেক ত্রুটির দ্বারা আপস করা যেতে পারে, যা আপনি বিভাগ 4 এ বিস্তারিত জানাবেন। এখানে সবচেয়ে সাধারণগুলির একটি সংক্ষিপ্ত ভূমিকা রয়েছে:
- ডুবের চিহ্ন: অংশের ঘন অংশে উপাদান সঙ্কুচিত হওয়ার কারণে পৃষ্ঠের উপর বিষণ্নতা।
- ঝালাই/নিট লাইন: দৃশ্যমান রেখা যেখানে দুই বা ততোধিক গলিত ফ্রন্ট মিলিত হয় এবং সম্পূর্ণরূপে ফিউজ করতে ব্যর্থ হয়, একটি পৃষ্ঠের ত্রুটি এবং একটি কাঠামোগত দুর্বলতা হিসাবে প্রদর্শিত হয়।
- প্রবাহ চিহ্ন: ছাঁচের গহ্বরের নন-ইনিফর্ম ভরাটের কারণে পৃষ্ঠে তরঙ্গ-সদৃশ নিদর্শন, রেখা বা দৃশ্যমান রেখা।
- জেটিং: একটি সাপের মতো পৃষ্ঠের বৈশিষ্ট্য যা ঘটে যখন গলিত প্লাস্টিককে একটি ছোট গেট খোলার মধ্য দিয়ে একটি উচ্চ গতিতে ধাক্কা দেওয়া হয়, এটি ছাঁচের দেয়ালে সঠিকভাবে লাগানোর আগে শক্ত হয়ে যায়।
- কমলার খোসা: একটি লহরের মতো, পিটযুক্ত পৃষ্ঠের ফিনিস যা কমলার খোসার মতো, প্রায়শই উপাদান বা ছাঁচের তাপমাত্রার সমস্যাগুলির কারণে ঘটে।
2. সারফেস ফিনিশকে প্রভাবিতকারী ফ্যাক্টর
চূড়ান্ত পৃষ্ঠ ফিনিস উপাদান, ছাঁচ টুলিং, এবং প্রক্রিয়াকরণ অবস্থার মধ্যে জটিল মিথস্ক্রিয়া ফলাফল. কাঙ্ক্ষিত R অর্জনের জন্য তিনটি ক্ষেত্রেই অপ্টিমাইজ করা অপরিহার্য a মান বা SPI গ্রেড।
2.1। উপাদান নির্বাচন
এর পছন্দ রজন সম্ভবত অর্জনযোগ্য পৃষ্ঠ ফিনিস প্রভাবিত সবচেয়ে মৌলিক ফ্যাক্টর.
2.1.1। রজন প্রকারের প্রভাব (কBS, পিসি, পিপি, ইত্যাদি)
- নিরাকার বনাম আধা-ক্রিস্টালাইন: নিরাকার পলিমার (যেমন পিসি , পিএমএমএ , এবং কBS ) সাধারণত অনেক ভাল ফলন, উচ্চ-চকচকে পৃষ্ঠের সমাপ্তি কারণ তারা আরও সমানভাবে এবং অনুমানযোগ্যভাবে সঙ্কুচিত হয়। আধা-স্ফটিক পলিমার (যেমন PP , পিই , এবং POM ) উচ্চতর এবং কম অভিন্ন ভলিউম্যাট্রিক সংকোচনের প্রবণতা রয়েছে, যার ফলে নিম্ন চকচকে, নিস্তেজ, বা তরঙ্গায়িত পৃষ্ঠতল (প্রায়ই "কমলার খোসা" প্রভাব সৃষ্টি করে)।
- গলিত সান্দ্রতা: সঙ্গে রেজিন নিম্ন দ্রবীভূত সান্দ্রতা (বৃহত্তর প্রবাহযোগ্যতা) ছাঁচের জটিল পৃষ্ঠের টেক্সচারের প্রতিলিপি তৈরিতে আরও ভাল, যার ফলে উচ্চ-মানের ফিনিস হয়।
2.1.2। Additives এবং Fillers প্রভাব
- ফিলার: দ inclusion of fillers like গ্লাস ফাইবার, কার্বন ফাইবার বা খনিজ সংযোজন নাটকীয়ভাবে অর্জনযোগ্য পৃষ্ঠ ফিনিস গুণমান হ্রাস. এই অনমনীয় পদার্থগুলি পলিমার গলে যাওয়ার প্রবাহকে ব্যাহত করে এবং পৃষ্ঠের স্তরের মধ্য দিয়ে ধাক্কা দেয়, যার ফলে ফাইবারগুলি উন্মুক্ত হয় এবং একটি নিস্তেজ, রুক্ষ ফিনিস হয়।
- রঙ এবং রঙ্গক: সাধারণত একটি ছোটখাট প্রভাব থাকার সময়, অত্যন্ত ঘনীভূত রঙ্গক বা নির্দিষ্ট রঙের সংযোজন গলিত প্রবাহকে পরিবর্তন করতে পারে এবং পৃষ্ঠের গঠন বা রঙের রেখায় সামান্য তারতম্য ঘটায়।

2.2। ছাঁচ নকশা
ছাঁচ নিজেই চূড়ান্ত অংশের একটি নেতিবাচক ছাপ, এবং এর নকশা নির্দেশ করে কিভাবে পলিমার প্রবাহিত হয়, প্যাক করে এবং শীতল হয়।
2.2.1। গেটের অবস্থান এবং নকশা
- সমালোচনা: দ gate is the entry point for the molten plastic, making its location and size vital.
- গেট প্রভাব: দুর্বল গেট ডিজাইন বা অবস্থানের মতো ত্রুটি হতে পারে জেটিং, প্রবাহের চিহ্ন এবং জোড় লাইন . গেটগুলিকে অংশের সবচেয়ে ঘন অংশে স্থাপন করা উচিত যাতে সর্বাধিক প্যাকিং করা যায় এবং সিঙ্কের চিহ্নগুলি কম করা যায়।
- গেটের ধরন: ফ্যানের গেট বা ডায়াফ্রাম গেটস প্রায়ই ছোট থেকে ভাল পৃষ্ঠ সমাপ্তি ফলাফল নির্দিষ্ট গেট কারণ তারা গহ্বরে মসৃণ, কম অশান্ত প্রবাহের অনুমতি দেয়।
2.2.2। ভেন্টিং এবং কুলিং চ্যানেল ডিজাইন
- ভেন্টিং: অপর্যাপ্ত বাহক ফাঁদ গ্যাস, যা হতে পারে পোড়া চিহ্ন, স্প্লে চিহ্ন (রূপালি রেখা) , এবং poor surface replication due to compressed air resistance. Vents must be strategically placed at the last areas to fill.
- শীতল: ইউনিফর্ম এবং দক্ষ কুলিং চ্যানেল সামঞ্জস্যপূর্ণ সংকোচন এবং পৃষ্ঠ মানের জন্য অপরিহার্য. নন-ইউনিফর্ম কুলিং ডিফারেনশিয়াল সংকোচনের কারণ, যা একটি প্রধান অবদানকারী যুদ্ধ পাতা এবং পৃষ্ঠ অসম্পূর্ণতা মত ডুবের চিহ্ন এবং তরঙ্গায়িত পৃষ্ঠতল .
2.2.3। ছাঁচ সারফেস টেক্সচার এবং পোলিশ
- সরাসরি প্রতিলিপি: দ mold’s surface is সরাসরি প্রতিলিপি করা প্লাস্টিকের অংশে। মোল্ড স্টিল পলিশ বা টেক্সচারের গুণমান হল অংশের পৃষ্ঠের গুণমানের জন্য সিলিং।
- ছাঁচ পলিশিং: মিরর-ফিনিশ পার্টস (এসপিআই এ-গ্রেড) এর জন্য ডায়মন্ড পেস্ট বা ঘষিয়া তুলিয়া ফেলিতে সক্ষম পাথর ব্যবহার করে যথার্থ পলিশিং প্রয়োজন।
- সারফেস টেক্সচারিং: কৌশল পছন্দ করে রাসায়নিক এচিং বা লেজার টেক্সচারিং টেকসই, নির্দিষ্ট টেক্সচার তৈরি করুন (যেমন, চামড়ার শস্য, ম্যাট ফিনিস) যা ত্রুটিগুলি লুকিয়ে রাখে এবং গ্রিপ উন্নত করে।
2.3। প্রসেসিং প্যারামিটার
একবার উপাদান এবং ছাঁচ সেট হয়ে গেলে, মেশিনের অপারেটিং পরামিতিগুলি অপ্টিমাইজেশনের চূড়ান্ত উপায় সরবরাহ করে।
2.3.1। গলে যাওয়া তাপমাত্রা
- প্রভাব: A উচ্চতর গলিত তাপমাত্রা পলিমারের সান্দ্রতা হ্রাস করে, এটিকে আরও সহজে প্রবাহিত করতে দেয় এবং ছাঁচের পৃষ্ঠের বৈশিষ্ট্যগুলির সাথে আরও ঘনিষ্ঠভাবে সামঞ্জস্য করতে দেয়, যার ফলে সাধারণত মসৃণ, উচ্চ চকচকে ফিনিস এবং প্রবাহের চিহ্ন হ্রাস করা।
- সতর্কতা: অত্যধিক উচ্চ তাপমাত্রা উপাদানের অবক্ষয় ঘটাতে পারে, যেমন ত্রুটির দিকে পরিচালিত করে খেলা এবং জ্বলন্ত .
2.3.2। ইনজেকশনের গতি এবং চাপ
- গতি: ইনজেকশন গতি ভারসাম্যপূর্ণ হতে হবে। খুব ধীর, এবং প্লাস্টিক অকালে ঠান্ডা হয়, যার ফলে প্রবাহ লাইন এবং জোড় লাইন . খুব দ্রুত, এবং এটি হতে পারে জেটিং গেটের কাছে বা ঝলকানি .
- চাপ (হোল্ডিং/প্যাকিং): চাপ ধরে রাখা অত্যন্ত গুরুত্বপূর্ণ শীতল পর্যায়ে উচ্চ চাপ প্যাক গহ্বরে অতিরিক্ত উপাদান, সংকোচনের জন্য ক্ষতিপূরণ। সঠিক প্যাকিং চাপ বিরুদ্ধে প্রাথমিক প্রতিরক্ষা ডুবের চিহ্ন এবং ensures a crisp surface detail replication.
2.3.3। ছাঁচের তাপমাত্রা
- প্রভাব: A উচ্চ ছাঁচ তাপমাত্রা প্লাস্টিক গলে যাওয়াকে দীর্ঘ সময়ের জন্য প্রবাহিত রাখে, পলিমার চেইনগুলিকে শিথিল করতে এবং ছাঁচের পৃষ্ঠকে আরও সঠিকভাবে প্রতিলিপি করার অনুমতি দেয়, প্রায়শই সর্বোত্তম পৃষ্ঠের গ্লস এবং ফিনিশ দেয়। এটি শিয়ার স্ট্রেস কমাতে সাহায্য করে, যেমন ত্রুটি প্রতিরোধ করে লাল এবং বাange peel .
- বাণিজ্য বন্ধ: উচ্চ ছাঁচ তাপমাত্রা বৃদ্ধি চক্র সময় , যেহেতু অংশটি ইজেকশনের জন্য যথেষ্ট পরিমাণে ঠান্ডা হতে বেশি সময় নেয়।
2.3.4। শীতল করার সময়
- প্রভাব: যথেষ্ট শীতল সময় চাপের অধীনে অংশের বাইরের ত্বককে শক্ত করার জন্য প্রয়োজনীয়। অকাল ইজেকশনের ফলে স্ট্রেস মার্ক, ওয়ারপেজ এবং হতে পারে আঁচড় (ইজেকশন চিহ্ন) যা সারফেস ফিনিস নষ্ট করে।
3. সারফেস ফিনিশ উন্নত করার কৌশল
একটি উচ্চ-মানের সারফেস ফিনিস অর্জনের জন্য প্রায়ই টুলিং, সেকেন্ডারি প্রসেস এবং বিশেষ যন্ত্রপাতি সম্পর্কিত নির্দিষ্ট কৌশল প্রয়োগ করতে হয়।
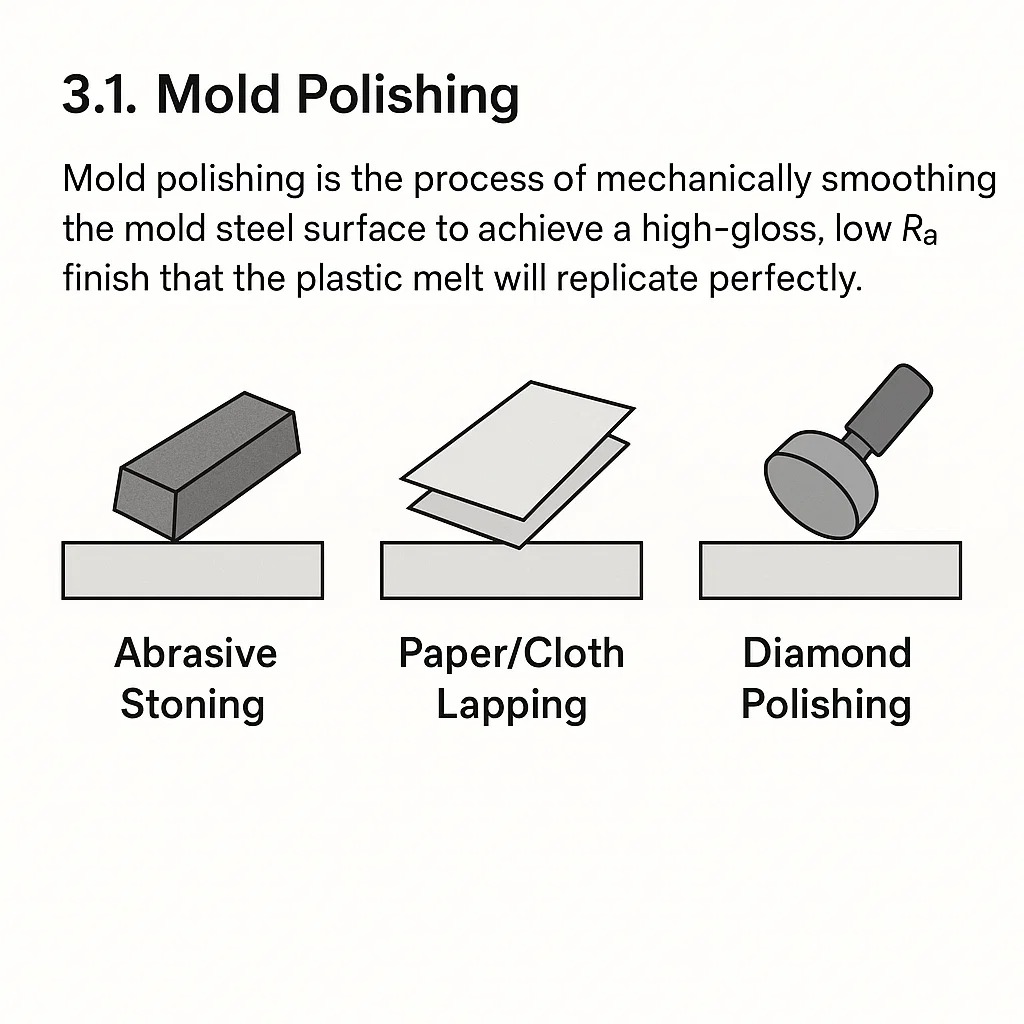
3.1। ছাঁচ মসৃণতা
মোল্ড পলিশিং হল ছাঁচের ইস্পাত পৃষ্ঠকে যান্ত্রিকভাবে মসৃণ করার প্রক্রিয়া যাতে উচ্চ-চকচকে, কম R অর্জন করা যায়। a শেষ করুন যে প্লাস্টিক গলে পুরোপুরি প্রতিলিপি হবে।
3.1.1। বিভিন্ন পলিশিং পদ্ধতি (হীরা, ঘষিয়া তুলিয়া ফেলিতে সক্ষম পাথর)
- ঘর্ষণকারী স্টোনিং: মোটা ঘষিয়া তুলিয়া ফেলিতে সক্ষম পাথর (যেমন, সিলিকন কার্বাইড বা অ্যালুমিনিয়াম অক্সাইড) ব্যবহার করে মেশিনিং চিহ্নের প্রাথমিক আকার দেওয়া এবং অপসারণ করা হয়।
- কাগজ/কাপড়ের ল্যাপিং: সূক্ষ্ম মসৃণতা হীরার যৌগ বা বিশেষ কাগজপত্রের সাহায্যে অর্জন করা হয়, সূক্ষ্ম গ্রিটের মাধ্যমে ক্রমান্বয়ে চলে।
- ডায়মন্ড পলিশিং: সর্বোচ্চ আয়নার মতো ফিনিশের জন্য (এসপিআই এ-১, A-2), চূড়ান্ত পর্যায়ে ডায়মন্ড পেস্ট এবং বিশেষ কাপড়/ফল্ট বব জড়িত। এটি বিবর্ধনের অধীনে সঞ্চালিত অত্যন্ত দক্ষ কাজ।
3.1.2। নির্দিষ্ট রা মান এবং SPI গ্রেড অর্জন করা
পলিশের মাত্রা সরাসরি পরিমাণযোগ্য R-এর সাথে মিলে যায় a মান (গড় রুক্ষতা) এবং গুণগত SPI ফিনিশ গ্রেড:
| এসপিআই গ্রেড | পোলিশ পদ্ধতি | রা মান ( µ মধ্যে) | সাধারণ আবেদন |
|---|---|---|---|
| A-1 | গ্রেড #3 ডায়মন্ড বাফ | 1 | লেন্স, অপটিক্যাল পার্টস |
| বি-2 | #600 গ্রিট স্টোন | 6-8 | উচ্চ গ্লস অংশ, প্রদর্শন |
| গ-3 | #600 এমেরি পেপার | 10-12 | সাধারণ উদ্দেশ্য, সেমি-গ্লস |
| ডি-১ | #10 স্যান্ডপেপার/ড্রাই ব্লাস্ট | 25-32 | ম্যাট টেক্সচার, লুকানো অংশ |
3.2। সারফেস টেক্সচারিং
টেক্সচারিং ইচ্ছাকৃতভাবে একটি নির্দিষ্ট নান্দনিক বা কার্যকরী ফিনিস অর্জনের জন্য ছাঁচের পৃষ্ঠে একটি প্যাটার্ন বা রুক্ষতা প্রবর্তন করে। এটি সাধারণত প্রবাহের চিহ্ন বা সিঙ্কের চিহ্নের মতো ত্রুটিগুলি আড়াল করতে ব্যবহৃত হয়।
3.2.1। কেমিক্যাল এচিং
- প্রক্রিয়া: দ mold steel is masked with a protective film in the desired pattern, and then immersed in an acid bath. The acid eats away (etches) the exposed steel, creating the texture.
- সুবিধা: গভীর, অভিন্ন, টেকসই টেক্সচার তৈরি করে (যেমন, কাঠের শস্য, চামড়ার শস্য)।
3.2.2। লেজার টেক্সচারিং
- প্রক্রিয়া: একটি উচ্চ-নির্ভুল লেজার অত্যন্ত সূক্ষ্ম, নির্ভুল, এবং পুনরাবৃত্তিযোগ্য নিদর্শন তৈরি করতে ছাঁচের পৃষ্ঠ থেকে উপাদানকে অ্যাবলেট (বাষ্পীভূত করে)।
- সুবিধা: জটিল জন্য অনুমতি দেয়, মাইক্রো টেক্সচারিং বা even ন্যানো টেক্সচারিং (বিভাগ 8 দেখুন), এবং জটিল 3D আকারের জন্য আদর্শ।
3.2.3। পুঁতি বিস্ফোরণ
- প্রক্রিয়া: সূক্ষ্ম কাচের পুঁতি বা অন্যান্য ঘষিয়া তুলিয়া ফেলিতে সক্ষম মিডিয়া উচ্চ চাপে ছাঁচ পৃষ্ঠের বিরুদ্ধে চালিত হয়।
- সুবিধা: একটি ইউনিফর্ম, নিস্তেজ, ম্যাট বা সাটিন ফিনিশ (প্রায়শই SPI D-গ্রেড) তৈরি করে। এটি গ্লস অপসারণ এবং পৃষ্ঠের অসম্পূর্ণতা লুকানোর একটি দ্রুত, সাশ্রয়ী উপায়।
3.3। লেপ এবং পেইন্টিং
এগুলি ঢালাই অংশে প্রয়োগ করা সেকেন্ডারি প্রক্রিয়া পরে এটি বের করা হয়েছে, রঙ, গ্লস বা বিশেষ কার্যকরী বৈশিষ্ট্য যোগ করতে ব্যবহৃত হয়েছে।
3.3.1। আবরণের প্রকার (যেমন, UV, অ্যান্টি-স্ক্র্যাচ)
- UV আবরণ: একটি পরিষ্কার আবরণ UV আলো অধীনে নিরাময়. পলিকার্বোনেটে ব্যাপকভাবে ব্যবহৃত হয় ( পিসি ) এবং এক্রাইলিক ( পিএমএমএ ) অংশ একটি উচ্চ-চকচকে ফিনিস পুনরুদ্ধার বা বহিরঙ্গন আবহাওয়া প্রতিরোধের উন্নতি.
- অ্যান্টি-স্ক্র্যাচ/হার্ড আবরণ: পৃষ্ঠের কঠোরতা এবং স্ক্র্যাচ প্রতিরোধ ক্ষমতা বাড়াতে নরম প্লাস্টিকের (পিসির মতো) প্রয়োগ করা হয়, লেন্স এবং ডিসপ্লে কভারের জন্য গুরুত্বপূর্ণ।
3.3.2। পেইন্টিং কৌশল (স্প্রে, পাউডার লেপ)
- স্প্রে পেইন্টিং: প্লাস্টিকের উপাদানগুলিতে সুনির্দিষ্ট রঙের মিল এবং নিয়ন্ত্রিত গ্লস মাত্রা অর্জনের জন্য আদর্শ কৌশল।
- পাউডার আবরণ: যদিও ঐতিহ্যগতভাবে ধাতুর জন্য, বিশেষায়িত নিম্ন-তাপমাত্রার পাউডার আবরণগুলি এখন কিছু প্লাস্টিকের উপর ব্যবহার করা হয় যাতে একটি টেকসই, অভিন্ন ফিনিস প্রদান করা হয়।
3.4। গ্যাস-সহায়ক ইনজেকশন ছাঁচনির্মাণ
- কৌশল: প্লাস্টিকটি আংশিকভাবে পূর্ণ হওয়ার পরে একটি নিষ্ক্রিয় গ্যাস (সাধারণত নাইট্রোজেন) ছাঁচের গহ্বরে প্রবেশ করানো হয়।
- সুবিধা: দ gas core applies internal pressure, which helps to ভিতর থেকে গলিত প্লাস্টিক প্যাক , কার্যকরভাবে নির্মূল ডুবের চিহ্ন বাহ্যিক পৃষ্ঠে।
3.5। হট রানার সিস্টেম
- কৌশল: একটি হিটিং সিস্টেম গলিত প্লাস্টিকের তাপমাত্রা ঠিক গেট পর্যন্ত বজায় রাখে, ঠান্ডা স্প্রু/রানারের প্রয়োজনীয়তা দূর করে।
- সুবিধা: প্লাস্টিক গলানো অত্যন্ত সামঞ্জস্যপূর্ণ রাখে এবং প্যাকিংয়ের উপর সহজ নিয়ন্ত্রণের অনুমতি দেয়, যা চাপ কমিয়ে দেয় এবং leads to better surface gloss and elimination of প্রবাহ চিহ্ন .
3.6। ছাঁচ তাপমাত্রা নিয়ন্ত্রণ প্রযুক্তি
- কৌশল: স্ট্যান্ডার্ড জল/তেল শীতলকরণের বাইরে, উচ্চ-নির্ভুল গরম করার সিস্টেমগুলি (যেমন, বাষ্প গরম করা, ইন্ডাকশন হিটিং, বা বিশেষায়িত তরল সিস্টেম) ছাঁচের পৃষ্ঠের তাপমাত্রাকে দ্রুত চক্র করতে ব্যবহৃত হয়।
- সুবিধা: ভরাট করার সময় ছাঁচের তাপমাত্রা বাড়িয়ে (উচ্চ চকচকে অর্জন করতে) এবং তারপর দ্রুত ঠান্ডা করার জন্য (চক্রের সময় কমানোর জন্য) নামিয়ে দিয়ে, এই প্রযুক্তিগুলি প্রসেসরগুলিকে অর্জন করতে দেয় আয়নার মত শেষ এমনকি কম প্রবাহযোগ্য উপকরণ সহ, কার্যত ত্রুটিগুলি দূর করে জোড় লাইন এবং বাange peel .
4. সাধারণ পৃষ্ঠের ত্রুটি এবং তাদের সমাধান
সারফেস ডিফেক্ট হল চাক্ষুষ বা স্পর্শকাতর ত্রুটি যা ঢালাই করা অংশের গুণমানের সাথে আপস করে। মূল কারণ শনাক্ত করা—সেটি উপাদান, ছাঁচ বা প্রক্রিয়াই হোক—কার্যকর সংশোধনের চাবিকাঠি।
4.1। সিঙ্ক মার্কস
A ডুব চিহ্ন একটি পুরু অংশ বিভাগের পৃষ্ঠে একটি স্থানীয় বিষণ্নতা বা ডিম্পল।
| কারণ | প্রতিরোধ/সমাধান |
|---|---|
| সংকোচন: ঠাণ্ডা করার সময় ভলিউমেট্রিক সংকোচনের জন্য ক্ষতিপূরণের জন্য ছাঁচে বস্তাবন্দী অপর্যাপ্ত উপাদান। | হোল্ডিং চাপ বাড়ান: দ most effective fix is to increase the হোল্ডিং (প্যাকিং) চাপ কnd time to force more material into the mold. |
| অ-ইউনিফর্ম প্রাচীর বেধ: ঘন অংশগুলি ধীরে ধীরে শীতল হয়, যার ফলে অভ্যন্তরীণ উপাদানগুলি পৃষ্ঠটিকে ভিতরের দিকে টেনে নেয়। | নকশা: অভিন্ন প্রাচীর বেধ বজায় রাখার জন্য অংশটি পুনরায় ডিজাইন করুন। বাল্ক কমাতে অভ্যন্তরীণ পাঁজর বা কোরিং ব্যবহার করুন। |
| উচ্চ গলিত/ছাঁচের তাপমাত্রা: অতিরিক্ত তাপ সংকোচন বাড়াতে পারে। | নিম্ন গলিত/ছাঁচের তাপমাত্রা: মোট সংকোচন হ্রাস, অংশ পূরণ করার জন্য যথেষ্ট উচ্চ তাপমাত্রা চালান। |
4.2। ঝালাই লাইন (নিট লাইন)
A জোড় লাইন এটি একটি দৃশ্যমান রেখা যেখানে দুটি বা ততোধিক প্রবাহিত গলিত ফ্রন্ট মিলিত হয় এবং ফিউজ হয় কিন্তু পুরোপুরি মিশে যায় না।
| কারণ | প্রতিরোধ/সমাধান |
|---|---|
| নিম্ন তাপমাত্রা: দ melt fronts are too cool when they meet, preventing complete molecular inter-diffusion. | গলিত/ছাঁচের তাপমাত্রা বৃদ্ধি করুন: উচ্চ তাপমাত্রা প্লাস্টিককে দীর্ঘক্ষণ গলিত থাকতে দেয়, আরও ভাল ফিউশনের সুবিধা দেয় এবং লাইনের দৃশ্যমানতা হ্রাস করে। |
| অপর্যাপ্ত চাপ: দুই ফ্রন্টকে একত্রে জোর করার চাপের অভাব। | ইনজেকশনের গতি এবং চাপ বাড়ান: দ্রুত ইনজেকশন মিলনের আগে ঠান্ডা কমিয়ে দেয়। |
| এয়ার ট্র্যাপিং: মিটিং পয়েন্টে গ্যাস বা বাতাস আটকা পড়ে। | ভেন্টিং উন্নত করুন: আটকে থাকা বাতাসকে পালানোর জন্য ওয়েল্ড লাইনের অবস্থানে ভেন্ট যোগ করুন বা গভীর করুন। |
4.3। ফ্লো মার্কস (ফ্লো লাইন)
প্রবাহের চিহ্ন স্ট্রিক, তরঙ্গের মতো লাইন বা প্যাটার্নগুলি পৃষ্ঠে দৃশ্যমান, প্রায়শই গেট থেকে বিকিরণ করে।
| কারণ | প্রতিরোধ/সমাধান |
|---|---|
| ধীর বা পরিবর্তিত প্রবাহ: দ molten plastic cools against the mold wall as it flows, creating visible layers. | ইনজেকশনের গতি বাড়ান: গলে যাওয়া ফ্রন্ট গরম এবং তরল থাকে তা নিশ্চিত করতে গহ্বরটি দ্রুত পূরণ করুন। |
| নিম্ন ছাঁচ তাপমাত্রা: একটি ঠান্ডা ছাঁচ প্লাস্টিকের প্রথম যোগাযোগ স্তরকে খুব দ্রুত শক্ত করে। | ছাঁচের তাপমাত্রা বৃদ্ধি করুন: একটি উত্তপ্ত ছাঁচ পৃষ্ঠের প্লাস্টিককে দীর্ঘতর গলিত রাখে, প্রবাহ লাইনগুলিকে বিলুপ্ত করতে দেয়। |
| গেট/রানার জ্যামিতি: সীমাবদ্ধ বা খারাপভাবে ডিজাইন করা রানার/গেট অশান্ত প্রবাহ সৃষ্টি করে। | বড় করুন গেট/রানার: শিয়ার স্ট্রেস কমাতে গেটটি প্রশস্ত করুন এবং একটি মসৃণ প্রবেশ প্রবাহের অনুমতি দিন। |
4.4। জেটিং
জেটিং এটি ঘটে যখন গলিত প্লাস্টিকটি একটি ছোট গেট দিয়ে একটি খোলা ছাঁচের গহ্বরে প্রবেশ করা হয়, বাকি গহ্বরটি পূর্ণ হওয়ার আগে স্নেকিং স্রোতের মতো শক্ত হয়ে যায়।
| কারণ | প্রতিরোধ/সমাধান |
|---|---|
| উচ্চ ইনজেকশন গতি: একটি সীমাবদ্ধ গেট মাধ্যমে দ্রুত প্রবাহ হার. | ইনজেকশনের গতি হ্রাস করুন: প্রাথমিক ইনজেকশনের গতি কমিয়ে দিন। |
| দুর্বল গেট ডিজাইন: দ gate is positioned in a thick area or directs the melt stream straight into a large open space. | গেট পুনরায় ডিজাইন করুন: ব্যবহার a সাব-গেট বা ট্যাব গেট যা একটি ছাঁচের প্রাচীর বা একটি কোর পিনের বিরুদ্ধে প্রবাহকে নির্দেশ করে, গহ্বরে প্রবেশ করার সাথে সাথেই গলিত স্রোতকে "ফ্যান আউট" করতে দেয়। |
4.5। কমলার খোসা
কমলার খোসা একটি সারফেস যা দেখতে কমলালেবুর ত্বকের মতো—একটি ঢেউ খেলানো বা ছিদ্রযুক্ত চেহারা।
| কারণ | প্রতিরোধ/সমাধান |
|---|---|
| ছাঁচের তাপমাত্রার পার্থক্য: প্লাস্টিকের গলে যাওয়া এবং ছাঁচের পৃষ্ঠের মধ্যে চরম তাপমাত্রার পার্থক্য। | ছাঁচের তাপমাত্রা বৃদ্ধি করুন: একটি গরম ছাঁচের পৃষ্ঠ উপাদানটিকে শক্ত করার আগে ছাঁচের পৃষ্ঠের সম্পূর্ণ প্রতিলিপি করতে দেয়। |
| উপাদানের অবক্ষয়/আর্দ্রতা: উপাদানের অত্যধিক আর্দ্রতা পৃষ্ঠে গ্যাসিং হতে পারে। | প্রাক-শুষ্ক উপাদান: প্রস্তুতকারকের স্পেসিফিকেশন অনুযায়ী রজন শুকানো হয়েছে তা নিশ্চিত করুন। |
| নিম্ন গলিত সান্দ্রতা: প্লাস্টিক খুব গরম এবং যখন এটি ছাঁচের সাথে যোগাযোগ করে তখন তার আকৃতি ধরে না। | গলিত তাপমাত্রা কিছুটা কমিয়ে দিন: প্রবাহের চিহ্ন না ঘটিয়ে সান্দ্রতা উন্নত করতে গলিত তাপমাত্রা সামঞ্জস্য করুন। |
4.6। ব্লাশ (গেট ব্লাশ)
ব্লাশ নিস্তেজ বা মেঘলা একটি স্থানীয় এলাকা, সাধারণত সরাসরি গেট এলাকার চারপাশে ঘটছে।
| কারণ | প্রতিরোধ/সমাধান |
|---|---|
| উচ্চ শিয়ার স্ট্রেস: উপাদান একটি ছোট গেট মাধ্যমে খুব হিংস্রভাবে জোর করা হচ্ছে দ্বারা সৃষ্ট. | গেটের আকার বাড়ান: সীমাবদ্ধতা হ্রাস করা পলিমারের শিয়ার স্ট্রেসকে হ্রাস করে। |
| ইনজেকশন গতি: গেট দিয়ে খুব উচ্চ ইনজেকশন গতি. | ইনজেকশনের গতি কমানো: প্রাথমিক ইনজেকশনের গতি কমিয়ে দিন, প্রায়ই মাল্টি-স্টেজ প্রোফাইলিং ব্যবহার করে। |
| লুব্রিকেন্ট বিচ্ছেদ: উপাদান সংযোজন / লুব্রিকেন্ট উচ্চ শিয়ার অধীনে পৃথক. | একটি ভিন্ন উপাদান গ্রেড চেষ্টা করুন: ভাল তাপীয় স্থিতিশীলতা বা কম সংযোজন সামগ্রী সহ একটি রজন গ্রেডে স্যুইচ করুন। |
5. সর্বোত্তম সারফেস ফিনিশের জন্য উপাদান নির্বাচন
উপাদান নির্বাচন একটি উচ্চ-মানের পৃষ্ঠ ফিনিস অর্জনের প্রথম এবং সবচেয়ে গুরুত্বপূর্ণ পদক্ষেপ। পলিমারের অন্তর্নিহিত বৈশিষ্ট্যগুলি - বিশেষত এর আণবিক গঠন এবং সংকোচনের হার - নির্ধারণ করে যে এটি ছাঁচের পৃষ্ঠকে কতটা ভালভাবে প্রতিলিপি করতে পারে।
5.1। উপযুক্ত থার্মোপ্লাস্টিকের ওভারভিউ
থার্মোপ্লাস্টিকগুলি তাদের গঠন দ্বারা শ্রেণীবদ্ধ করা হয়, যা সরাসরি তাদের সমাপ্ত চেহারাকে প্রভাবিত করে: নিরাকার পলিমার সাধারণত উচ্চতর গ্লস এবং পৃষ্ঠ প্রতিলিপি প্রস্তাব, যখন আধা-ক্রিস্টালাইন বৃহত্তর, কম অভিন্ন সঙ্কুচিত হওয়ার কারণে পলিমারের ফিনিস সাধারণত নিস্তেজ থাকে।
5.1.1। এক্রাইলিক (পিএমএমএ)
- গঠন: নিরাকার
- সমাপ্তি ক্ষমতা: চমৎকার। PMMA (Polymethyl Methacrylate) তার ব্যতিক্রমী স্বচ্ছতা এবং একটি অর্জন করার ক্ষমতার জন্য পরিচিত খুব উচ্চ চকচকে, আয়নার মত ফিনিস (SPI A-1 এর জন্য আদর্শ)। এটি প্রায়শই অপটিক্যাল উপাদান, লেন্স এবং ডিসপ্লে কভারের জন্য ব্যবহৃত হয়।
- চ্যালেঞ্জ: ভুলভাবে ঢালাই করা বা নির্দিষ্ট রাসায়নিকের সংস্পর্শে এলে ক্রেজিং এবং স্ট্রেস ক্র্যাকিংয়ের জন্য অত্যন্ত সংবেদনশীল।
5.1.2। পলিকার্বোনেট (পিসি)
- গঠন: নিরাকার
- সমাপ্তি ক্ষমতা: চমৎকার। পিসি একটি কঠিন, উচ্চ-প্রভাবিত পৃষ্ঠ প্রদান করে যা একটি অর্জন করতে পারে উজ্জ্বল, উচ্চ চকচকে ফিনিস . এর উচ্চ সান্দ্রতার জন্য উপযুক্ত ছাঁচনির্মাণ তাপমাত্রা প্রয়োজন কিন্তু এর ফলে পৃষ্ঠের প্রতিলিপি ভালো হয়।
- চ্যালেঞ্জ: হাইড্রোলাইসিস প্রতিরোধ করার জন্য পুঙ্খানুপুঙ্খভাবে শুকানো উচিত (হাইড্রোস্কোপিক), যা হতে পারে খেলা marks এবং poor surface quality.
5.1.3। অ্যাক্রিলোনিট্রাইল বুটাডিন স্টাইরিন (ABS)
- গঠন: নিরাকার
- সমাপ্তি ক্ষমতা: খুব ভালো। ABS হল ওয়ার্কহরস ইঞ্জিনিয়ারিং পলিমার, যা যান্ত্রিক বৈশিষ্ট্যগুলির একটি ভাল ভারসাম্য প্রদান করে এবং ক উচ্চ মানের কসমেটিক ফিনিস . এটি সহজেই টেক্সচার করা হয় (এচিং/ব্লাস্টিংয়ের মাধ্যমে) এবং সহজেই পেইন্টিং এবং প্লেটিং গ্রহণ করে (যেমন, ক্রোম)।
- চ্যালেঞ্জ: উচ্চ প্রবণ ডুবের চিহ্ন এর মাঝারি সংকোচনের কারণে ঘন অংশে।
5.1.4। পলিপ্রোপিলিন (পিপি)
- গঠন: আধা-ক্রিস্টালাইন
- সমাপ্তি ক্ষমতা: ফেয়ার টু গুড। একটি আধা-স্ফটিক রজন হিসাবে, পিপি সাধারণত উচ্চতর, কম অভিন্ন সংকোচন প্রদর্শন করে, যার ফলে একটি নিস্তেজ, নিম্ন-চকচকে ফিনিস নিরাকার রেজিনের তুলনায়। এর প্রবণতাও বেশি প্রবাহ লাইন এবং the বাange peel প্রভাব
- সুবিধা: যেখানে দৃঢ়তা এবং রাসায়নিক প্রতিরোধ সর্বাপেক্ষা গুরুত্বপূর্ণ, এবং একটি ম্যাট বা টেক্সচার্ড ফিনিস গ্রহণযোগ্য।
5.1.5। পলিস্টাইরিন (পিএস)
- গঠন: নিরাকার (সাধারণ উদ্দেশ্য PS বা GPPS) বা একটি মিশ্রণ (হাই-ইমপ্যাক্ট PS বা HIPS) হতে পারে।
- সমাপ্তি ক্ষমতা: ভাল (GPPS)। GPPS নিরাকার এবং প্রদান করে চমৎকার গ্লস এবং rigidity, making it suitable for clear or highly cosmetic parts (e.g., disposable drinkware). HIPS is less glossy due to additives but is tougher.
- চ্যালেঞ্জ: ABS বা PC এর তুলনায় ভঙ্গুর।
5.2। বিভিন্ন উপকরণের সারফেস ফিনিশ ক্ষমতার তুলনা করা
| সম্পত্তি | পিএমএমএ (Acrylic) | পিসি (Polycarbonate) | কBS | পিপি (পলিপ্রোপিলিন) | পিএস (পলিস্টাইরিন) |
|---|---|---|---|---|---|
| গঠন | নিরাকার | নিরাকার | নিরাকার | আধা-ক্রিস্টালাইন | নিরাকার |
| সর্বোচ্চ গ্লস | চমৎকার (সর্বোচ্চ) | চমৎকার | খুব ভালো | ন্যায্য (নিম্ন) | ভাল |
| সংকোচনের হার | কম | কম | পরিমিত | উচ্চ (নন ইউনিফর্ম) | কম to Moderate |
| টেক্সচার গ্রহণযোগ্যতা | ন্যায্য (সংবেদনশীল) | ভাল | চমৎকার | ভাল | ভাল |
| ত্রুটি প্রবণতা | উন্মাদনা | স্প্লে/আদ্রতা | সিঙ্ক মার্কস | কমলার খোসা/ওয়ারপেজ | ভঙ্গুরতা |
5.3। সারফেস ট্রিটমেন্টের সাথে উপাদানের সামঞ্জস্যের জন্য বিবেচনা
একটি উপাদান নির্বাচন করার সময়, কোন পরিকল্পিত মাধ্যমিক পৃষ্ঠ চিকিত্সা বিবেচনা করা গুরুত্বপূর্ণ:
- আনুগত্য: কিছু পলিমার, বিশেষ করে পলিপ্রোপিলিন (পিপি) এবং পলিথিন (PE) , খুব কম পৃষ্ঠ শক্তি আছে, এটি পেইন্ট এবং আবরণ মেনে চলা কঠিন করে তোলে। এই প্রায়ই প্রয়োজন প্রাক-চিকিত্সা প্রক্রিয়া মত শিখা চিকিত্সা বা প্লাজমা চিকিত্সা পেইন্টিং আগে।
- দ্রাবক প্রতিরোধ: নিরাকার resins like পিসি এবং পিএমএমএ রাসায়নিক আক্রমণের জন্য সংবেদনশীল এবং চাপ ক্র্যাকিং পেইন্ট বা আঠালো পাওয়া অনেক সাধারণ দ্রাবক থেকে। বিশেষায়িত, অ-আক্রমনাত্মক আবরণ ব্যবহার করা আবশ্যক।
- প্লাটিবিলিটি: কBS ক্রোম প্লেটিং (যেমন, স্বয়ংচালিত ট্রিম) প্রয়োজনের অংশগুলির জন্য এটি প্রায়শই পছন্দের উপাদান কারণ এর গঠনটি ধাতব ফিনিশের উচ্চতর আনুগত্যের অনুমতি দেয়।
6. কেস স্টাডিজ: ইনজেকশন ছাঁচনির্মাণে সারফেস ফিনিশ উন্নতি
এই কেস স্টাডিগুলি ব্যাখ্যা করে যে কীভাবে উপাদান, টুলিং এবং প্রক্রিয়া পরামিতির প্রতি নির্দিষ্ট মনোযোগ চ্যালেঞ্জগুলি অতিক্রম করতে পারে এবং বিভিন্ন শিল্প জুড়ে কঠোর পৃষ্ঠের ফিনিস প্রয়োজনীয়তা অর্জন করতে পারে।
6.1। মোটরগাড়ি উপাদান
চ্যালেঞ্জ: ক্লাস A অটোমোটিভ এক্সটেরিয়র প্যানেল
স্বয়ংচালিত বহিরাগত প্যানেলগুলির (যেমন, বডি প্যানেল, পিলার ট্রিম) একটি প্রয়োজন "ক্লাস A" পৃষ্ঠ ফিনিস : একটি উচ্চ-চকচকে, নান্দনিকভাবে নিখুঁত, দাগ-মুক্ত পৃষ্ঠ যা পেইন্টিংয়ের জন্য প্রস্তুত। এই ফিনিস বড় পৃষ্ঠ এলাকা জুড়ে সামঞ্জস্যপূর্ণ হতে হবে।
- সমাধান বাস্তবায়িত:
- উপাদান: উচ্চ প্রকৌশলী ব্যবহার কBS/PC blends খুব কম সংকোচনের হার সহ।
- টুলিং: নিয়োগ করা SPI A-1 (মিরর) ছাঁচ ইস্পাত উপর পলিশ, একটি প্রতিরক্ষামূলক দ্বারা অনুসরণ শক্ত আবরণ হাজার হাজার চক্র ধরে ফিনিস বজায় রাখতে।
- প্রক্রিয়া: ব্যবহার করছে দ্রুত তাপমাত্রা সাইক্লিং (RTC) প্রযুক্তি (ছাঁচের তাপমাত্রা নিয়ন্ত্রণ প্রযুক্তি, বিভাগ 3.6)। এটি ইনজেকশনের সময় ছাঁচের পৃষ্ঠকে দ্রুত উত্তপ্ত করে (প্রবাহ এবং চকচকে উন্নতি করে, ওয়েল্ড লাইনগুলি দূর করে) এবং দ্রুত চক্র সময়ের জন্য এটিকে দ্রুত ঠান্ডা করে।
ফলাফল:
কাছাকাছি-নিখুঁত গ্লস অভিন্নতা এবং প্রবাহের চিহ্ন এবং জোড় লাইনের ভার্চুয়াল নির্মূল, ব্যাপক পোস্ট-মোল্ডিং ফিনিশিং এবং পেইন্টিং প্রস্তুতির প্রয়োজনীয়তা হ্রাস করে।
6.2। কনজিউমার ইলেকট্রনিক্স
চ্যালেঞ্জ: হাই-গ্লস স্মার্টফোন কেসিং
আধুনিক স্মার্টফোন এবং ডিভাইস ক্যাসিংগুলির জন্য একটি গভীর, স্ক্র্যাচ-প্রতিরোধী গ্লস ফিনিশের প্রয়োজন হয় যখন প্রায়ই জটিল জ্যামিতি থাকে (যেমন, পাতলা দেয়াল, একাধিক অভ্যন্তরীণ পাঁজর)।
- সমাধান বাস্তবায়িত:
- উপাদান: উচ্চ-প্রবাহ, UV-স্থিতিশীল পলিকার্বোনেট (পিসি) , তার শক্তি এবং উচ্চ চকচকে ক্ষমতা জন্য নির্বাচিত.
- নকশা: সাবধানে বাস্তবায়ন গ্যাস-সহায়ক ইনজেকশন ছাঁচনির্মাণ (অনুচ্ছেদ 3.4) অভ্যন্তরীণ পুরু বিভাগগুলি (বস) ফাঁপা করতে, কার্যকরভাবে প্রতিরোধ করে ডুবের চিহ্ন পাতলা, অত্যন্ত দৃশ্যমান বাহ্যিক পৃষ্ঠে।
- পোস্ট-মোল্ডিং: একটি প্রতিরক্ষামূলক প্রয়োগ অ্যান্টি-স্ক্র্যাচ/ইউভি লেপ (বিভাগ 3.3.1) ছাঁচনির্মাণের সময় অর্জিত উচ্চ পৃষ্ঠের চকচকে আপোষ না করেই ভোক্তাদের স্থায়িত্বের প্রয়োজনীয়তা পূরণ করতে।
ফলাফল:
অন্তর্নিহিত কাঠামোগত বৈশিষ্ট্য থাকা সত্ত্বেও কেসিংগুলি একটি উচ্চ-চকচকে, আয়নার মতো ফিনিস বজায় রাখে, এবং প্রতিদিনের পরিধানের প্রয়োজনীয় প্রতিরোধের সাথে মিলিত হয়।
6.3। মেডিকেল ডিভাইস
চ্যালেঞ্জ: মসৃণ, জীবাণুমুক্ত পাম্প হাউজিং
মেডিক্যাল ডিভাইস, যেমন ডায়ালাইসিস বা ড্রাগ পাম্প হাউজিং, পরিষ্কার, জীবাণুমুক্তকরণ এবং বায়ো-ফিল্ম জমা রোধ করার জন্য অত্যন্ত মসৃণ, ছিদ্রহীন পৃষ্ঠের প্রয়োজন হয়।
- সমাধান বাস্তবায়িত:
- উপাদান: মেডিকেল-গ্রেড, কম নিষ্কাশনযোগ্য পলিপ্রোপিলিন (পিপি) বা high-grade কBS , বায়োকম্প্যাটিবিলিটির জন্য বেছে নেওয়া হয়েছে।
- টুলিং: দ mold cavity is polished to an SPI A-2 বা A-3 শেষ (নিম্ন আর ক মান) ন্যূনতম পৃষ্ঠের রুক্ষতা নিশ্চিত করতে।
- প্রক্রিয়া: চলমান a উচ্চ ছাঁচ তাপমাত্রা (বিভাগ 2.3.3) প্লাস্টিকের প্রবাহকে সর্বাধিক করতে এবং মসৃণ ছাঁচের পৃষ্ঠের সম্পূর্ণ প্রতিলিপি নিশ্চিত করতে, যা মাইক্রোস্কোপিক ছিদ্র বা নিট লাইনের দৃশ্যমানতা কমিয়ে দেয়।
ফলাফল:
অংশগুলি একটি কম R অর্জন করে a মান, একটি পৃষ্ঠ তৈরি করে যা জীবাণুমুক্ত করা সহজ, কঠোর চিকিৎসা নিয়ন্ত্রক মান পূরণ করে এবং পৃষ্ঠের দূষণ প্রতিরোধ করে।
7. সারফেস ফিনিশ সমস্যা সমাধান করা
যখন পৃষ্ঠের ত্রুটি দেখা দেয়, তখন শুধুমাত্র অন্তর্দৃষ্টির উপর নির্ভর করা প্রায়শই অদক্ষ এবং ব্যয়বহুল। একটি পদ্ধতিগত, বৈজ্ঞানিক পদ্ধতির মূল কারণ চিহ্নিত করতে এবং একটি স্থায়ী সমাধানের জন্য প্রক্রিয়াটিকে অপ্টিমাইজ করার প্রয়োজন।
7.1। মূল কারণ চিহ্নিত করার পদ্ধতিগত পদ্ধতি
সমস্যা সমাধানের জন্য একটি পরিষ্কার, ধাপে ধাপে পদ্ধতি অনুসরণ করা উচিত:
- ত্রুটি সংজ্ঞায়িত করুন এবং নথিভুক্ত করুন: পরিষ্কারভাবে ত্রুটি সনাক্ত করুন (যেমন, সিঙ্ক চিহ্ন, প্রবাহের চিহ্ন, জেটিং) এবং এর অবস্থান, ফ্রিকোয়েন্সি এবং তীব্রতা। নমুনা এবং ফটোগ্রাফিক প্রমাণ সংগ্রহ করুন।
- উপাদানের বৈশিষ্ট্য পর্যালোচনা করুন: রজন সঠিকভাবে শুকানো হয়েছে কিনা তা যাচাই করুন (বিশেষ করে হাইড্রোস্কোপিক রজন যেমন পিসি বা কBS ), দূষিত নয়, এবং কাজের জন্য নির্দিষ্ট করা সঠিক গ্রেড।
- টুলিং পরিদর্শন করুন: ক্ষতি, অপর্যাপ্ত বায়ুচলাচল, গহ্বরে ধ্বংসাবশেষ বা ছাঁচের পৃষ্ঠের সমাপ্তিতে অসঙ্গতিগুলির জন্য ছাঁচটি পরীক্ষা করুন। নিশ্চিত করুন যে ছাঁচের তাপমাত্রা নিয়ন্ত্রণ ব্যবস্থা সঠিকভাবে কাজ করছে এবং অভিন্ন তাপমাত্রা প্রদান করছে।
- প্রক্রিয়াকরণ পরামিতি বিশ্লেষণ করুন (6 M's): পদ্ধতিগতভাবে নিম্নলিখিত ভেরিয়েবলগুলি পরীক্ষা করুন এবং রেকর্ড করুন, যা ত্রুটির সাধারণ মূল কারণ:
- উপাদান: আর্দ্রতা, তাপমাত্রা, সান্দ্রতা।
- ছাঁচ: তাপমাত্রা, শীতল অভিন্নতা, বাহক.
- মেশিন: স্ক্রু গতি, ব্যারেল তাপমাত্রা প্রোফাইল।
- পদ্ধতি (প্রক্রিয়া): ইনজেকশন গতি, holding pressure, cycle time.
- জনশক্তি: অপারেটরের ধারাবাহিকতা এবং পদ্ধতি।
- পরিমাপ: QC চেক এবং সরঞ্জাম ক্রমাঙ্কন এর সামঞ্জস্য.
- বিচ্ছিন্ন করুন এবং সামঞ্জস্য করুন: একবারে একটি প্রক্রিয়াকরণ পরিবর্তন প্রয়োগ করুন (যেমন, ছাঁচের তাপমাত্রা 5 দ্বারা বৃদ্ধি করুন °সে ), ফলাফল নিরীক্ষণ, এবং ফলাফল নথিভুক্ত. একসাথে একাধিক ভেরিয়েবল কখনই সামঞ্জস্য করবেন না।
7.2। অপ্টিমাইজেশনের জন্য ডিজাইন অফ এক্সপেরিমেন্টস (DOE) ব্যবহার করা
জটিল ত্রুটির জন্য যেখানে একাধিক কারণ যোগাযোগ করতে পারে, পরীক্ষার ডিজাইন (DOE) পদ্ধতি অপ্টিমাইজেশনের জন্য একটি পরিসংখ্যানগতভাবে কঠোর পথ প্রদান করে।
- DOE কি? DOE হল পরীক্ষার পরিকল্পনা, সম্পাদন এবং বিশ্লেষণ করার জন্য একটি আনুষ্ঠানিক পদ্ধতি যা নির্ধারণ করতে বিভিন্ন কারণ (যেমন, গলিত তাপমাত্রা, ইনজেকশনের গতি, ছাঁচের তাপমাত্রা) আউটপুট বৈশিষ্ট্যকে প্রভাবিত করে (সারফেস ফিনিস গুণমান, R দ্বারা পরিমাপ করা হয়) ক বা defect count).
- দ Power of Interaction: DOE শুধুমাত্র স্বতন্ত্র কারণগুলির প্রভাবকে চিহ্নিত করতে পারে না মিথস্ক্রিয়া প্রভাব —উদাহরণস্বরূপ, কত উচ্চ তাপমাত্রা গলে কnd কম ইনজেকশন গতি সম্মিলিতভাবে একা কারণের চেয়ে বেশি জেটিং এর মত একটি ত্রুটি খারাপ হতে পারে।
- বাস্তবায়ন: সীমিত সংখ্যক কাঠামোগত পরীক্ষা চালানোর মাধ্যমে, DOE দ্রুত "প্রসেস উইন্ডো" সংজ্ঞায়িত করতে পারে—প্রসেসিং প্যারামিটারের সর্বোত্তম পরিসর যা নির্ভরযোগ্যভাবে পছন্দসই পৃষ্ঠের ফিনিস প্রদান করে।
7.3। প্রক্রিয়া পর্যবেক্ষণ এবং নিয়ন্ত্রণ
সর্বোত্তম সমস্যা সমাধান হল প্রতিরোধ, যা ধারাবাহিক পর্যবেক্ষণের উপর নির্ভর করে:
- ক্লোজড-লুপ কন্ট্রোল: ক্লোজড-লুপ কন্ট্রোল সিস্টেম সহ আধুনিক ইনজেকশন মোল্ডিং মেশিন ব্যবহার করা নিশ্চিত করে যে গুরুত্বপূর্ণ পরামিতিগুলি যেমন দ্রবীভূত তাপমাত্রা , ছাঁচ তাপমাত্রা , এবং ইনজেকশন বেগ পুরো উৎপাদন চলাকালীন স্থিতিশীল থাকে, ড্রিফ্ট প্রতিরোধ করে যা অসামঞ্জস্যপূর্ণ পৃষ্ঠের সমাপ্তির দিকে পরিচালিত করে।
- ইন-লাইন পরিমাপ: অত্যন্ত গুরুত্বপূর্ণ অংশগুলির জন্য (যেমন, অপটিক্যাল উপাদান), ইন-লাইন পরিমাপ সিস্টেম ব্যবহার করে (যেমন ভিশন সিস্টেম বা রুক্ষতা পরীক্ষক) পৃষ্ঠের ত্রুটি বা মাত্রিক সমস্যাগুলি অবিলম্বে সনাক্ত করতে পারে, অপারেটরদের অত্যধিক স্ক্র্যাপ তৈরি করার আগে প্রক্রিয়াটি সংশোধন করার অনুমতি দেয়।
- প্রতিরোধমূলক রক্ষণাবেক্ষণ: ছাঁচের নিয়মিত পরিষ্কার এবং রক্ষণাবেক্ষণ, বিশেষ করে ভেন্ট এবং কুলিং চ্যানেলগুলি, অন্তর্নির্মিত অবশিষ্টাংশ বা স্কেলিং প্রতিরোধ করার জন্য অপরিহার্য যা হট স্পট এবং অসামঞ্জস্যপূর্ণ পৃষ্ঠের গুণমান সৃষ্টি করে।
8. সারফেস ফিনিশ প্রযুক্তিতে উদীয়মান প্রবণতা
উচ্চ কর্মক্ষমতা এবং অভিনব নন্দনতত্ত্বের জন্য ড্রাইভ প্লাস্টিক পৃষ্ঠ প্রযুক্তির সীমানা ঠেলে দিচ্ছে, মাইক্রো-স্কেল নির্ভুলতা এবং উন্নত উপাদান কার্যকারিতার উপর ফোকাস করছে।
8.1। মাইক্রো এবং ন্যানো টেক্সচারিং
প্রথাগত রাসায়নিক এচিং এর বাইরে গিয়ে, পরবর্তী প্রজন্মের টেক্সচারিং কৌশলগুলি কার্যকরী পৃষ্ঠ তৈরি করতে চরম নির্ভুলতা লাভ করে।
- প্রক্রিয়া: মাধ্যমে প্রাথমিকভাবে অর্জন লেজার টেক্সচারিং (বিভাগ 3.2.2) বা ছাঁচ সন্নিবেশের বিশেষায়িত, অতি-নির্ভুল মেশিনিং।
- মাইক্রো টেক্সচারিং: বৈশিষ্ট্যগুলি সাধারণত 1 থেকে 1000 পর্যন্ত হয়ে থাকে µm . কার্যকরী পৃষ্ঠতল তৈরি করতে ব্যবহৃত হয় যেমন:
- অ্যান্টি-গ্লেয়ার/অ্যান্টি-রিফ্লেক্টিভ প্রদর্শন এবং অপটিক্স জন্য পৃষ্ঠতল.
- হাইড্রোফোবিক/সেল্ফ-ক্লিনিং সারফেস (লোটাস এফেক্টের নকল করে) পৃষ্ঠের রুক্ষতাকে অপ্টিমাইজ করে জলকে তাড়াতে।
- ন্যানো টেক্সচারিং: বৈশিষ্ট্য 100 এনএম এর নিচে। এটি উন্নত জাল-বিরোধী বৈশিষ্ট্য বা খালি চোখে দেখা যায় না এমন অত্যন্ত সূক্ষ্ম নান্দনিক বিবরণগুলির জন্য আলো-বিচ্ছুরণ বৈশিষ্ট্যগুলিকে ইঞ্জিনিয়ার করতে ব্যবহৃত হয়।
8.2। স্ব-নিরাময় পলিমার
একটি আদিম পৃষ্ঠ ফিনিস বজায় রাখার জন্য চূড়ান্ত সমাধান হল একটি উপাদান যা নিজেকে মেরামত করতে পারে।
- ধারণা: দse are polymers that contain micro-capsules filled with a healing agent. When the surface is scratched or cracked, the capsules rupture, releasing the agent, which then polymerizes (cures) to fill the gap.
- সুবিধা: সামান্য স্ক্র্যাচ এবং স্ক্র্যাচের মতো সাধারণ পৃষ্ঠের ত্রুটিগুলির বিরুদ্ধে স্থায়ী প্রতিরক্ষা প্রদান করে, স্বয়ংচালিত আবরণ এবং ভোক্তা ইলেকট্রনিক্সের মতো আইটেমগুলিতে প্রসাধনী ফিনিশের দীর্ঘায়ু উল্লেখযোগ্যভাবে উন্নত করে।
- বর্তমান অবস্থা: এখনও উদীয়মান হওয়ার সময়, এই উপকরণগুলি ইতিমধ্যে বিশেষ আবরণ এবং উচ্চ-শেষ অ্যাপ্লিকেশনগুলিতে প্রয়োগ করা হচ্ছে।
8.3। টেকসই উপকরণ এবং পৃষ্ঠ সমাপ্তি
ক্রমবর্ধমান নিয়ন্ত্রক এবং ভোক্তা চাপ পরিবেশগতভাবে বন্ধুত্বপূর্ণ উপকরণের দিকে উদ্ভাবন চালাচ্ছে যা এখনও উচ্চ পৃষ্ঠের মানের চাহিদা পূরণ করে।
- জৈব-ভিত্তিক এবং পুনর্ব্যবহৃত পলিমার: দ challenge is that recycled and bio-based resins often contain impurities or variations in molecular weight that can negatively impact gloss and texture, leading to defects like খেলা বা প্রবাহ চিহ্ন .
- সমাধান ফোকাস: ব্যবহার করছে উচ্চ ছাঁচ তাপমাত্রা নিয়ন্ত্রণ এবং optimized melt flow additives to compensate for the lower consistency of sustainable materials, thereby preserving the required aesthetic finish.
- জল-ভিত্তিক আবরণ: দ্রাবক-ভারী (VOC-সমৃদ্ধ) আবরণ থেকে দূরে ঢালাই পরবর্তী পেইন্টিংয়ের জন্য পরিবেশ বান্ধব জল-ভিত্তিক সিস্টেমে স্থানান্তর করা, যাতে আবরণটি রাসায়নিক চাপ বা অবক্ষয় না ঘটিয়ে প্লাস্টিকের স্তরের সাথে সঠিকভাবে মেনে চলে তা নিশ্চিত করে।
9. উপসংহার
9.1। উচ্চ-মানের সারফেস ফিনিশ অর্জনের জন্য মূল উপায়
প্লাস্টিক ইনজেকশন ছাঁচনির্মাণে একটি সর্বোত্তম পৃষ্ঠের সমাপ্তি অর্জন করা একটি একক-পদক্ষেপ প্রক্রিয়া নয় তবে তিনটি মূল ডোমেন জুড়ে সুসংগত প্রচেষ্টার ফলাফল:
- উপাদান আয়ত্ত: দ choice between কmorphous resins ( পিসি, PMMA, ABS ) উচ্চতর গ্লস এবং এর অন্তর্নিহিত চ্যালেঞ্জগুলির জন্য আধা-স্ফটিক রজন ( পিপি, পিই ) মৌলিক। সর্বদা সঠিক উপাদান শুকানো এবং প্রস্তুতি নিশ্চিত করুন।
- টুলিং যথার্থতা: দ mold dictates the maximum achievable finish. Investing in appropriate ছাঁচ পলিশিং (একটি নির্দিষ্ট R এর কাছে ক মান বা SPI গ্রেড ) বা উচ্চ নির্ভুলতা প্রয়োগ করা পৃষ্ঠ টেক্সচারিং (রাসায়নিক বা লেজার) অপরিহার্য। যথাযথ বাহক এবং uniform কুলিং চ্যানেল ডিজাইন ত্রুটি প্রতিরোধের জন্য অ-আলোচনাযোগ্য।
- প্রক্রিয়া অপ্টিমাইজেশান: দ final finish is tuned by প্রক্রিয়াকরণ পরামিতি . উচ্চ ছাঁচ তাপমাত্রা এবং controlled ইনজেকশন গতি/চাপ প্রাথমিক লিভারগুলি যেমন ত্রুটিগুলি দূর করতে ব্যবহৃত হয় ডুবের চিহ্ন , জোড় লাইন , এবং প্রবাহ চিহ্ন . পদ্ধতিগত সমস্যা সমাধান পদ্ধতি ব্যবহার করুন যেমন DOE সর্বোত্তম পরামিতি লক করতে।
সর্বাধিক সফল প্রকল্পগুলি স্বীকার করে যে পৃষ্ঠের গুণমান হল সমগ্র সিস্টেমের একটি ফাংশন - উপাদান, ছাঁচ এবং মেশিন - সামঞ্জস্যপূর্ণভাবে কাজ করে৷
9.2। প্লাস্টিক ইনজেকশন ছাঁচনির্মাণে সারফেস ফিনিশের ভবিষ্যত
শিল্পটি বুদ্ধিমান, সমন্বিত সমাধানের দিকে এগিয়ে যাচ্ছে:
- কার্যকরী সারফেস: দ emerging trends of মাইক্রো এবং ন্যানো টেক্সচারিং প্লাস্টিকের পৃষ্ঠতলগুলিকে কার্যকরী ইন্টারফেসে রূপান্তরিত করবে যা জলকে দূরে সরিয়ে দেয়, জীবাণুগুলির বিরুদ্ধে লড়াই করে বা আলোকে হেরফের করে, যার ফলে পৃষ্ঠটি পণ্যের একটি সক্রিয় উপাদান তৈরি করে।
- স্মার্ট প্রসেসিং: উন্নত প্রযুক্তির মত দ্রুত তাপমাত্রা সাইক্লিং (RTC) এবং closed-loop process control will become standard, allowing manufacturers to consistently achieve mirror-like finishes even with complex geometries and challenging sustainable materials.
- উপাদান স্থিতিস্থাপকতা: দ implementation of স্ব-নিরাময় পলিমার স্থায়িত্ব কীভাবে দেখা হয় তা মৌলিকভাবে পরিবর্তন করবে, অংশটি ছাঁচ থেকে বেরিয়ে যাওয়ার অনেক পরে নান্দনিক গুণমান বজায় রাখা নিশ্চিত করে।
এই উন্নয়নগুলির কাছাকাছি থাকার এবং কঠোর প্রক্রিয়া নিয়ন্ত্রণ বজায় রাখার মাধ্যমে, নির্মাতারা ক্রমাগতভাবে বিশ্ব-মানের পৃষ্ঠের ফিনিস গুণমানের সাথে প্লাস্টিকের উপাদান সরবরাহ করতে পারে।
উপাদান নির্বাচন, ছাঁচ নকশা, এবং প্রক্রিয়াকরণ পরামিতিগুলির ভারসাম্য বজায় রেখে প্লাস্টিক ইনজেকশন ছাঁচনির্মাণে সর্বোত্তম সারফেস ফিনিশ কীভাবে অর্জন করা যায় তা এই বিস্তৃত নির্দেশিকা বিশদ বিবরণ দেয়। এটি R এর মত মূল মেট্রিক্স সংজ্ঞায়িত করে a মান এবং SPI ফিনিশ স্কেল, তারপরে ছাঁচ পলিশিং, লেজার টেক্সচারিং এবং উন্নত ছাঁচের তাপমাত্রা নিয়ন্ত্রণের মতো কৌশলগুলি অন্বেষণ করে। অবশেষে, নিবন্ধটি ন্যানো টেক্সচারিং এবং স্ব-নিরাময় পলিমার সহ ভবিষ্যতের প্রবণতাগুলির উপর একটি নজর দিয়ে উপসংহারে সিঙ্ক চিহ্ন এবং ওয়েল্ড লাইনের মতো সাধারণ ত্রুটিগুলির জন্য পদ্ধতিগত সমাধান প্রদান করে৷

